|
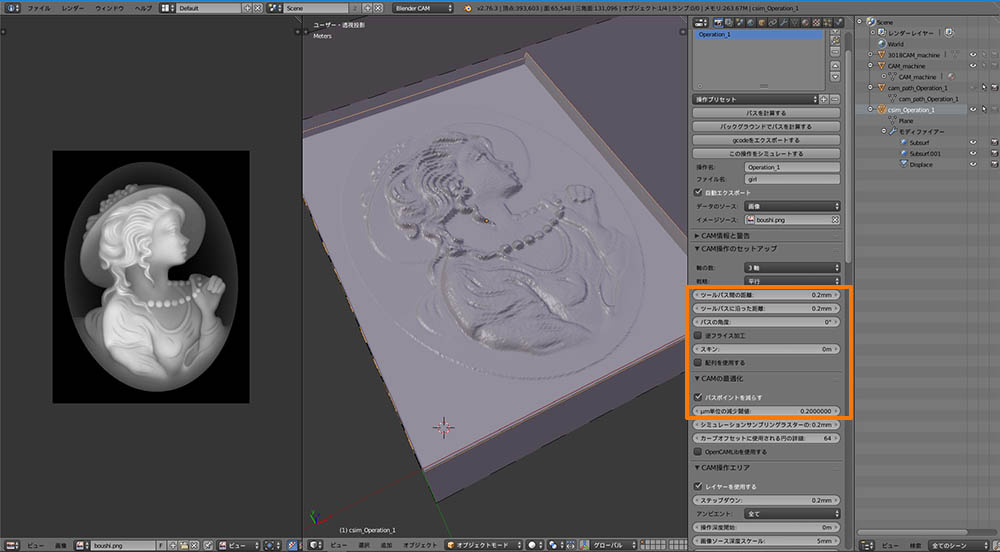
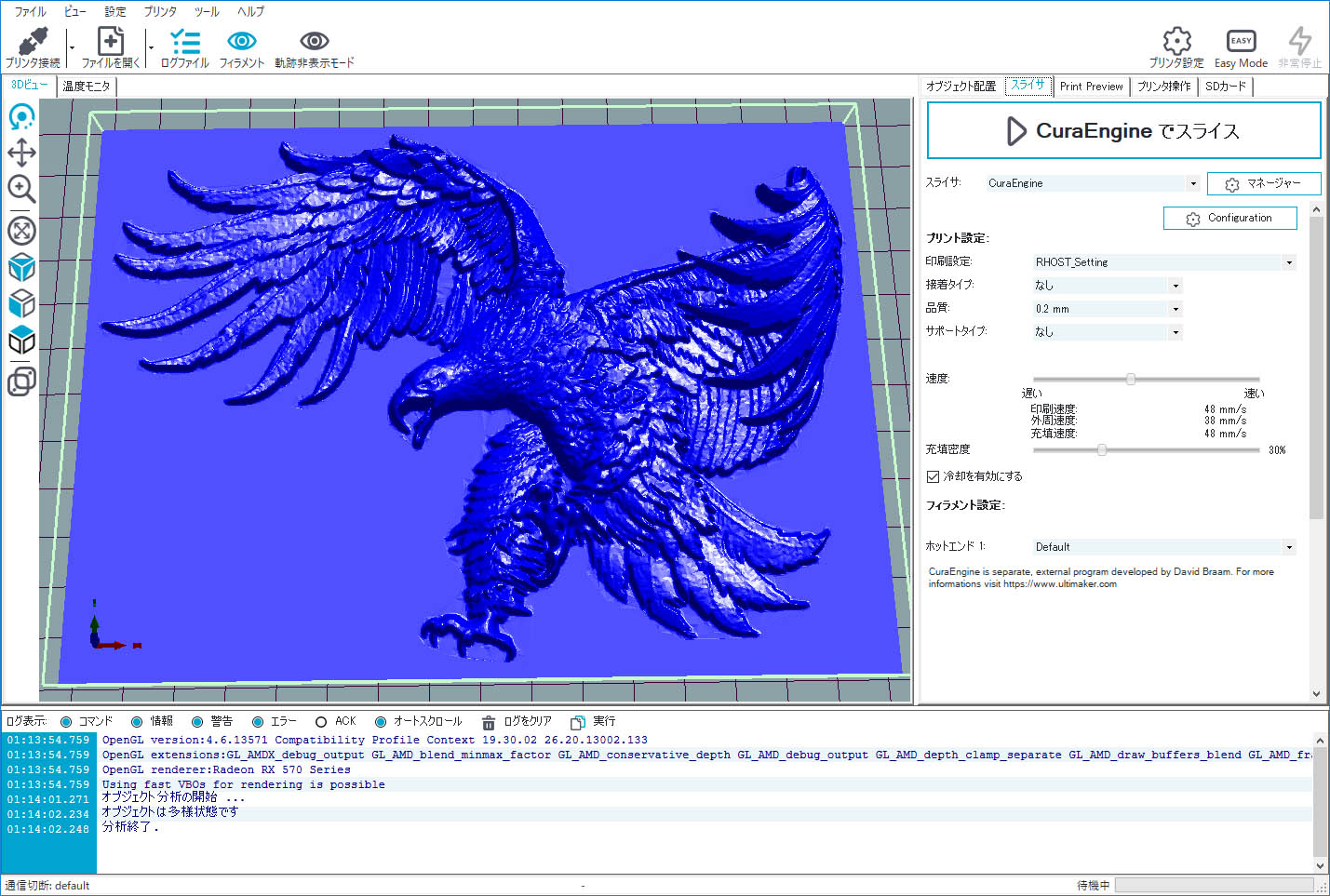
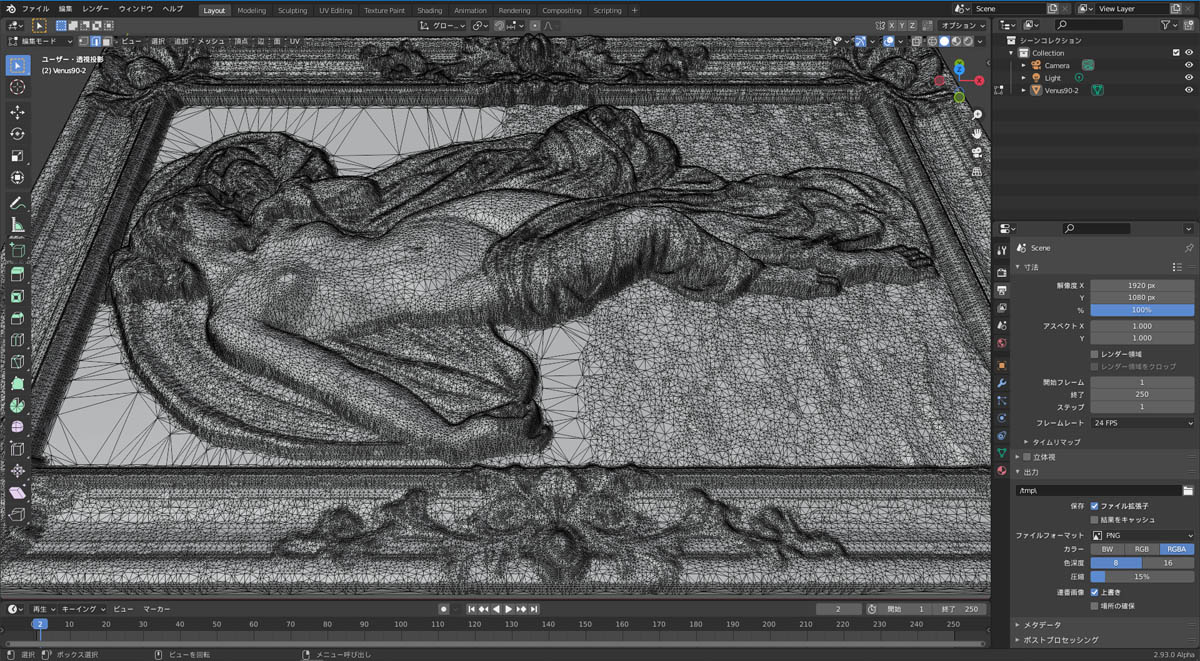
3Dƒvƒٹƒ“ƒ^پ[پFگد‘w0.2mmپ@ˆَچüژٹش4ژٹشژمپi1–‡پj
