|
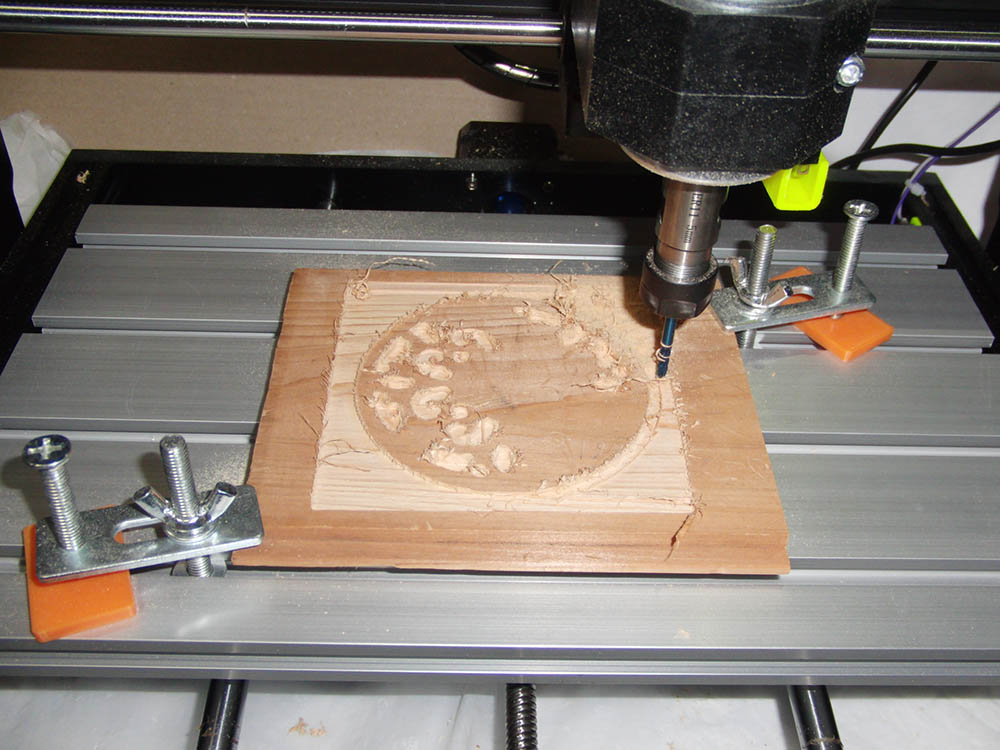
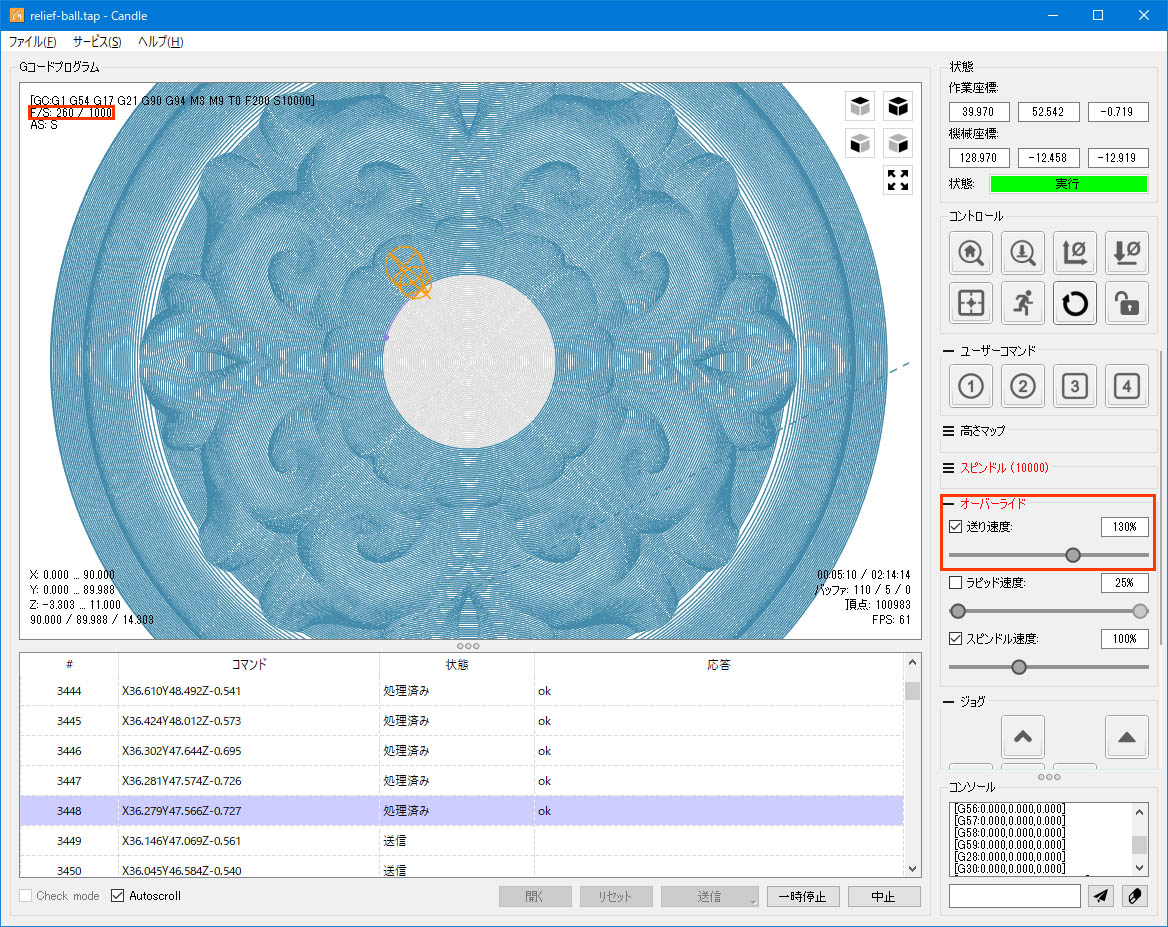
Candle1.1.7‚ًژg‚ء‚ؤپA3018Pro‚إƒŒپ[ƒUپ[’¤چڈ‚ً‚·‚éڈêچ‡‚جƒپƒ‚پB
