ƒAƒvƒٹ‚جڈ€”ُ‚ھگ®‚ء‚½‚ئ‚±‚ë‚إپujwwcadپv‚جƒfپ[ƒ^‚©‚çپA‘پ‘¬پuNCپvƒfپ[ƒ^‚جچىگ¬‚ة‚ئ‚è‚©‚©‚éپB
پuNCVCپv‚جƒwƒ‹ƒv‚©‚çپAƒfپ[ƒ^گ¶گ¬‚ة•K—v‚بچ€–ع‚ج‚فگف’è‚·‚éژ–‚ةپB
‚ ‚‚ـ‚إپuGRBLپv‚جƒRƒ“ƒgƒچپ[ƒ‹پEƒAƒvƒٹƒPپ[ƒVƒ‡ƒ“‚إƒVƒ~ƒ…ƒŒپ[ƒg‚إ‚«‚éژ–‚ھ–ع“IپB
پyjwwcad‚إ‚ج’چˆسژ–چ€پz
پEپE‚ئŒ¾‚ء‚ؤ‚à2‚آ‚¾‚¯پB
1..Œ´“_‚ًگف’è‚·‚郌ƒCƒ„پ[‚ةپuNCVCپv‚إگف’肵‚½–¼‘O‚ً•t‚¯‚éپB
2..گ}–ت‚ًڈ‘‚ƒŒƒCƒ„پ[‚ةپuNCVCپv‚إگف’肵‚½–¼‘O‚ً•t‚¯‚éپB
پyچإڈ‰‚ةپujwwcadپv‚جپA2‚آ‚جƒŒƒCƒ„پ[–¼‚ًگف’肵‚ؤ‚¨‚پz
پ¦ڈ‚ب‚‚ئ‚àƒgƒŒپ[ƒXپiگطچيپj‘خڈغ‚ة‚ب‚éگ}–تƒŒƒCƒ„پ[‚¾‚¯‚إ‚à–¼‘O‚ًگف’肵‚ؤ‚¨‚•K—v‚ھ‚ ‚éپB