ٹٹ‚ç‚©‚بژdڈم‚ھ‚è‚ً“¾‚é‚ة‚حƒtƒBƒ‰ƒپƒ“ƒg‚جŒآگ«‚ة‚ ‚ي‚¹پA‰·“xپA‘—‚背پ[ƒgپA“fڈoƒŒپ[ƒgپAƒٹƒgƒ‰ƒNƒVƒ‡ƒ“‚ب‚ا‚ًŒµ–§‚ة’²گ®‚·‚é•K—v‚ھ‚ ‚éپB

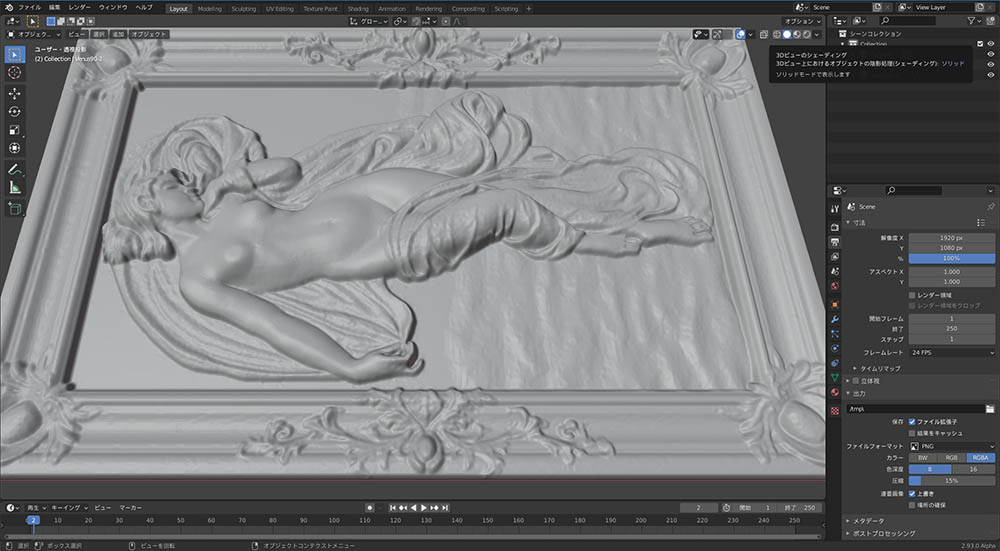