Œآگl“I‚بƒپƒ‚‚ب‚ج‚إپAٹشˆل‚ء‚ؤ‚¢‚½ڈêچ‡‚ح—\چگ‚ب‚’ùگ³پB
پyچى‹ئ‘O‚ج’چˆس“_پz
1.. ƒ~ƒ‹‚àƒŒپ[ƒUپ[‚à“¯‚¶M3ƒRپ[ƒh‚ًژg—p‚·‚邽‚كپAچى‹ئ‘O‚ةƒ‚پ[ƒ^پ[’[ژq‚ًژو‚èٹO‚·پB
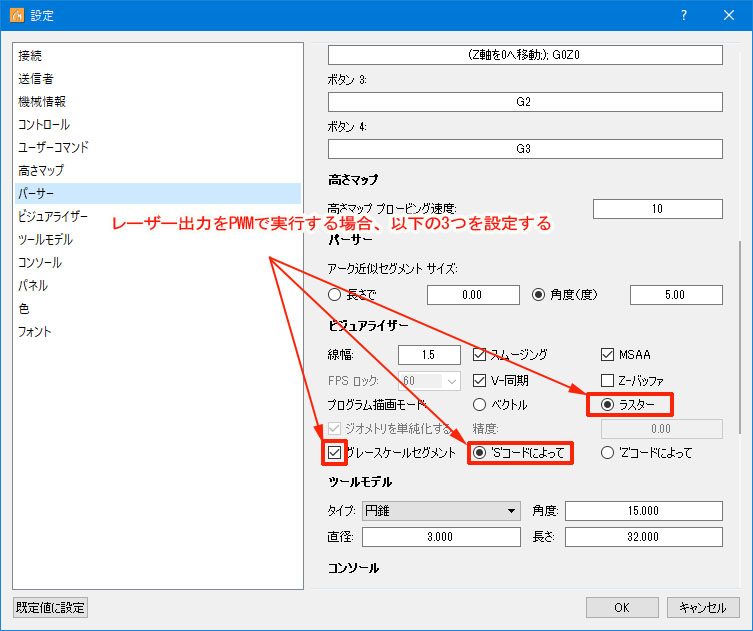
