|
Candle1.1.7ӮрҺgӮБӮДҒA3018ProӮЕғҢҒ[ғUҒ[’ӨҚҸӮрӮ·ӮйҸкҚҮӮМғҒғӮҒB
ҢВҗl“IӮИғҒғӮӮИӮМӮЕҒAҠФҲбӮБӮДӮўӮҪҸкҚҮӮН—\ҚҗӮИӮӯ’щҗіҒB
ҒyҚмӢЖ‘OӮМ’ҚҲУ“_Ғz
1.. ғ~ғӢӮағҢҒ[ғUҒ[Ӯа“ҜӮ¶M3ғRҒ[ғhӮрҺg—pӮ·ӮйӮҪӮЯҒAҚмӢЖ‘OӮЙғӮҒ[ғ^Ғ[’[ҺqӮрҺжӮиҠOӮ·ҒB
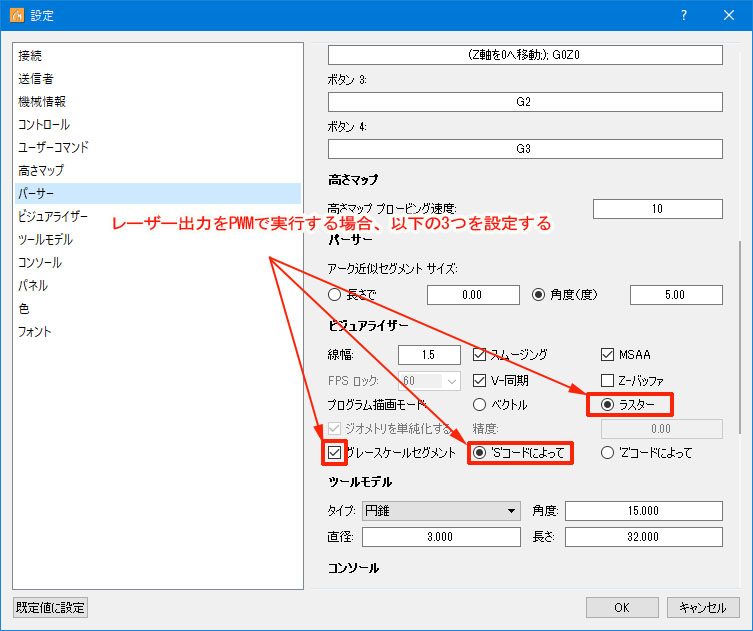
2..җФҗFӮМPWM’[ҺqӮЙғҢҒ[ғUҒ[ӮрҗЪ‘ұ