ژv‚¢‚جٹOٹٹ‚ç‚©‚بژdڈم‚ھ‚è‚ة‹ء‚¢‚½پI
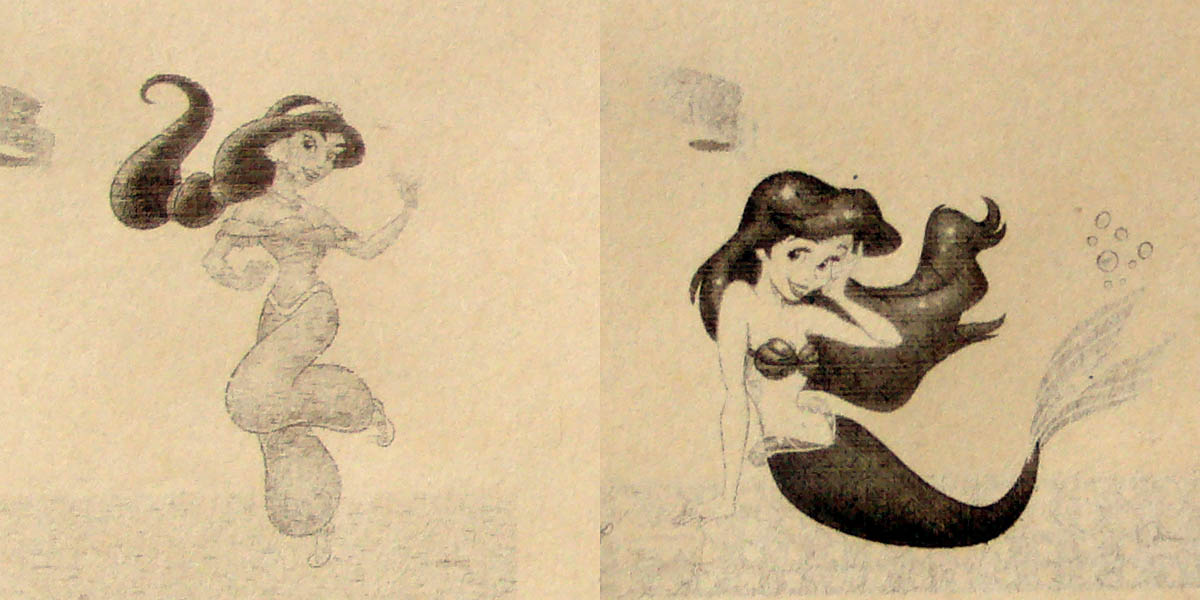
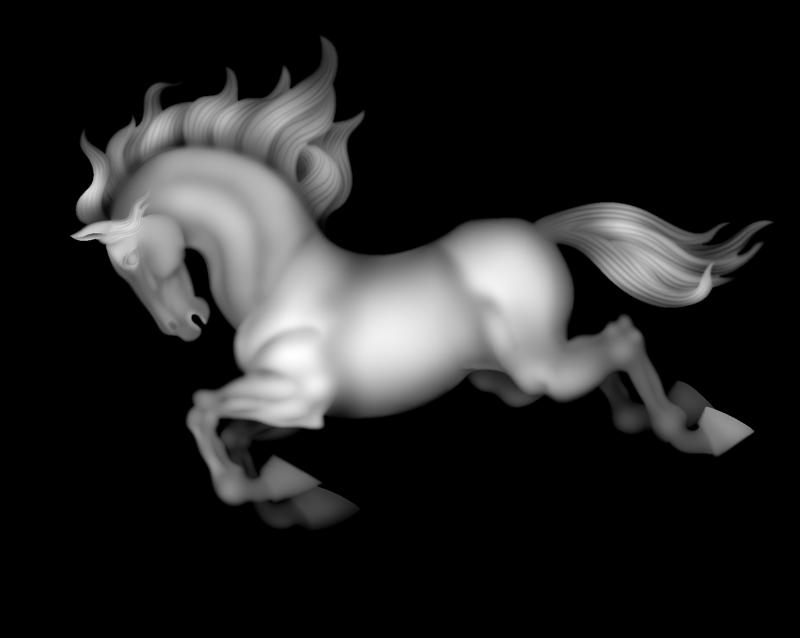
ژتگ^‚إ‚حƒUƒ‰‚آ‚¢‚ؤŒ©‚¦‚é‚ھپA“K“x‚ةŒُ‘ٍ‚à‚ ‚éپB