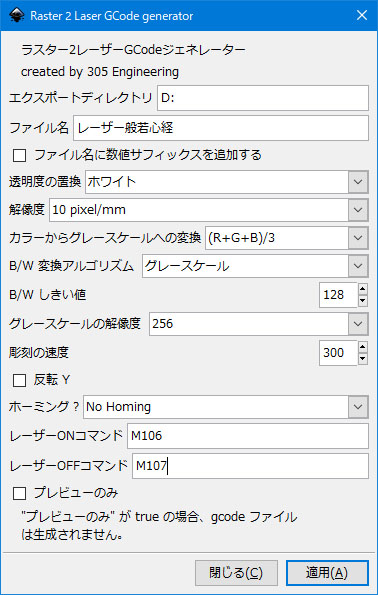
2..گشگF‚جPWM’[ژq‚ةƒŒپ[ƒUپ[‚ًگع‘±
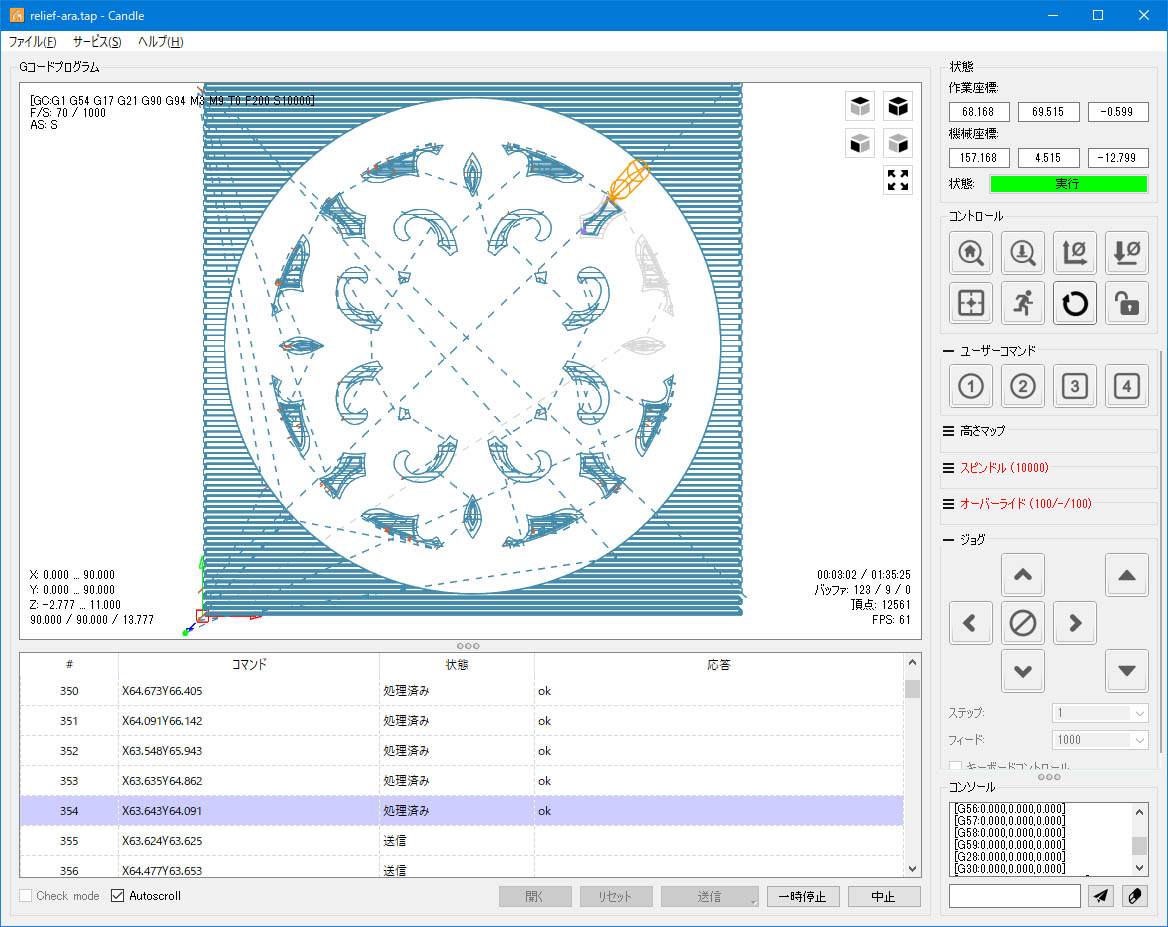
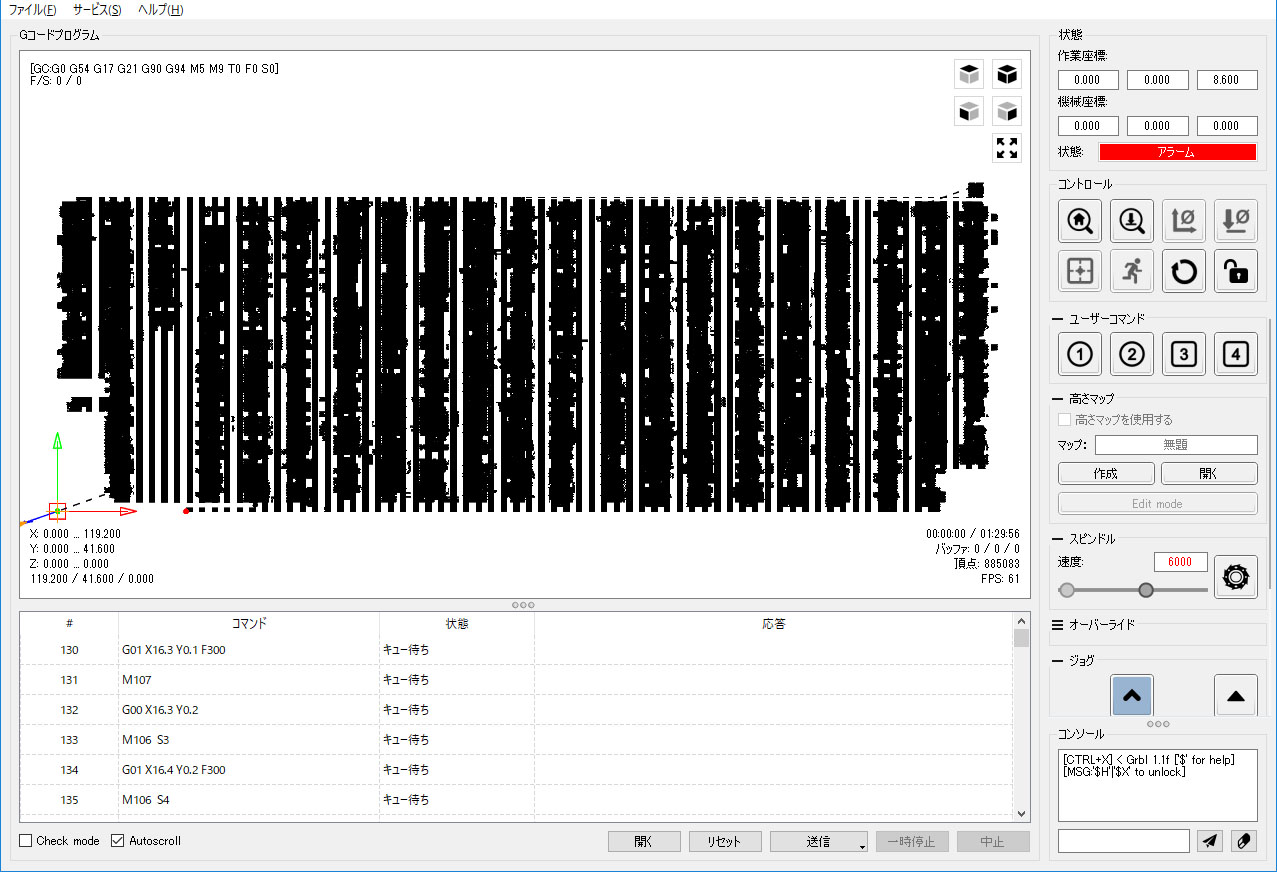