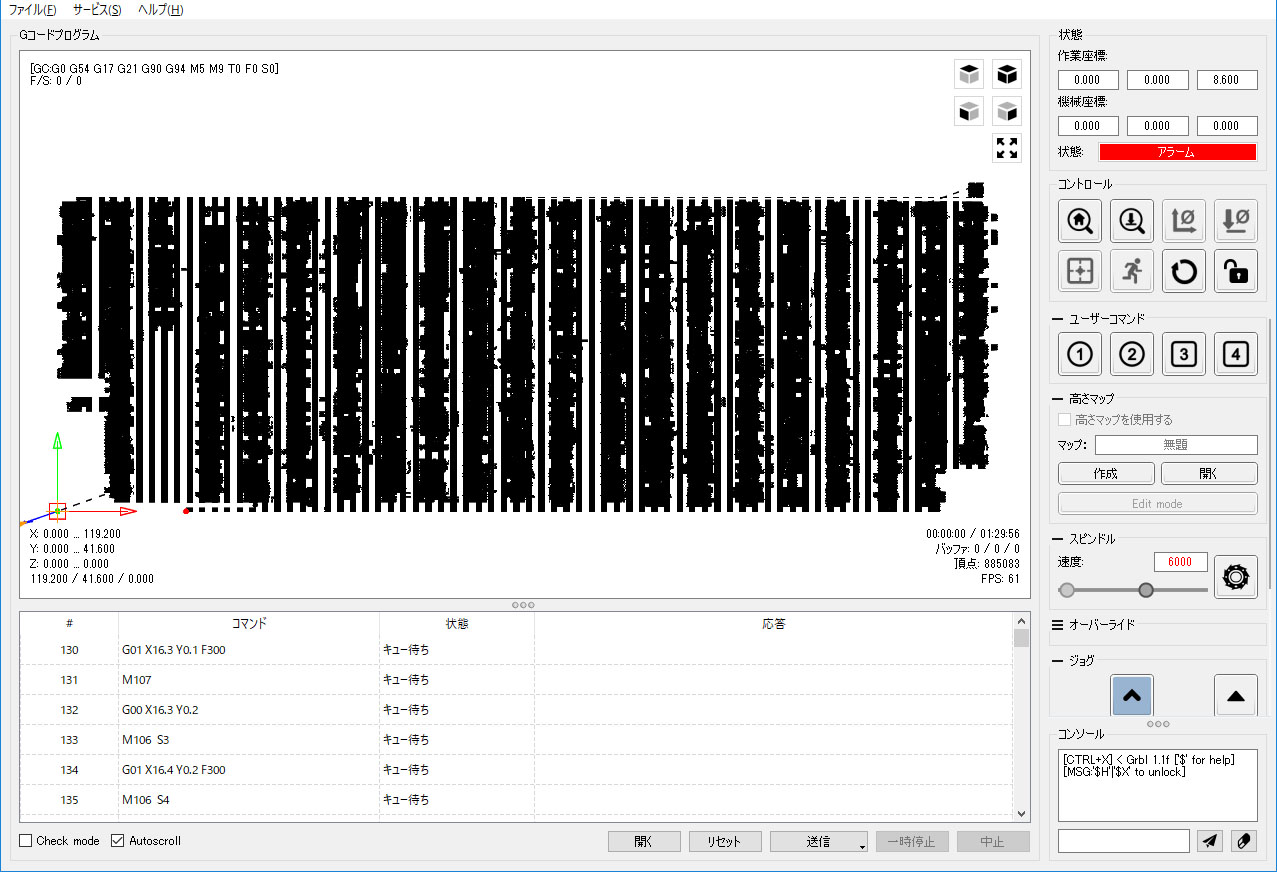
3..ғҢҒ[ғUҒ[—pӮМҒAӮўӮӯӮВӮ©ӮМғ\ғtғgӮЕG21ӮӘ”ІӮҜӮйӮҪӮЯҒACandle1.1.7ӮЙғfҒ[ғ^ӮрҺжӮиҚһӮсӮҫҚЫҒA•\ҺҰӮіӮкӮИӮўҸкҚҮӮӘӮ Ӯй
ҒiғfҒ[ғ^ӮӘ25.4”{ӮЙҠg‘еӮіӮкҒA•\ҺҰ—МҲжҠOӮЙ”тӮСҸoӮөӮДӮўӮйҒj
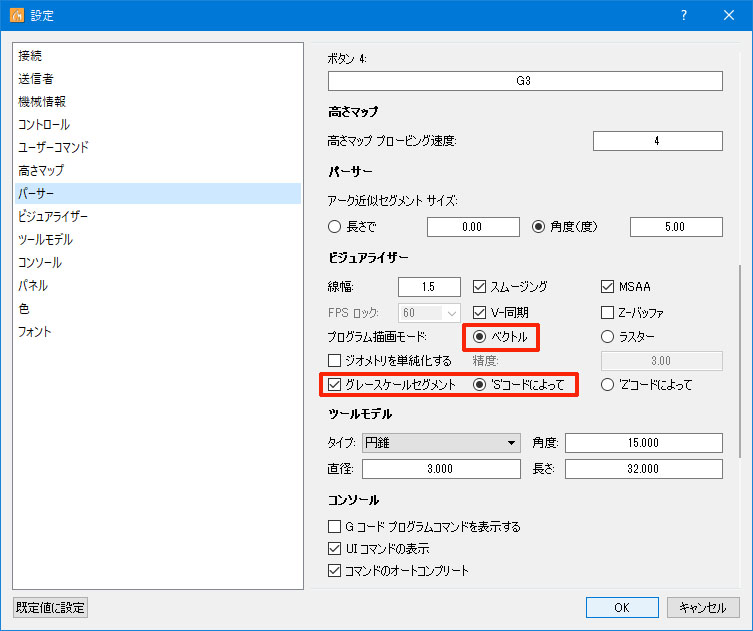
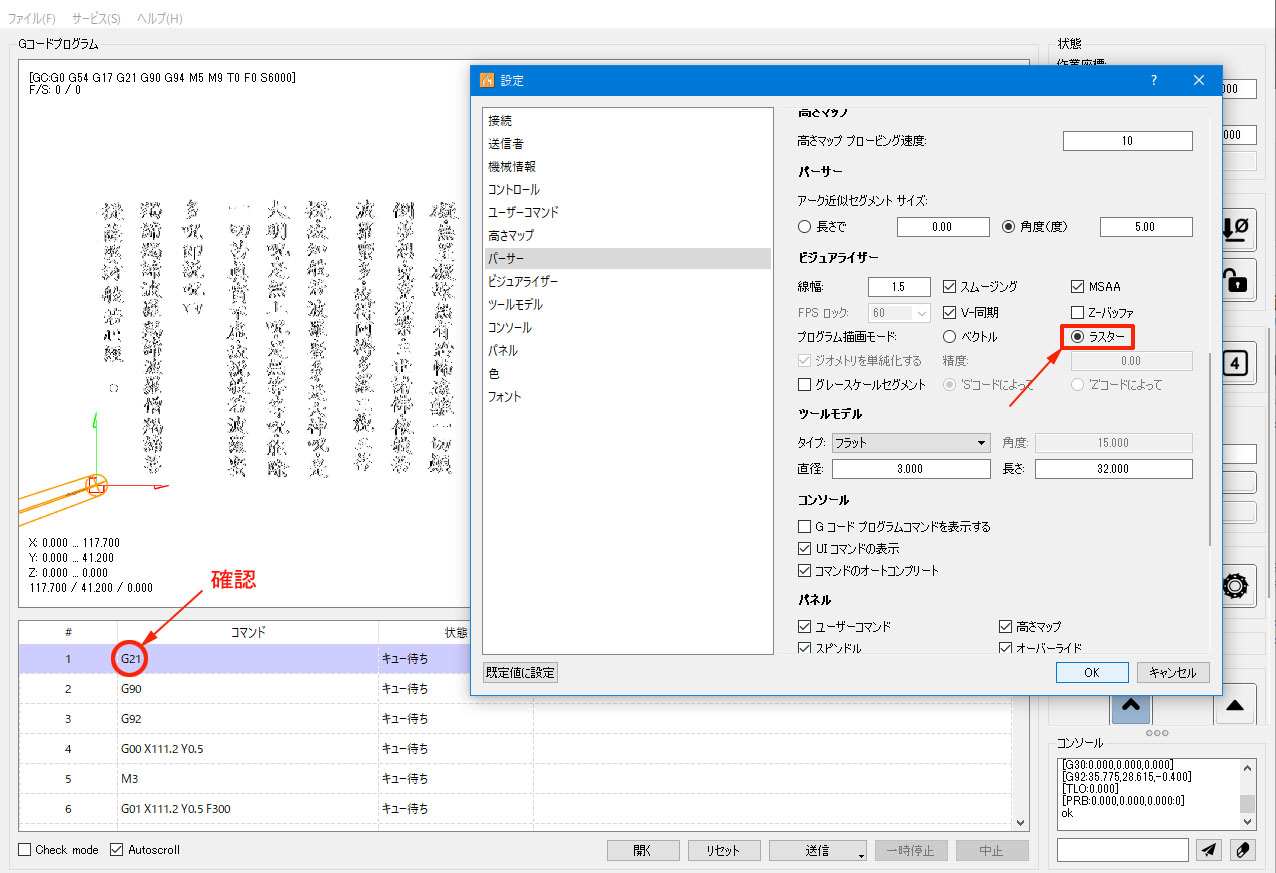
