پ¦ˆب‰؛پAٹù‘¶‚ج3Dƒvƒٹƒ“ƒ^پ[‚ةƒŒپ[ƒUپ[ƒwƒbƒh‚ًژو‚è•t‚¯پAپuFirmwareپv‚ًڈ‘‚«ٹ·‚¦‚邱‚ئ–³‚ƒŒپ[ƒUپ[‰ءچH‚ًژہچs‚µ‚ؤ‚ف‚½‚¢گl‚¾‚¯‚ة—LŒّپB
”ٌڈي’âژ~‚ھژg‚¢‚â‚·‚¢پAپuRepetier-Hostپv‚ً‘خڈغ‚ئ‚µ‚½‚ھپAپuCuraپv‚ب‚ا‚إ‚à“®چىٹm”FپB
پuLaserGRBLپv‚إڈ‘‚«‚¾‚µ‚½ƒRپ[ƒh‚ً3Dƒvƒٹƒ“ƒ^پ[—p‚ة•دٹ·‚·‚é‚ة‚حگ³‹K•\Œ»‚ة‚و‚éŒںچُپA’u‚«ٹ·‚¦‚ھ‰آ”\‚بƒGƒfƒBƒbƒ^پ[‚ھ•K—v‚ة‚ب‚éپB
—Lڈ‚جپuڈGٹغƒGƒfƒBƒbƒ^پ[پv‚ھƒuپ[ƒ€‚ج’†پAŒ©‰h‚¦‚ھƒVƒ“ƒvƒ‹‚إپAڈuژ‚ة‹N“®‚·‚éFree‚جپuPeggy Padپv‚ً’·”Nˆ¤—p‚µ‚ؤ‚«‚½‚ھپA‘¼‚ةˆعڈ÷‚³‚ê‚éژ–‚ب‚ٹJ”‚ھڈI—¹‚µپA‰ïژذ‚à–³‚‚ب‚ء‚ؤ‚µ‚ـ‚ء‚½پBپiچ‚‹@”\‚¾‚ء‚½‚¾‚¯‚ةژc”Oپj
FreeپAچ‚‹@”\پAچ‚‘¬ڈˆ—‚جژO”ڈژq‚ھ‘µ‚ء‚½پuPeggy PadپvپB
‰و–ت‚à‚±‚êˆبڈم‚ب‚¢‚ظ‚اƒVƒ“ƒvƒ‹پB
ڈI—¹—\چگ‚ھ‚ ‚ء‚½‚½‚كپAچإڈIƒoپ[ƒWƒ‡ƒ“‚ًƒ_ƒEƒ“ƒچپ[ƒh‚µ‚ؤ•غٹا‚µ‚ؤ‚¢‚é‚à‚ج‚جپAŒ»چف—ک—p‚µ‚ؤ‚¢‚éƒoپ[ƒVƒ‡ƒ“‚حƒCƒ“ƒXƒgپ[ƒ‹ژ‚»‚ج‚ـ‚ـ‚جˆê‚آ‘O‚جƒoپ[ƒVƒ‡ƒ“پB
پuPeggy Padپv‚ھ”pژ~‚³‚ê‚ؤ‚à"Free"‚إ“¯“™‚ج‹@”\‚ً—L‚·‚éƒGƒfƒBƒbƒ^پ[‚ح‘¼‚ة‚à‘¶چف‚·‚é‚ج‚إپAژQچl‚ـ‚إ‚ةپB
http://sakura-editor.sourceforge.net/download.html
پ¦گ³‹K•\Œ»‚ھٹO•”ƒvƒ‰ƒOƒCƒ“‚ة‚ب‚ء‚ؤ‚¢‚é‚و‚¤‚إپA“¯ژ‚ةƒ_ƒEƒ“ƒچپ[ƒh‚·‚é‚©پAƒvƒ‰ƒOƒCƒ“‚ًٹـ‚ٌ‚¾ƒCƒ“ƒXƒgپ[ƒ‹”إ‚ً“üژè‚·‚é•K—v‚ھ‚ ‚è‚»‚¤‚¾پB