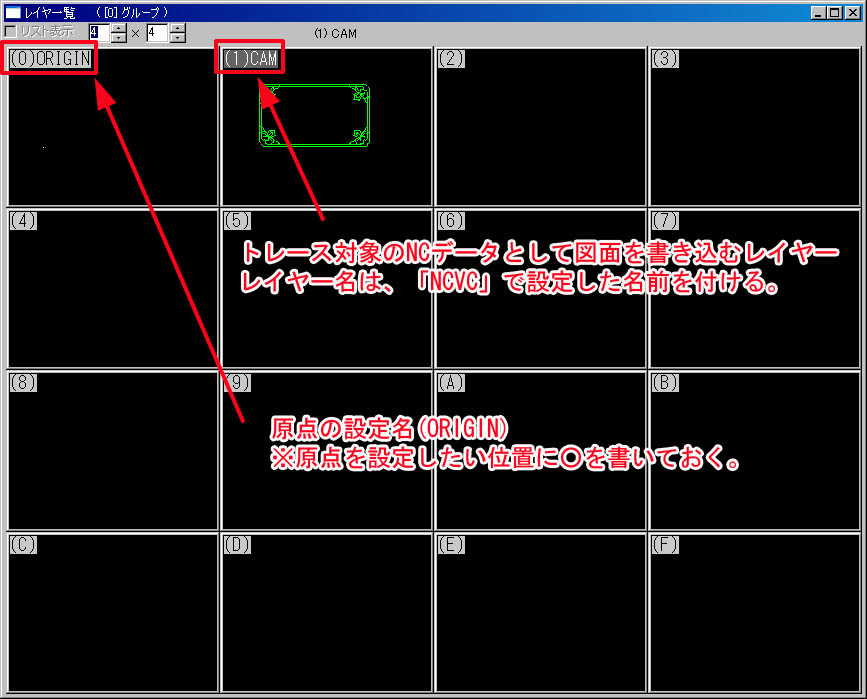
پyچ،‰ٌژg‚¤پA”LŒث‚جƒ‚ƒbƒR‚ًژO‚آ—t‚إƒfƒUƒCƒ“‚µ‚½گ}–تپB‚·‚إ‚ةڈ‘‚«چ‚فƒŒƒCƒ„پ[‚ئ‚µ‚ؤ2‚ةˆع“®‚µ‚ؤ‚ ‚éپz
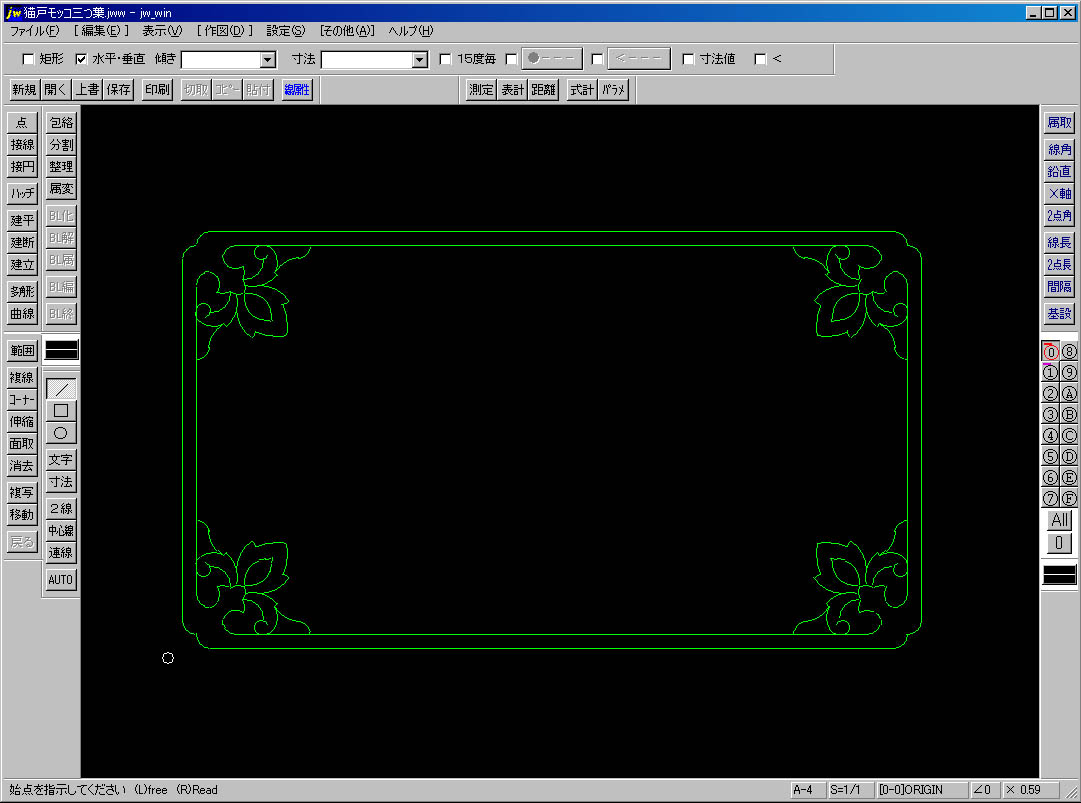
ƒTƒCƒY‚ئژع“xگف’è‚ھڈI—¹‚µ‚½‚çپA‚»‚ج‚ـ‚ـپujwwپv‚ج‘®گ«‚إگ}–ت‚ً•غ‘¶پB
پyپuNCVCپv‚ً‹N“®‚µ‚ؤپuٹJ‚پvƒپƒjƒ…پ[‚©‚çپujwwپvƒfپ[ƒ^“ا‚فچ‚قپz
“ا‚فچ‚ٌ‚¾’¼Œم‚ج‰و–تپB

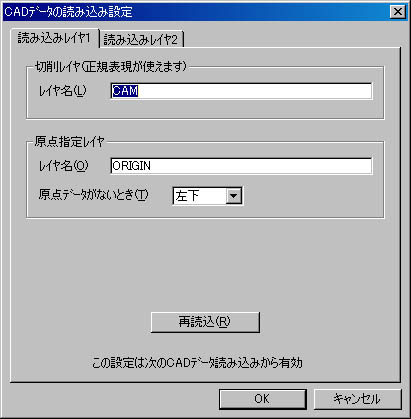
‚±‚±‚إپuNCVCپv‚جگف’è‚ً2‚آ‚¾‚¯پB
پuƒIƒvƒVƒ‡ƒ“پvپ¨پuCADƒfپ[ƒ^‚ج“ا‚فچ‚فگف’èپv‚©‚çپAگو‚ةگG‚ꂽپAŒ´“_ƒŒƒCƒ„پ[–¼‚ئپAگطچيƒŒƒCƒ„پ[–¼‚ًگف’肵‚ؤ‚¨‚پB