ƒTƒCƒYپF90پ~140پ@پiژتگ^‚حƒ‰ƒCƒ^پ[‚ئ‚ج”نٹrپj
ڈü‚è‚ة‚؟‚ه‚¤‚ا—ا‚¢ƒTƒCƒYپB

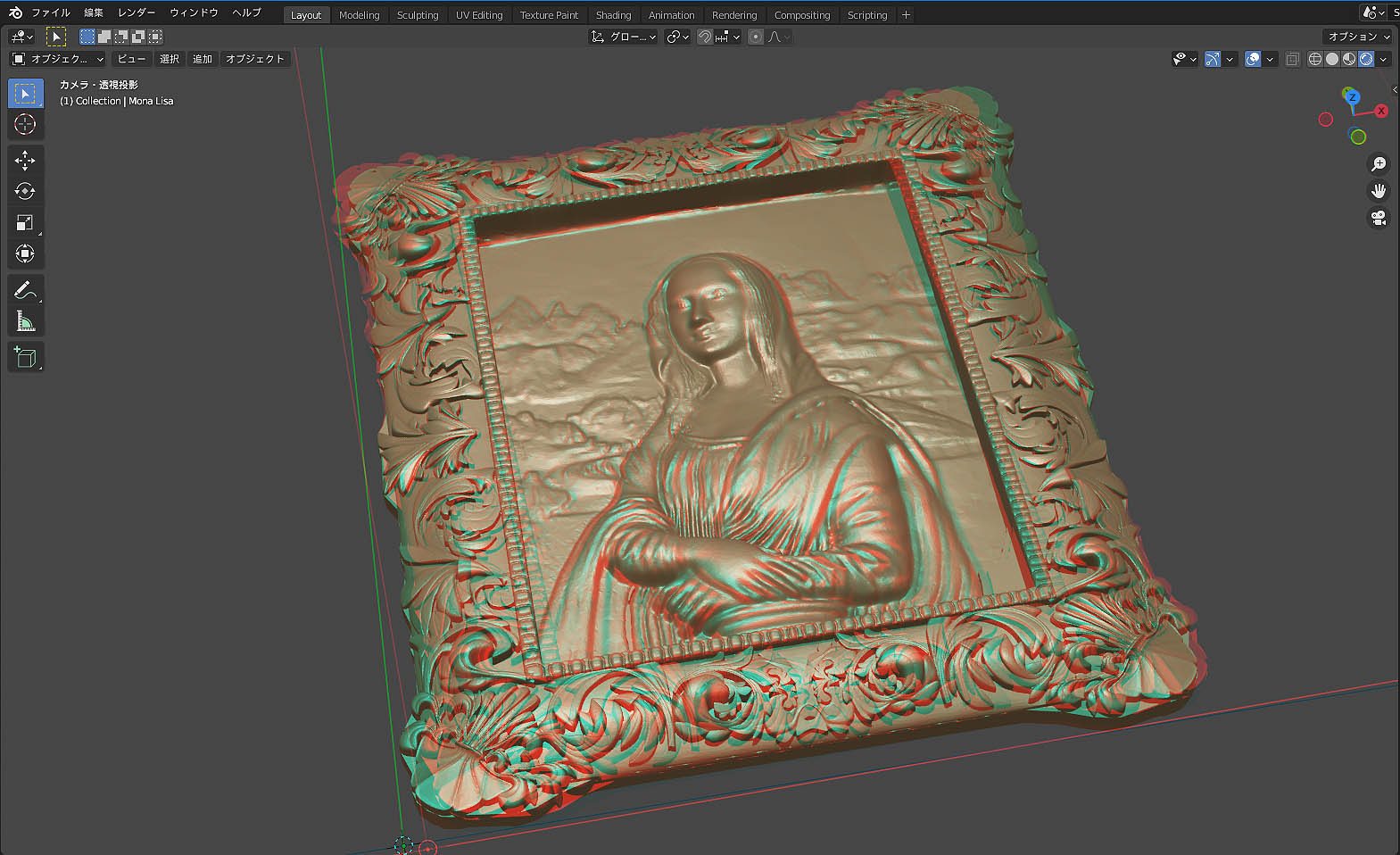
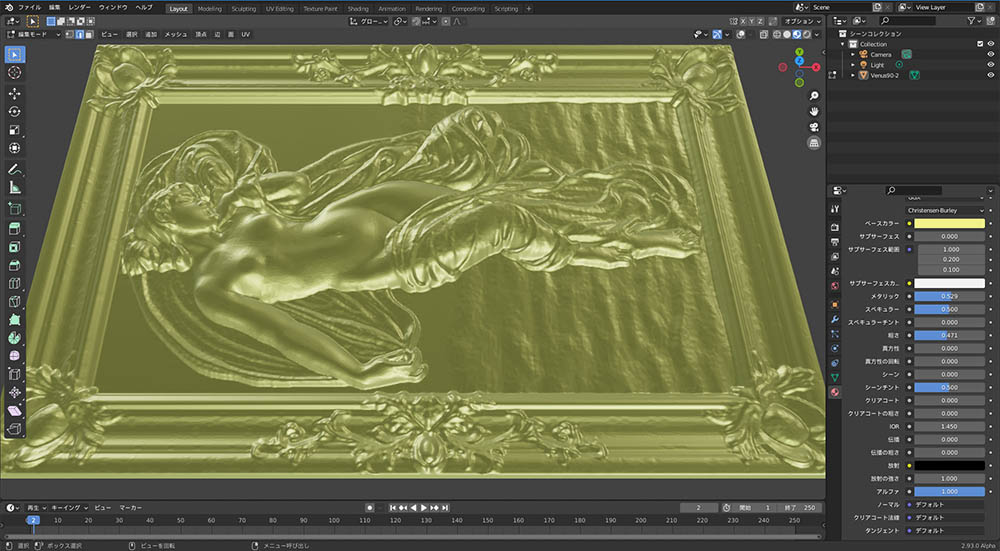