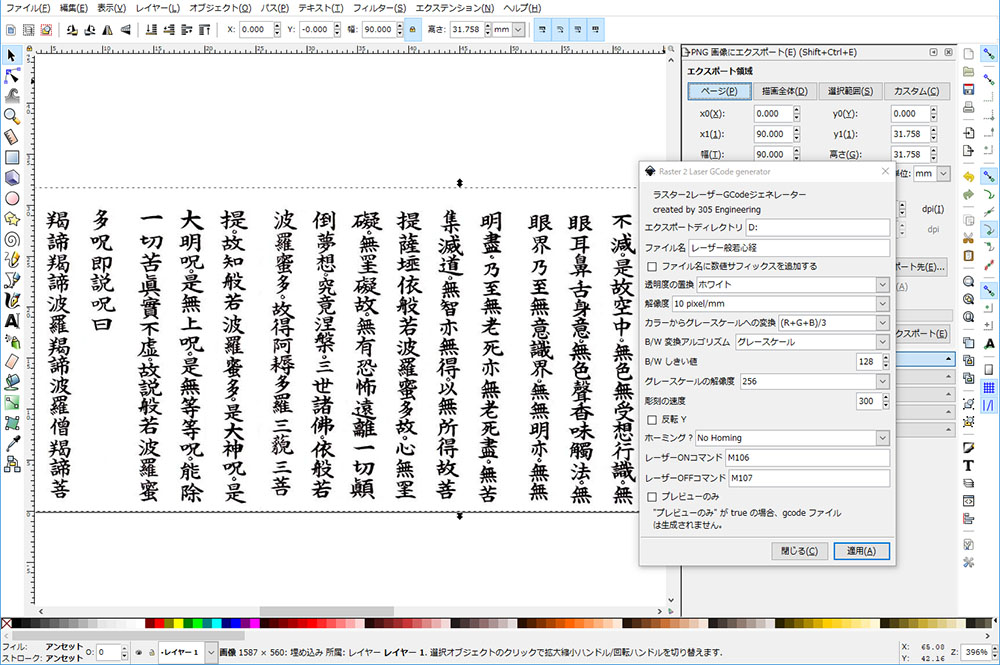
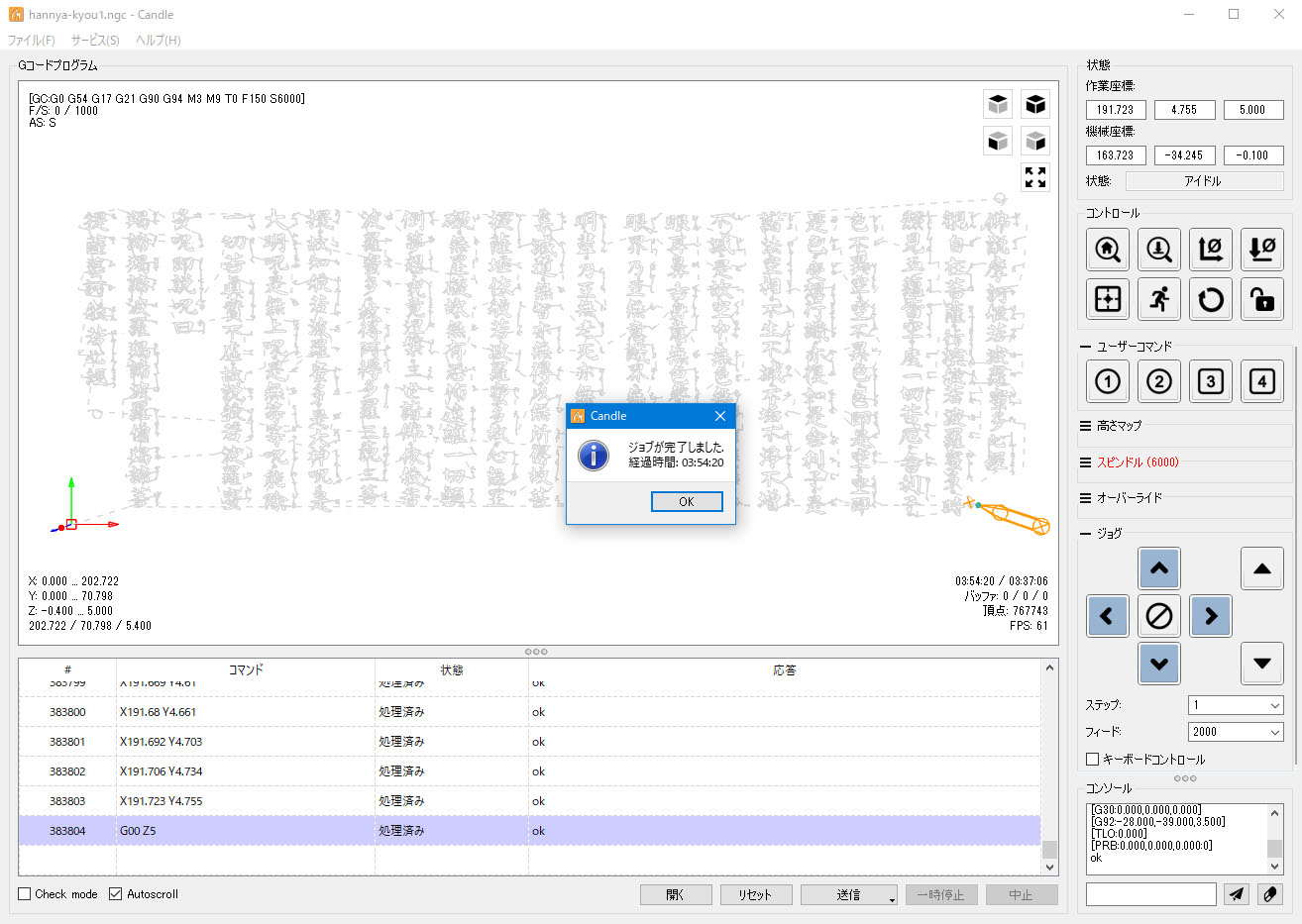
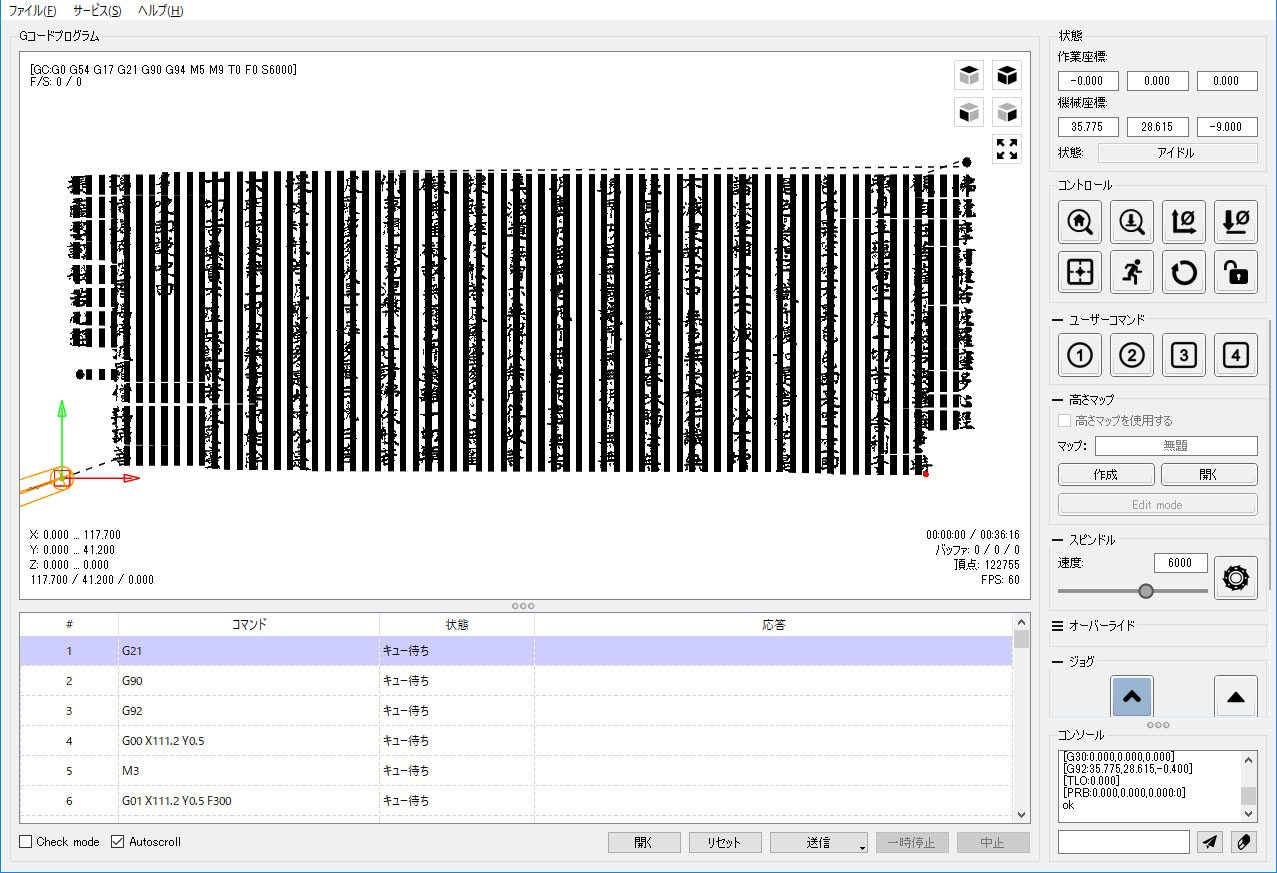
3..ƒŒپ[ƒUپ[—p‚جپA‚¢‚‚آ‚©‚جƒ\ƒtƒg‚إG21‚ھ”²‚¯‚邽