‚±‚±‚إ‚حŒ´“_ƒŒƒCƒ„پ[‚ةپuORIGINپvپAگطچيƒŒƒCƒ„پ[‚ةپuCAMپv‚ئ‚µ‚ؤƒŒƒCƒ„پ[–¼‚ًگف’肵‚½پB
ژں‚ةپA
پuƒIƒvƒVƒ‡ƒ“پvپ¨پuگطچيƒpƒ‰ƒپپ[ƒ^‚جگف’èپv‚©‚çپANCگ¶گ¬ƒIƒvƒVƒ‡ƒ“‚جگف’èپB
‚ـ‚¾ƒAƒvƒٹ‚جڈع‚µ‚¢ژg‚¢•û‚ھ•ھ‚©‚ç‚ب‚¢‚ج‚إپAZژ²‚جƒAƒNƒVƒ‡ƒ“‚ئŒ´“_‚جˆê•”‚¾‚¯‚ً•دچX‚µ‚ؤ‚ف‚½پB

ژہچغ‚جگف’è‚ة‚آ‚¢‚ؤ‚حˆب‰؛‚ج‚و‚¤‚ةپAƒwƒ‹ƒv‚ةڈع‚µ‚‹Lچع‚³‚ê‚ؤ‚¢‚éپB
‚±‚±‚إڈd—v‚ب‚ج‚ھگطچيŒ´“_(G92)‚ج‚y’l‚ئ‚q“_پCگط‚èچ‚فƒpƒ‰ƒپپ[ƒ^‚ج‚R‚آ‚إ‚·پD
گ}‚U ‚حچHچى‹@ٹB‚ًگ³–ت‚©‚猩‚½گ}پC ڈم‰؛‚ة‚y ژ²پC چ¶‰E‚ة‚w ژ²‚إ‚·پD ƒڈپ[ƒN‚ًƒZƒbƒg‚µ‚½‚ ‚ئپC ƒڈپ[ƒN•½–ت‚ًٹîڈ€‚ة‚y ƒZƒ“ƒTپ[“™‚إ‚y ژ²‚جˆت’uŒˆ‚ك‚ًچs‚¢‚ـ‚·پD