relief‚جپALithophane“I‚بŒّ‰ت
”w–ت‚©‚çژ©‘RŒُ‚ً“§‰ك‚³‚¹‚é‚ئ‚ب‚©‚ب‚©—ا‚¢ٹ´‚¶پB

ƒqƒmƒLچقپFƒTƒCƒY90پ~140
–ڈ–ع‚ئ”آ–ع‚ض‚جڈo—ح”نٹr

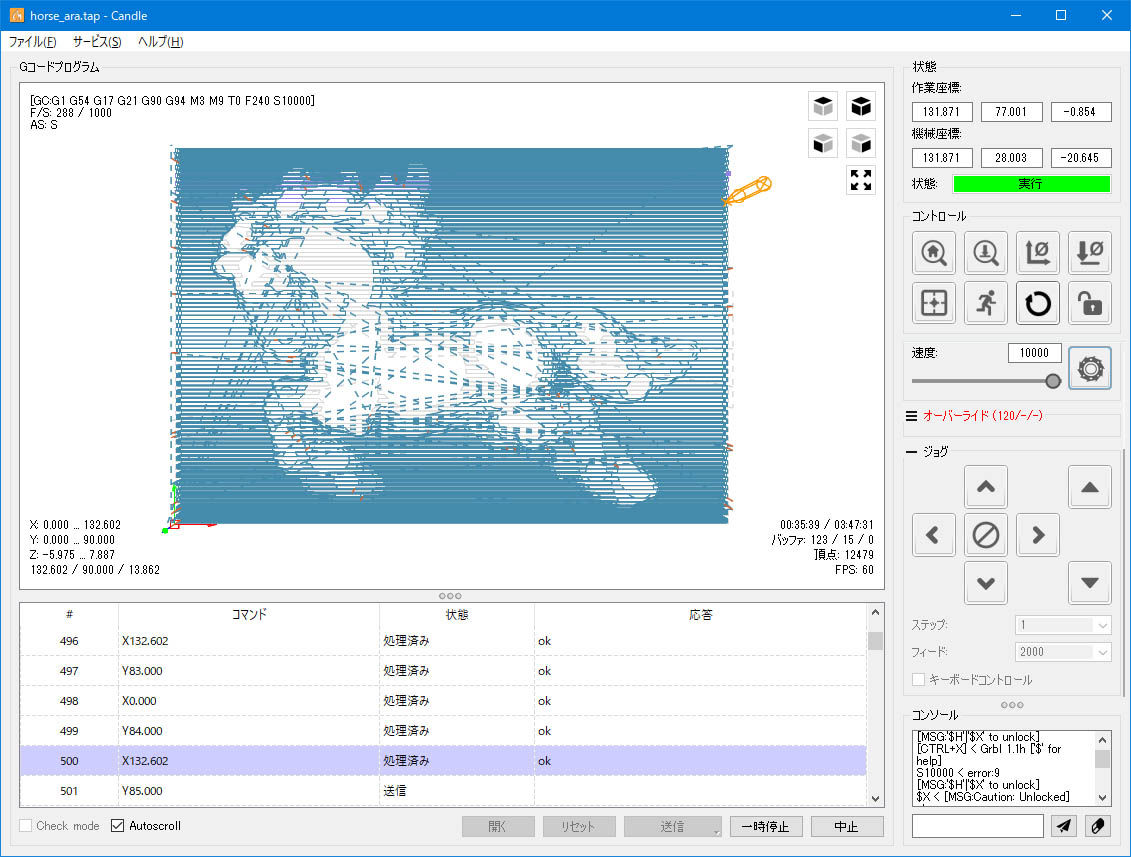