‚كپACandle1.1.7‚ةƒfپ[ƒ^‚ًژو‚èچ‚ٌ‚¾چغپA•\ژ¦‚³‚ê‚ب‚¢ڈêچ‡‚ھ‚ ‚é
پiƒfپ[ƒ^‚ھ25.4”{‚ةٹg‘ه‚³‚êپA•\ژ¦—جˆوٹO‚ة”ٍ‚رڈo‚µ‚ؤ‚¢‚éپj
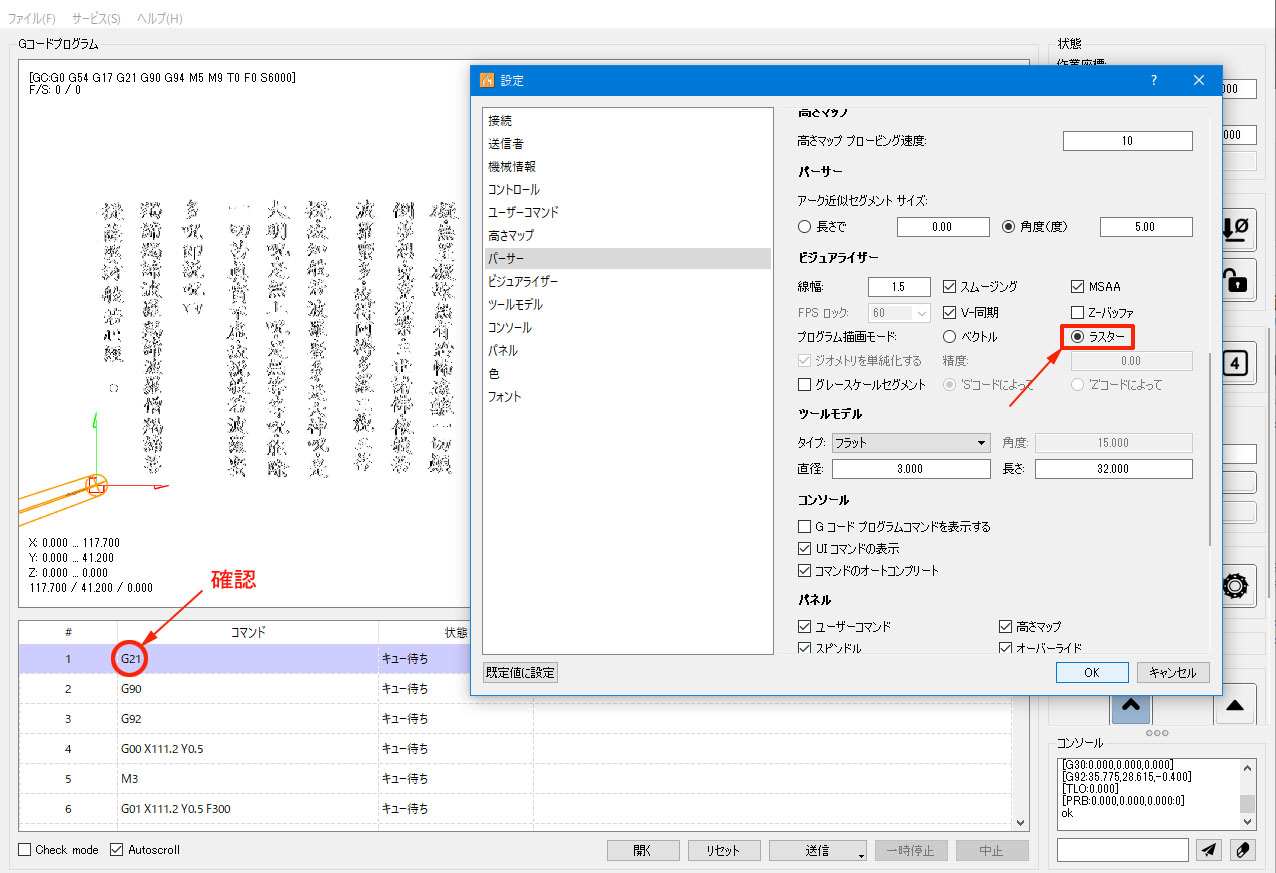