ҒҰҗж“ӘҚsӮЙG21ӮМғRҒ[ғhӮӘ•tӮўӮДӮИӮўӮИӮўҸкҚҮӮНғCғ“ғ`ғӮҒ[ғhӮЙӮИӮБӮДӮўӮйүВ”\җ«ӮӘҚӮӮўӮМӮЕҒAG21Ӯр’ЗүБӮөҒAғ~ғҠғӮҒ[ғhӮЙҗЭ’иӮ·Ӯй
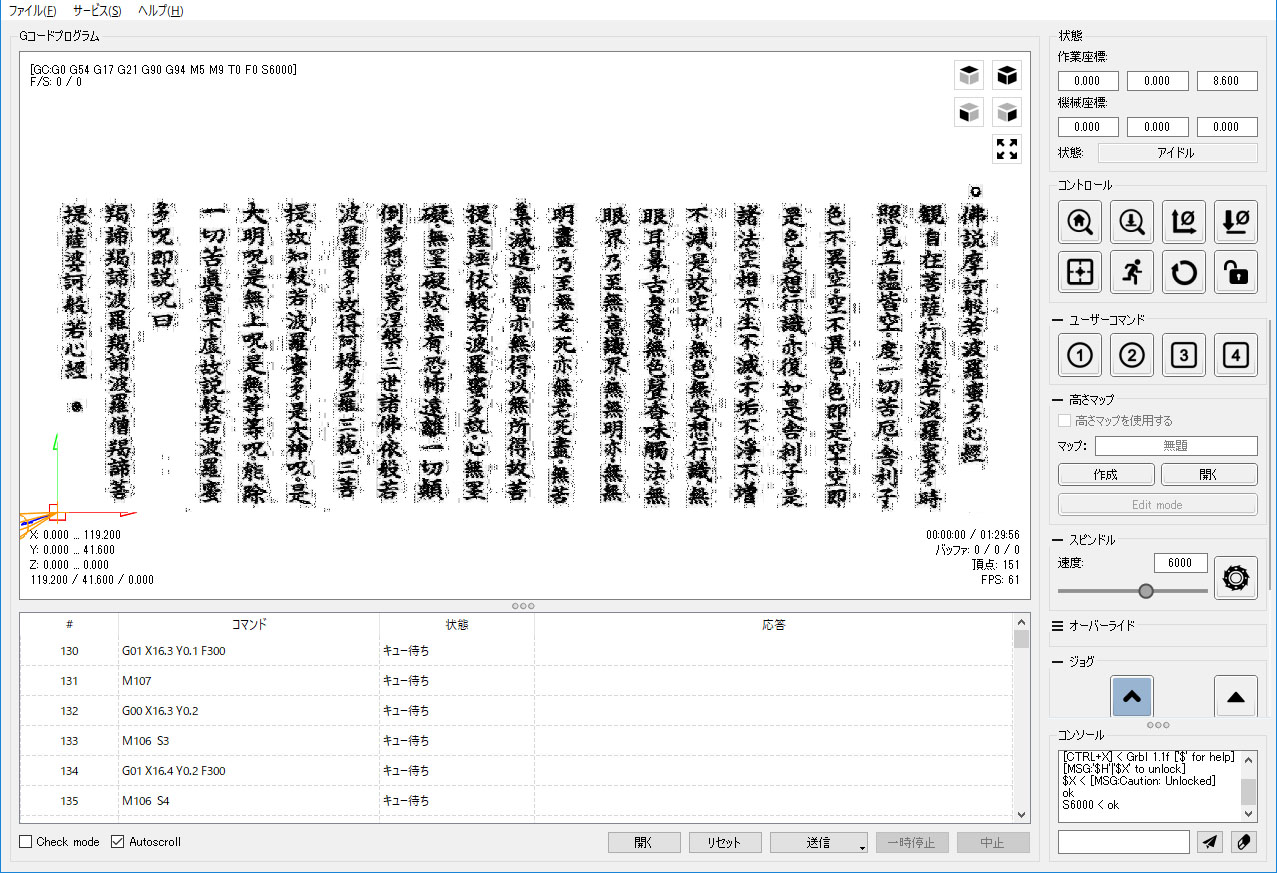
ҒiғfҒ[ғ^ӮӘҗіӮөӮўҸкҚҮҒAҸгӢLӮрҗЭ’иӮрҺ{ӮөӮҪҺһ“_ӮЕғfҒ[ғ^ӮӘ•\ҺҰӮіӮкӮйҒj
ғҢҒ[ғUҒ[ғfҒ[ғ^ӮрҺжӮиҚһӮсӮҫ’јҢгӮМ•\ҺҰ
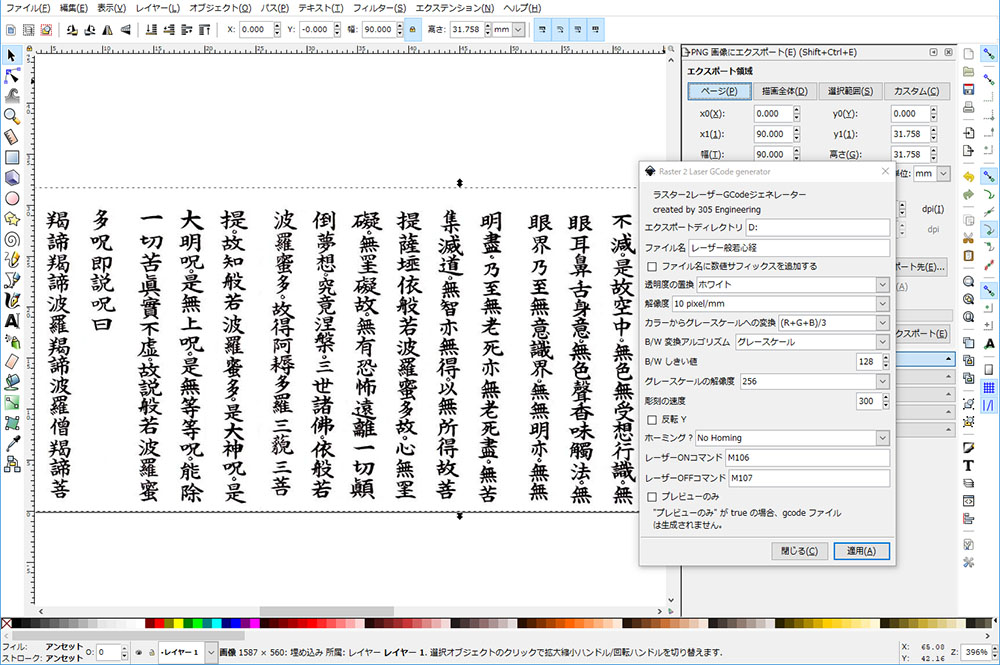
ҚЎүсӮМғfҒ[ғ^Қмҗ¬ӮНInkscapeӮрҺg—pҒB