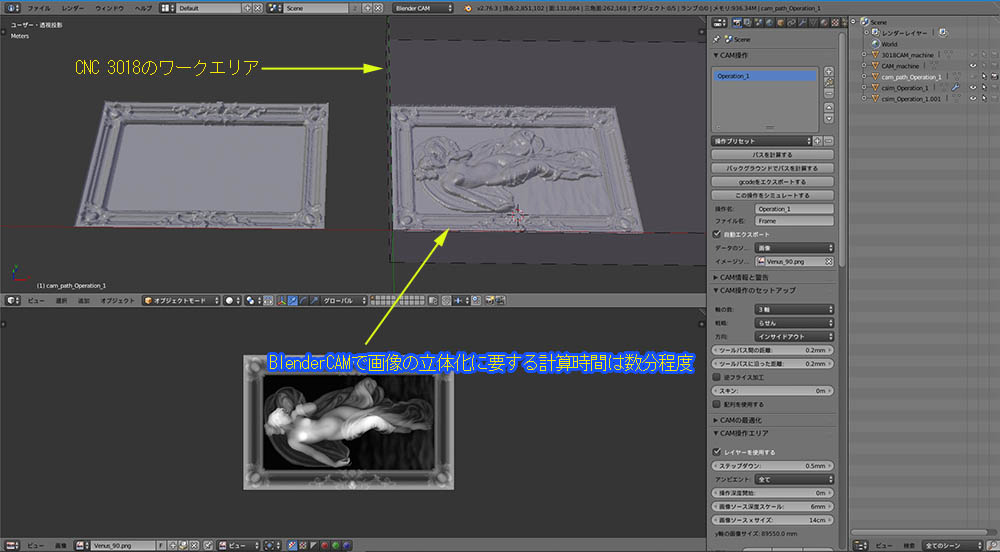
–ط‚ھڈّ‚µڈo‚·ژ©‘R‚جژ؟ٹ´‚ة‚ح‹y‚خ‚ب‚¢پiŒآگl“I‚بٹ´‘zپj‚à‚ج‚جپA’Zژٹش‚إƒNƒٹپ[ƒ“‚ةٹ®گ¬‚إ‚«‚é3Dƒvƒٹƒ“ƒ^پ[‚ج‘¶چفˆس‹`‚ح‘ه‚«‚¢پB