پ¦گو“ھچs‚ةG21‚جƒRپ[ƒh‚ھ•t‚¢‚ؤ‚ب‚¢‚ب‚¢ڈêچ‡‚حƒCƒ“ƒ`ƒ‚پ[ƒh‚ة‚ب‚ء‚ؤ‚¢‚é‰آ”\گ«‚ھچ‚‚¢‚ج‚إپAG21‚ً’ا‰ء‚µپAƒ~ƒٹƒ‚پ[ƒh‚ةگف’è‚·‚é
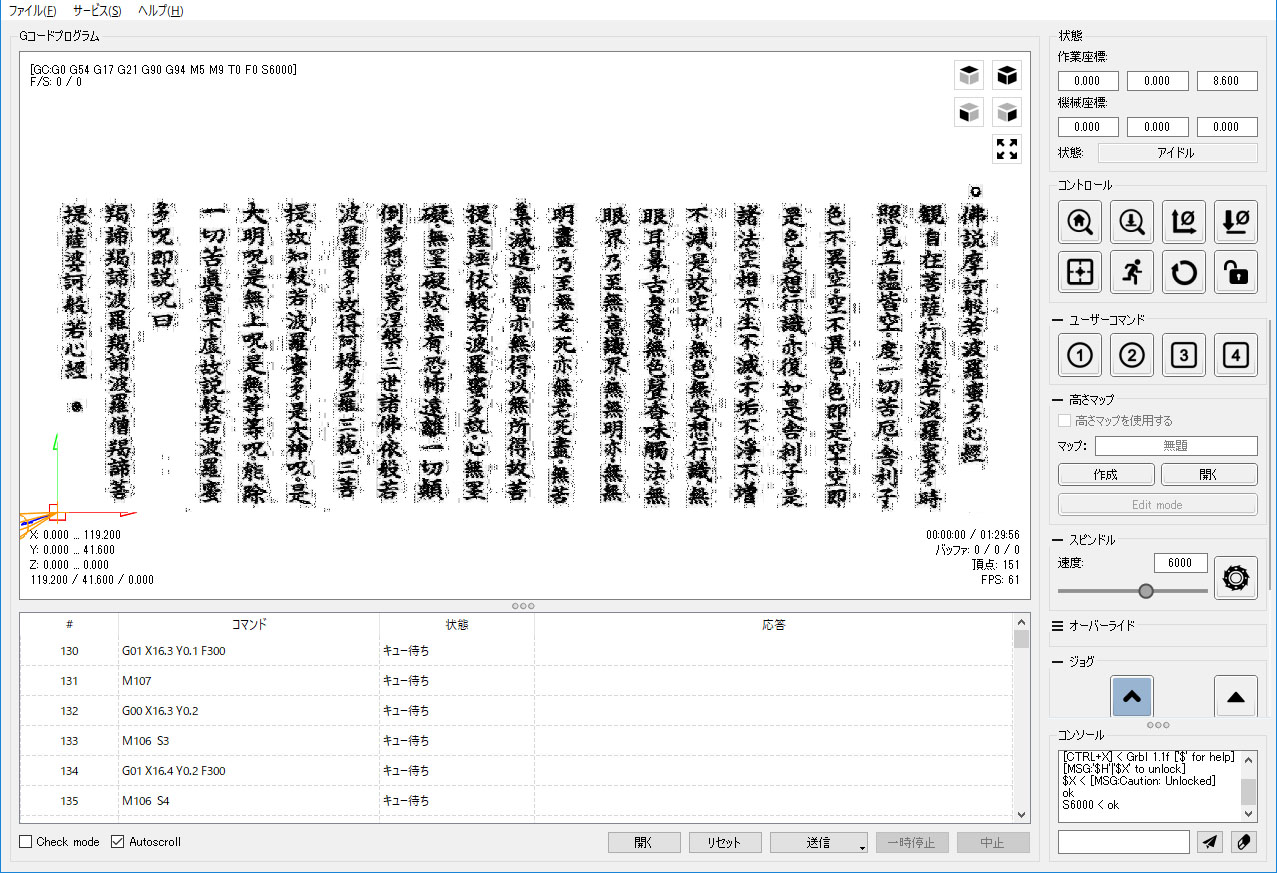