‚±‚±‚©‚ç–{‘èپB
پ¦گ³‹K•\Œ»‚ة‚آ‚¢‚ؤ‚جژQچl—ل‚حپA20”Nˆبڈم‚àƒuƒ‰ƒ“ƒN‚ھ‚ ‚èپAژg‚¢•û‚ً‘ه‚¢‚ةٹشˆل‚ء‚ؤ‚¢‚é‰آ”\گ«‚ھ‚ ‚é‚ج‚إژ©Œبگس”C‚إ
پuLaserGRBLپv‚إ•غ‘¶‚·‚éƒfپ[ƒ^‚حپAƒ‚پ[ƒh‚ة‚و‚è—lپX‚بƒpƒ^پ[ƒ“‚ة•د‰»‚·‚é‚ج‚إپA’چˆس‚ھ•K—vپB
‰و–ت‚ة•\ژ¦‚³‚ꂽ—جˆو‚¾‚¯‚إ’u‚«ٹ·‚¦‚ً”»’f‚µپAˆêٹ‡ڈˆ—‚·‚é‚ج‚حٹ댯پIپ@‰ً‘œ“x‚جگف’è’l‚ً•د‚¦‚邾‚¯‚إ‚àƒRپ[ƒhƒpƒ^پ[ƒ“‚ھ•د‰»‚·‚éڈêچ‡‚ھ‚ ‚éپB
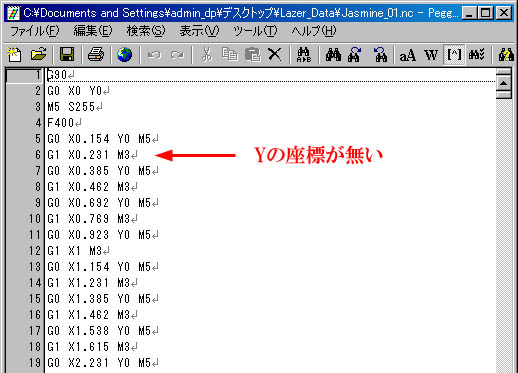
PWM‚ھ—LŒّ‚بڈêچ‡‚ةگ¶گ¬‚³‚ê‚éGƒRپ[ƒh
PWM‚ھ–³Œّ‚بڈêچ‡‚جGƒRپ[ƒh
‘¼‚ة‚àژRگ·‚è‚ج’چˆس“_‚ھ‚ ‚é‚ھپAˆبڈم‚ً“¥‚ـ‚¦ƒRپ[ƒh’u‚«ٹ·‚¦ژ‚جƒ|ƒCƒ“ƒg‚ً‘ه‚ـ‚©‚ة‚ـ‚ئ‚ك‚é‚ئپA
M3پiServo"ON"پj‚حپA
(1)..M106 ‚إƒŒپ[ƒUپ["ON"پ@S’l 0پ`255 ‚جٹش‚إƒŒپ[ƒUپ[‹“xƒŒƒxƒ‹
‚ةپB
M5پiServo"OFF"پj‚حپA
(2)..M107 ‚إƒŒپ[ƒUپ["OFF"
‚ةپB
Fxx ‚حپA
(3)..G1 Fxx
‚ةپB
(4)..G21پiƒ~ƒٹگف’èپjƒRپ[ƒh‚ج’ا‰ء
–³‚¢‚ئ25.4”{‚ةٹg‘ه‚³‚ê‚éژ–‚ھ‚ ‚éپB
‚»‚ج‘¼پAچہ•W––”ِ‚ة’P“ئ‚إ‘¶چف‚·‚é"Sxxپixx‚ح"0پ`255"‚جٹشپj" ‚ب‚ا‚جƒRپ[ƒh‚حپAچs‘}“üŒم‚جڈم’i‚ة”z’u‚µپAM106 Sxx ‚ة’u‚«ٹ·‚¦پB
"S0"‚¾‚¯‚جڈêچ‡‚ح"M107"‚ة’u‚«ٹ·‚¦‚éپB
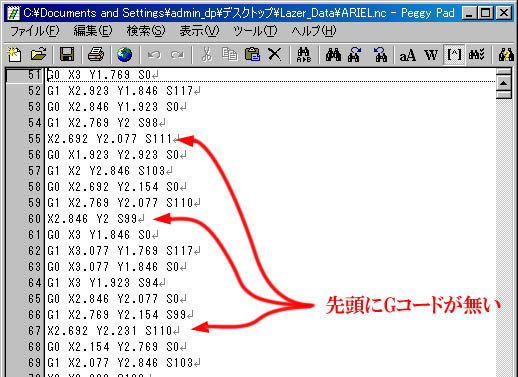