‚±‚ê‚ًگطچيŒ´“_(G92)‚ج‚y’l‚ئ‚µ‚ـ‚·پD‚yƒZƒ“ƒTپ[‚جŒْ‚ف‚ھ100mm ‚ب‚ç100 ‚ئ“ü—ح‚إ‚·پD
ƒZƒ“ƒTپ[‚إ‚ج’²گ®ŒمپC چD‚ف‚جˆت’u‚ةˆع“®‚³‚¹‚ؤ‚à‚©‚ـ‚¢‚ـ‚¹‚ٌپD
–³ک_‚»‚ج‚ئ‚«‚حˆع“®‚µ‚½چہ•W’l‚ً“ü—ح‚µ‚ؤ‰؛‚³‚¢پD
ژں‚ةگط‚èچ‚ف‚إ‚·‚ھپC ƒCƒپپ[ƒW’ت‚èپD ƒڈپ[ƒN‚ة‰½ƒ~ƒٹگط‚èچ‚ق‚©‚ئ‚¢‚¤گف’è‚إ‚·پD
چإŒم‚ة‚q“_‚إ‚·‚ھپC‚±‚ê‚حژں‚جƒVƒ}پC‚±‚ج—لگ}‚T ‰ءچHڈًŒڈ‚جگف’è‚إŒ¾‚¤‚ئپu‚mپv‚ًچي‚ء‚ؤپu‚bپv‚ةˆع“®‚·‚é‚ئ‚«‚ج‚y’l‚ًژw’肵‚ـ‚·پD‚yژ²‚جڈ‰ٹْˆت’uپiŒ´“_پj‚إˆع“®‚µ‚ؤ‚à‚©‚ـ‚ي‚ب‚¢‚ج‚إ‚·‚ھپCڈ‰ٹْˆت’u‚حچ‚‚گف’è‚·‚éŒXŒü‚ھ‚ ‚邽‚كپCŒّ—¦‚و‚ˆع“®‚إ‚«‚é‰؛Œہ’l‚ئچl‚¦‚ؤ‰؛‚³‚¢پD
‚±‚جگف’è‚إ‚حƒڈپ[ƒN•½–تڈم‹َ1mm ‚جڈٹ‚إگn•¨‚ھژں‚جƒVƒ}‚ضچ‚‘¬ˆع“®‚µ‚ـ‚·پD