پiƒfپ[ƒ^‚ھگ³‚µ‚¢ڈêچ‡پAڈم‹L‚ًگف’è‚ًژ{‚µ‚½ژ“_‚إƒfپ[ƒ^‚ھ•\ژ¦‚³‚ê‚éپj
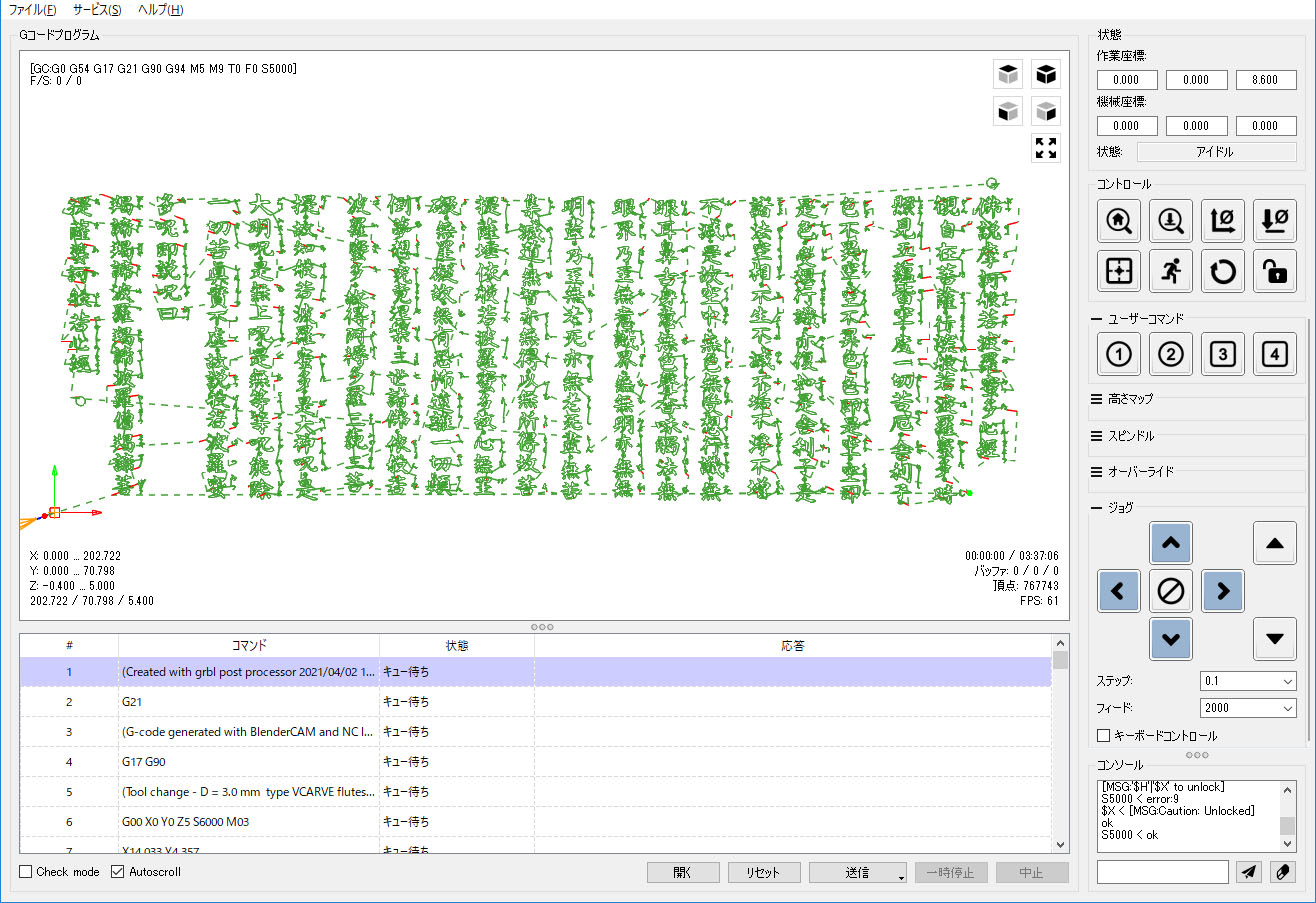
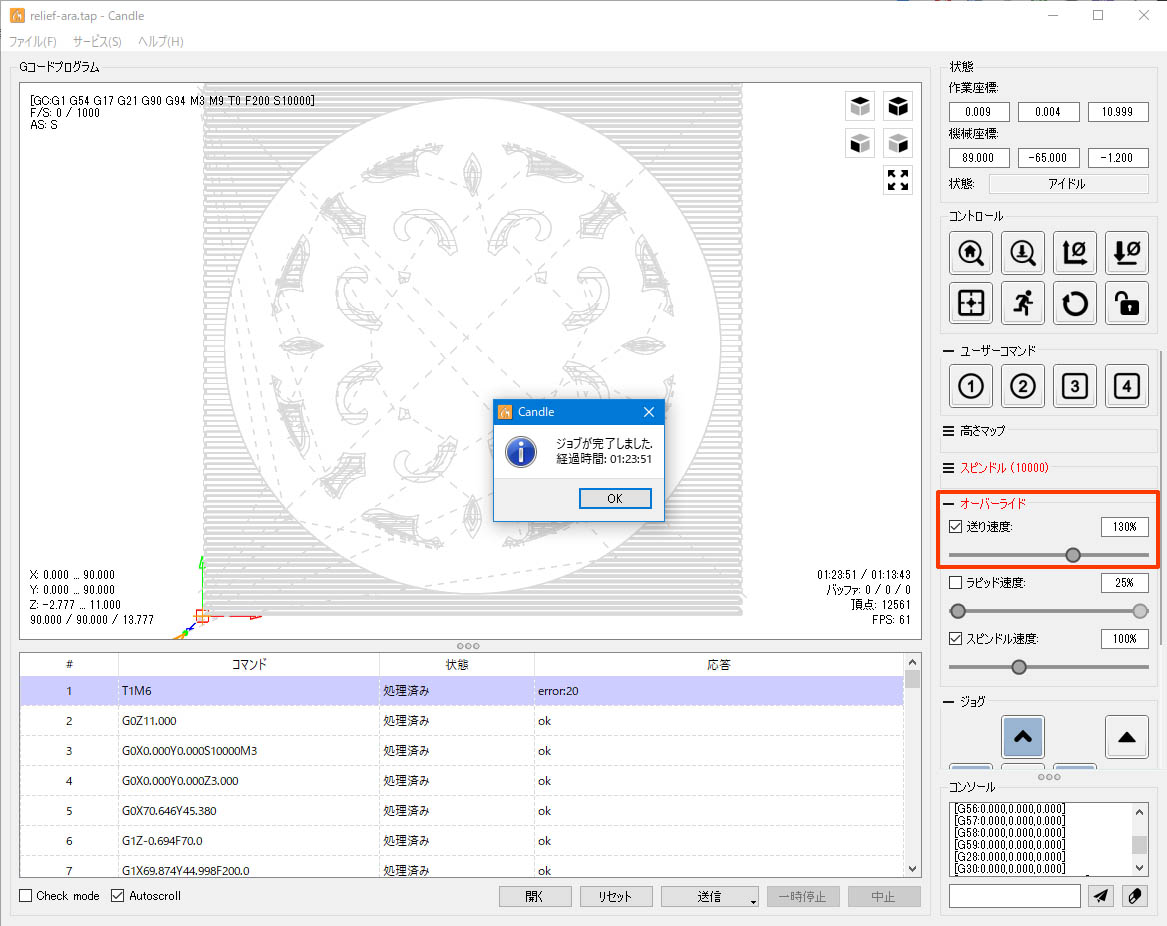
ƒŒپ[ƒUپ[ƒfپ[ƒ^‚ًژو‚èچ‚ٌ‚¾’¼Œم‚ج•\ژ¦