ژں‚جƒRپ[ƒh‚ھG0‚إژn‚ـ‚éڈêچ‡پA’u‚«ٹ·‚¦‹@”\‚ة‚و‚èM107ƒRپ[ƒh‚ھڈd•،‚·‚é‚ج‚إ•K—v–³‚¢پBپi‚ ‚ء‚ؤ‚à–â‘è‚ة‚ب‚ç‚ب‚¢پj
‚¢‚¸‚ê‚جGƒRپ[ƒh‚àپAچہ•W––”ِ‚ةپAF’lپi‘—‚葬“xپj‚ً’ا‰ء‚·‚é
ƒRپ[ƒhچإڈIچs‚ة‚ح–Y‚ꂸM18ƒRپ[ƒhپi‚·‚ׂؤ‚جƒXƒeƒbƒsƒ“ƒOƒ‚پ[ƒ^پ[‚ً–³Œّپj‚ً“ü‚ê‚éپB
(PWM‚ھ—LŒّ‚بڈêچ‡‚جƒRپ[ƒh’u‚«ٹ·‚¦)
گ³‹K•\Œ»‚إ‚جŒںچُپE’u‚«ٹ·‚¦—ل‚ج‰و‘œ‚حپA‚ ‚‚ـ‚إŒآگl“I‚ب•û–@‚ة‚و‚é‚à‚ج‚إپAژ©•ھ‚جچl‚¦‚ئƒGƒfƒBƒbƒ^پ[‚ج‹@”\‚ةچ‡‚ي‚¹‚ؤ“K‹X•دچX‚·‚é•K—v‚ھ‚ ‚éپBپEپE‚©‚àپH
—ل1پFG0ƒRپ[ƒh‚جڈêچ‡
S0
G0 X0.933 Y1.4 S0
‚جڈêچ‡پA
M107
G0 X0.933 Y1.4 F800
‚ة’u‚«ٹ·‚¦‚éپB
پ¦پ@G0ƒRپ[ƒh F’lپA"Fxx" ‚حƒŒپ[ƒUپ[ڈo—ح–³‚µ‚جژ‚ج”Cˆس‚جˆع“®‘¬“x‚ة
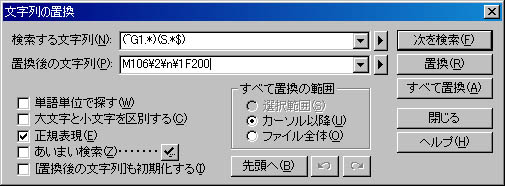
گ³‹K•\Œ»‚إ‚ج’u‚«ٹ·‚¦—لپi2‚آ‚ةƒOƒ‹پ[ƒv‰»پj

—ل2پFG1ƒRپ[ƒh‚جڈêچ‡
G1 X1 Y1.333 S59
‚جڈêچ‡پA
M106 S59
G1 X1 Y1.333 F200
‚ة’u‚«ٹ·‚¦‚éپB
پ¦پ@G1 ƒRپ[ƒh‚إ‚جF’lپA"Fxx" ‚حƒŒپ[ƒUپ[ڈo—حژ‚ةŒ©چ‡‚ء‚½”Cˆس‚ج‘¬“x‚ة
گ³‹K•\Œ»‚إ‚ج’u‚«ٹ·‚¦—لپi2‚آ‚ةƒOƒ‹پ[ƒv‰»پj
‚±‚ٌ‚بٹ´‚¶‚إپA‘¼‚جƒ‚پ[ƒh‚ة‚آ‚¢‚ؤ‚àƒ}ƒjƒ…ƒAƒ‹‚ةڈ]‚ء‚ؤŒںچُپE’u‚«ٹ·‚¦‚ً‚·‚é‚ئ3Dƒvƒٹƒ“ƒ^پ[‚إ‚جƒŒپ[ƒUپ[’¤چڈ‚ھ‰آ”\‚ئ‚ب‚éپB
ٹµ‚ê‚é‚ئ5•ھ‚à‚ ‚ê‚خ•دٹ·‚ھڈI‚ي‚é‚و‚¤‚ة‚ب‚éپB

“Y•tƒtƒ@ƒCƒ‹