‘–ҚёҗьӮЖғfҒ[ғ^ӮӘ”нӮБӮДӮөӮЬӮўҒAғӮғAғҢ–Н—lӮЖӮИӮиӮЖӮДӮаҢ©“пӮўҒB
үҪӮрҸДӮ«ӮҪӮўӮМӮ©•s–ҫҒI
ғfҒ[ғ^ӮӘҢ©“пӮўҸкҚҮӮНҒAҒuғTҒ[ғrғXғҒғjғ…Ғ[ҒvӮрҠJӮўӮДҒAүж‘ңӮМғ–ҸҠӮрҗЭ’иӮ·ӮйҒB
ғүғXғ^Ғ[ғӮҒ[ғhӮЙҗШӮи‘ЦӮҰӮйӮЖҒAғfҒ[ғ^•\ҺҰӮН”–ӮӯӮИӮйӮӘҒA–ЪӮЦӮМ•ү’SӮНҢyӮӯӮИӮйҒB
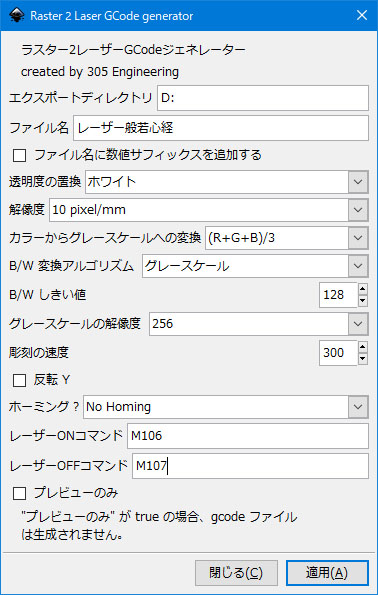
InkscapeӮЕҚмҗ¬ӮөӮҪғҢҒ[ғUҒ[ғfҒ[ғ^ӮМҗUӮй•‘ӮўҒB
“ҜӮ¶ғҢҒ[ғUҒ[ғfҒ[ғ^ӮЕӮаҒAғOғҢҒ[ғXғPҒ[ғӢҒiPWMҒjӮЖ”’Қ•ҒiB/WҒjғfҒ[ғ^ӮЕӮНӮЬӮйӮЕҗUӮй•‘ӮўӮӘҲЩӮИӮйҒBҒ@үәӮНB/WғfҒ[ғ^ҒB
PWM’[ҺqӮМ–іӮўғ{Ғ[ғhӮМҸкҚҮҒAғӮҒ[ғ^Ғ[ӮМҸo—НӮрTTLҸҲ—қӮөӮД—ҳ—pӮ·ӮйӮМӮаӮ ӮиӮ©ӮаӮөӮкӮИӮўҒBҒi“d—НӮЙҸ\•ӘӮИғpғҸҒ[ӮӘӮ ӮйӮМӮЕҒAӮўӮёӮкӮвӮБӮДӮЭӮҪӮўҒj
ғXғsғ“ғhғӢӮМүс“]ӮӘғҢҒ[ғUҒ[ҸЖҺЛӮЙ‘Оүһ
|