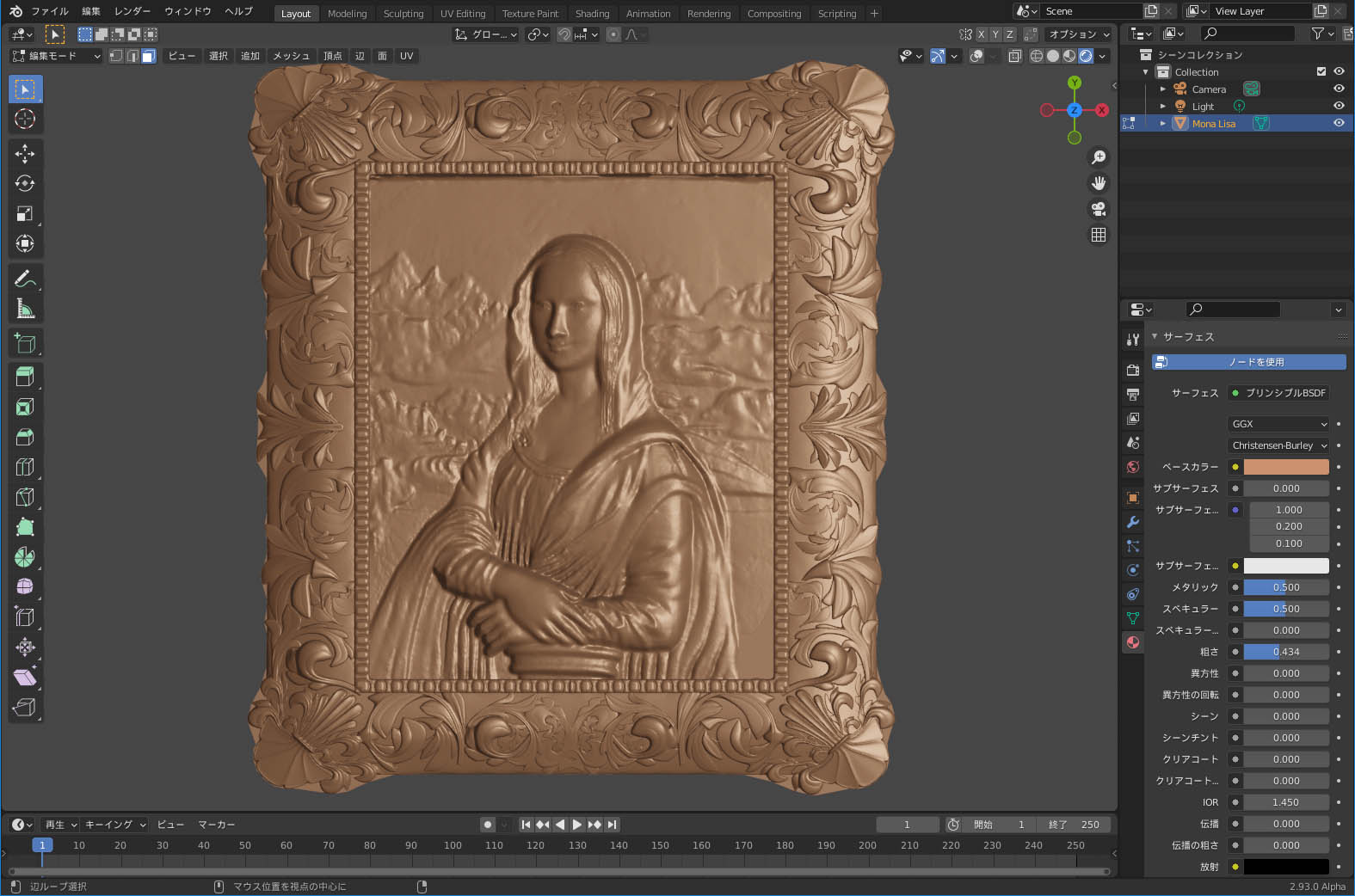
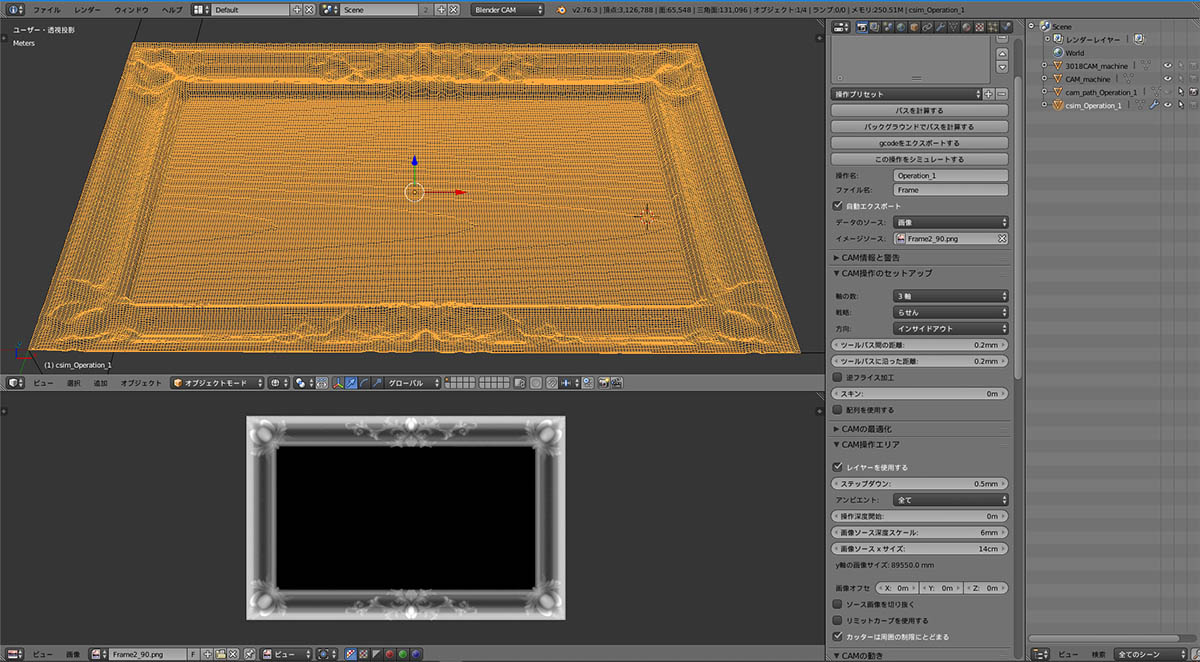
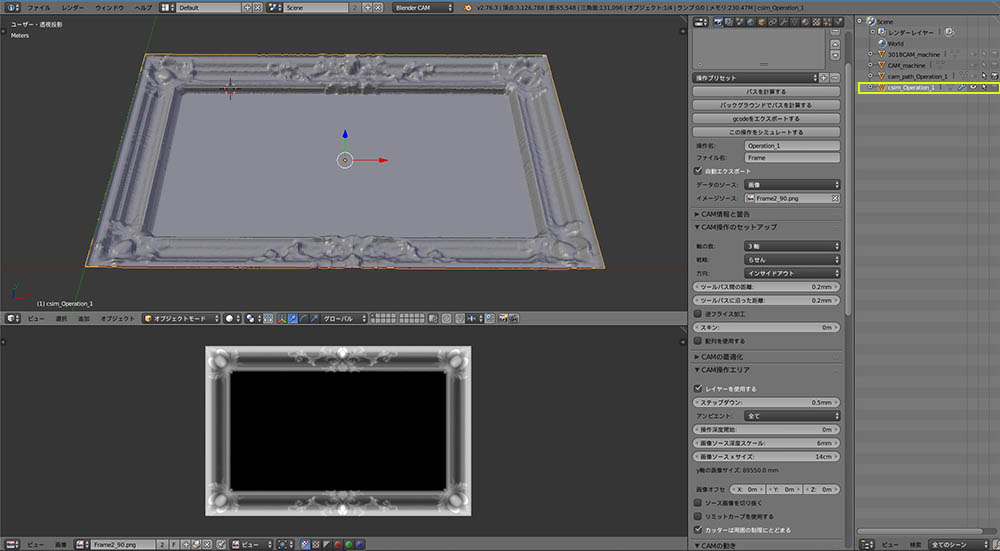
Blender‚جreliefƒ‚ƒfƒ‹ƒtƒ@ƒCƒ‹پACNC‚ئپA3Dƒvƒٹƒ“ƒ^پ[—p‚جSTLƒtƒ@ƒCƒ‹‚ج‚¢‚¸‚ê‚à“Y•tپB
‹@چق‚ًڈٹ—L‚µ‚ؤ‚¢‚é‚©‚½‚حپAگ¥”ٌپAچD‚ف‚جƒTƒCƒY‚إڈo—ح‚µ‚ؤٹy‚µ‚ٌ‚إ‚ظ‚µ‚¢پB
“Y•t‚µ‚½Blenderƒtƒ@ƒCƒ‹
 “Y•tƒtƒ@ƒCƒ‹
|