گف’è‚ھڈI—¹‚µ‚½‚çپuƒtƒ@ƒCƒ‹پvپ¨پuNCƒfپ[ƒ^‚جگ¶گ¬پv‚ئگi‚فپAپu•Wڈ€گ¶گ¬پv‚ًƒNƒٹƒbƒNپB
گ¶گ¬‚µ‚½ƒfپ[ƒ^‚ج•غ‘¶گو‚ئپANCƒfپ[ƒ^‚ج‘®گ«‚ًژw’肵‚½‚çˆêکA‚جچى‹ئ‚حٹ®—¹‚·‚éپB
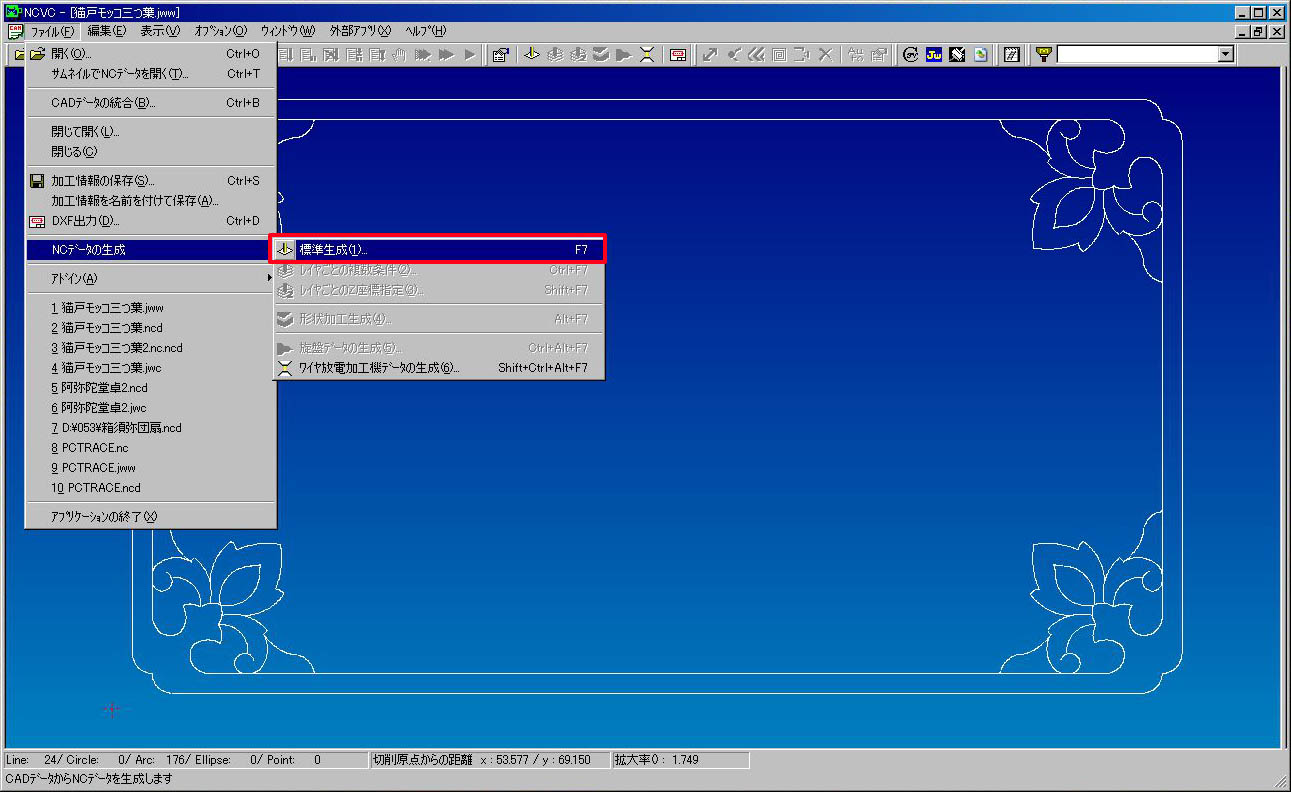
‚·‚ׂؤ"‚¨‚ـ‚©‚¹"‚ج‘Sژ©“®‚¾‚ھپA‚±‚ê‚إ–{“–‚ةNCƒfپ[ƒ^‚ھگ¶گ¬‚إ‚«‚ؤ‚µ‚ـ‚¤‚ج‚ح‚·‚²‚¢پIپB
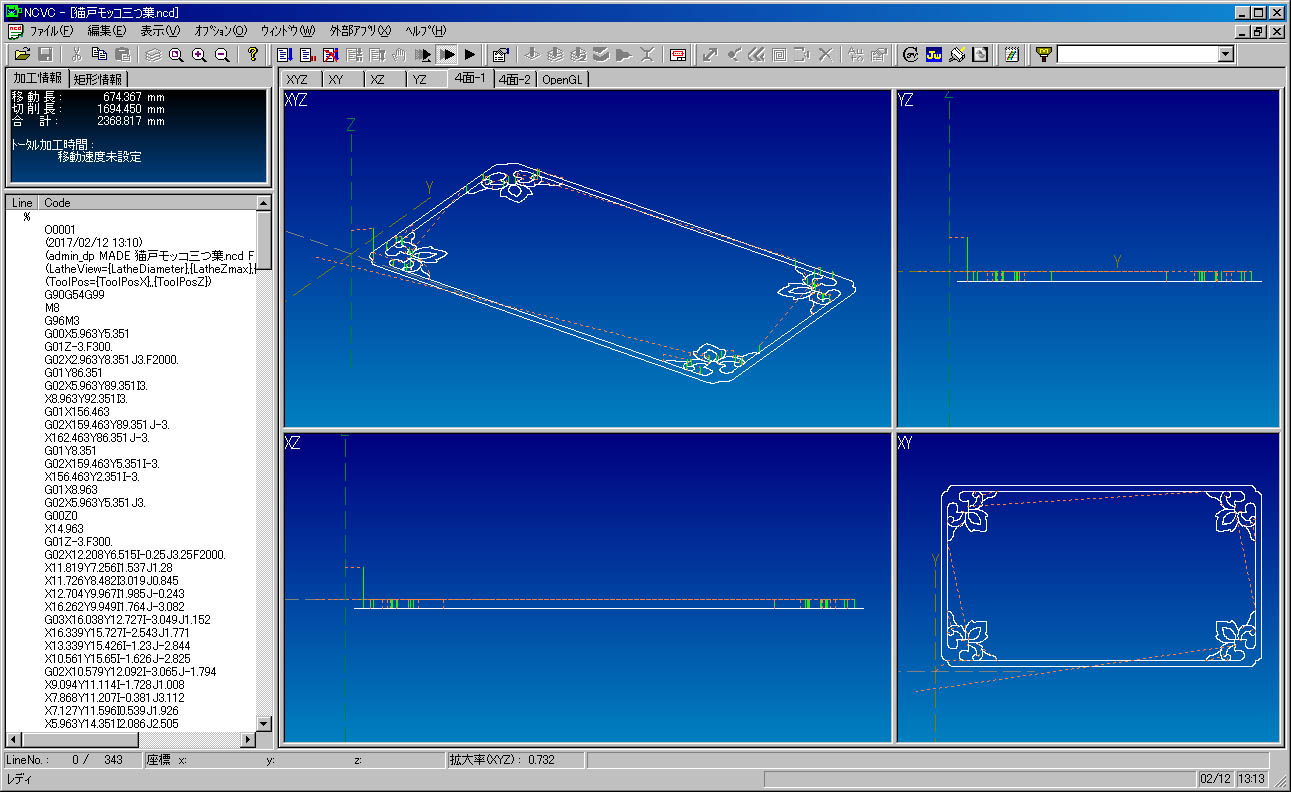
پu‚m‚bگ¶گ¬Œم‚ةٹJ‚پv‚ةƒ`ƒFƒbƒN‚ھ“ü‚ء‚ؤ‚¢‚é‚ئپAƒfپ[ƒ^گ¶گ¬ŒمپA‘¦چہ‚ةŒ‹‰ت‚ًٹm”F‚·‚邱‚ئ‚ھڈo—ˆپA‰؛‚و‚¤‚ب‰و–ت‚ةگط‚è‘ض‚ي‚éپB
پEپEژں‚ح‚¢‚و‚¢‚وƒRƒ“ƒgƒچپ[ƒ‹پEƒAƒvƒٹ‚إپuUNOپv‚ًژg‚ء‚½پuGRBLپvƒVƒ~ƒ…ƒŒپ[ƒVƒ‡ƒ“‚ج—\’èپB