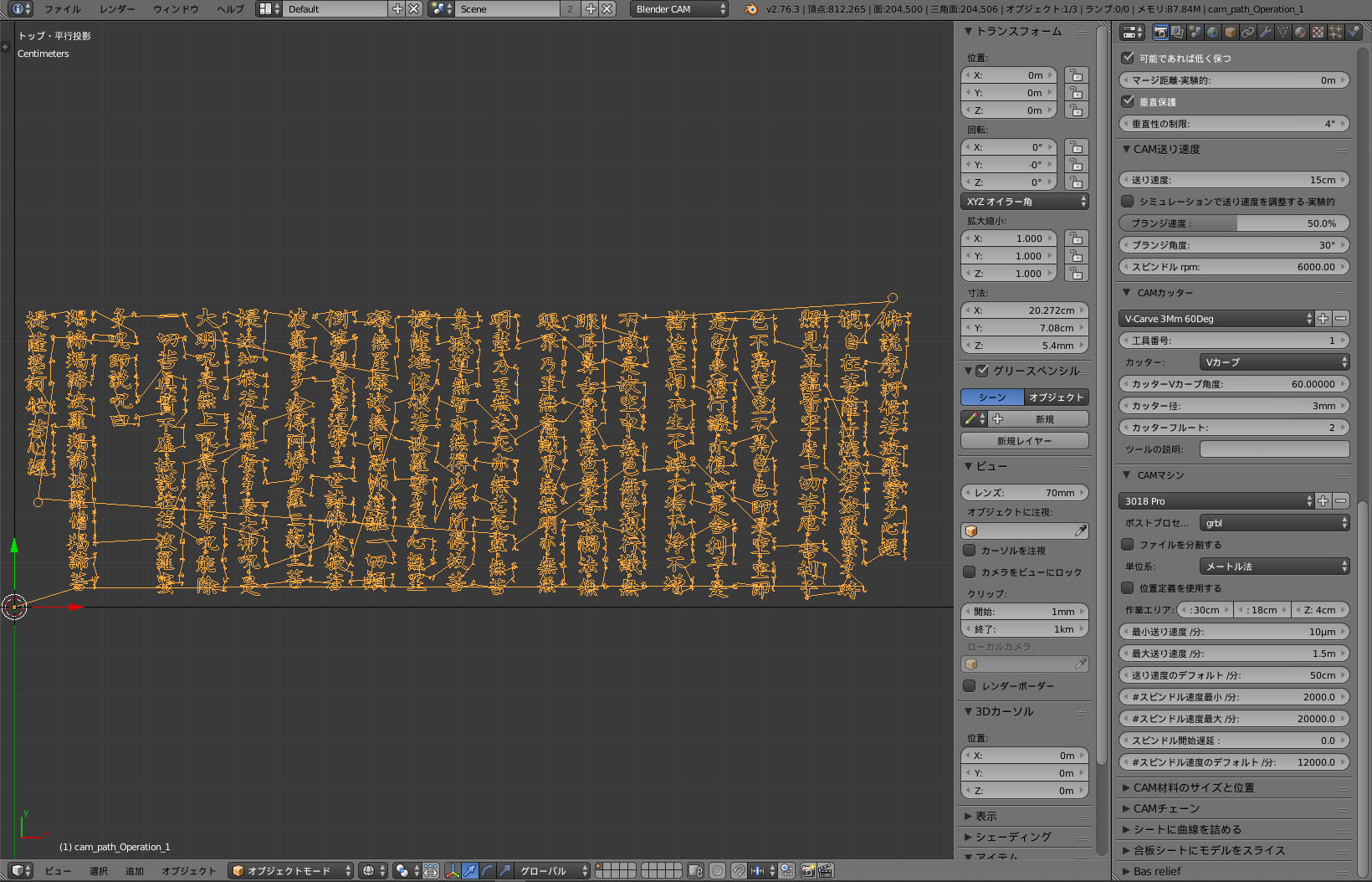
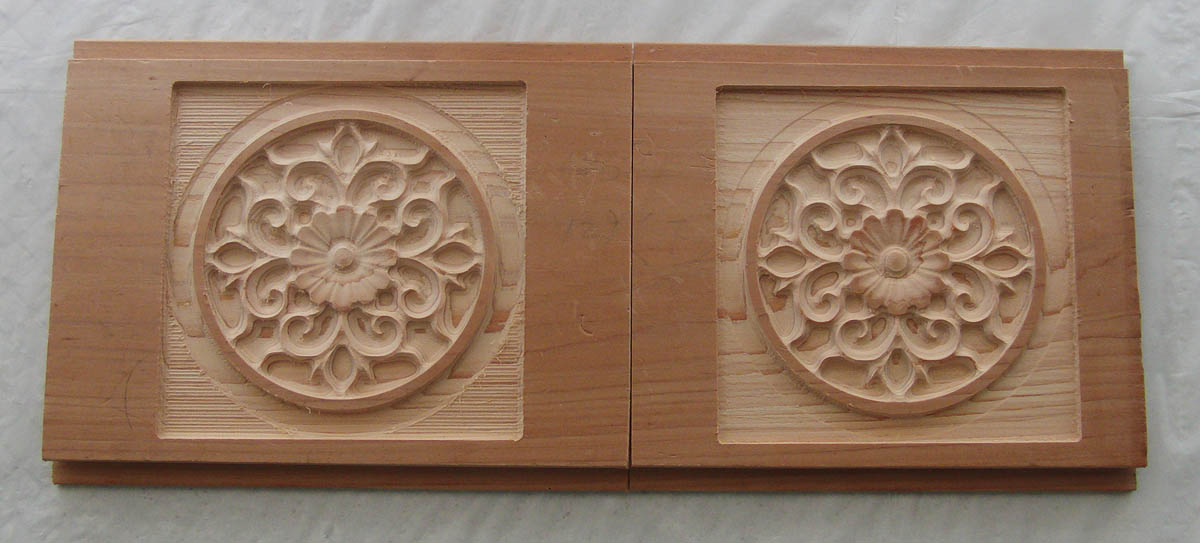
چ،‰ٌ‚جƒfپ[ƒ^چىگ¬‚حInkscape‚ًژg—pپB
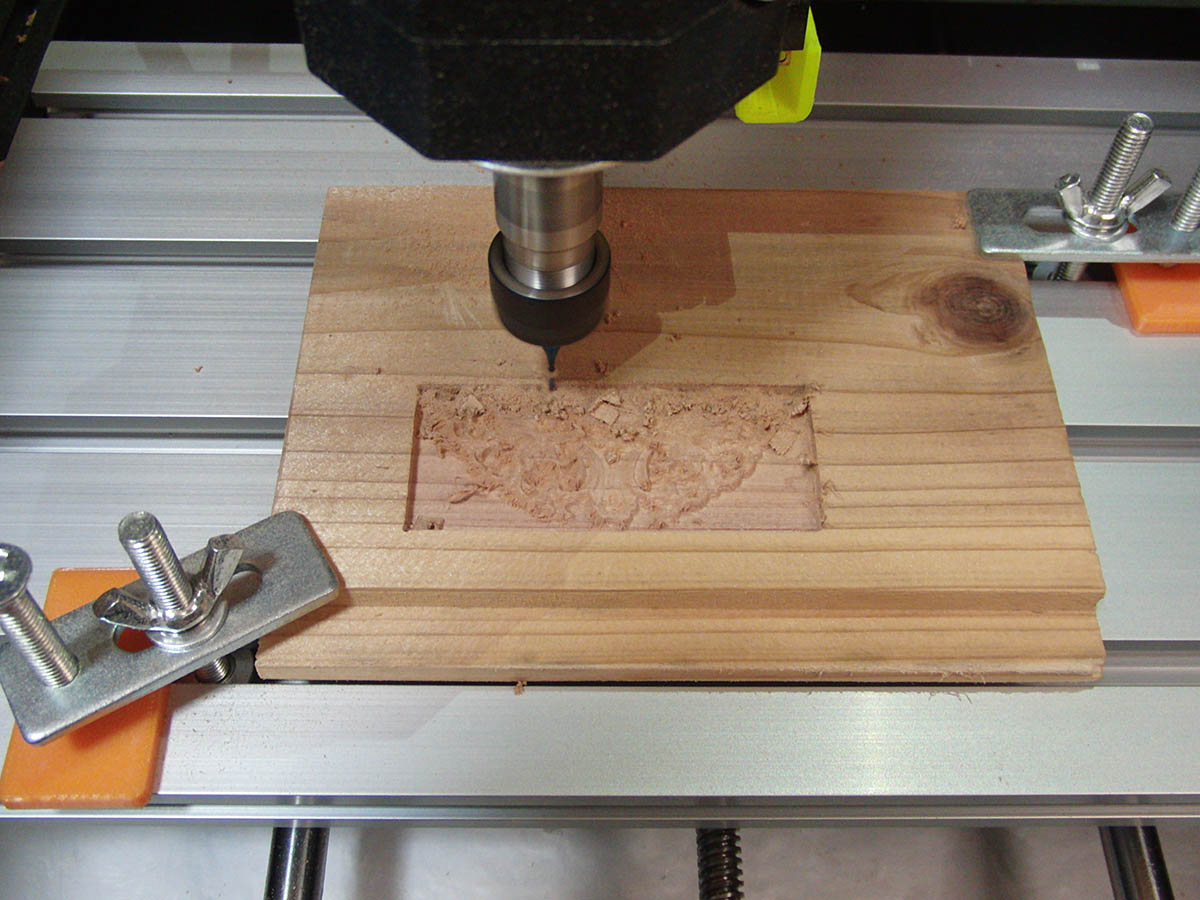
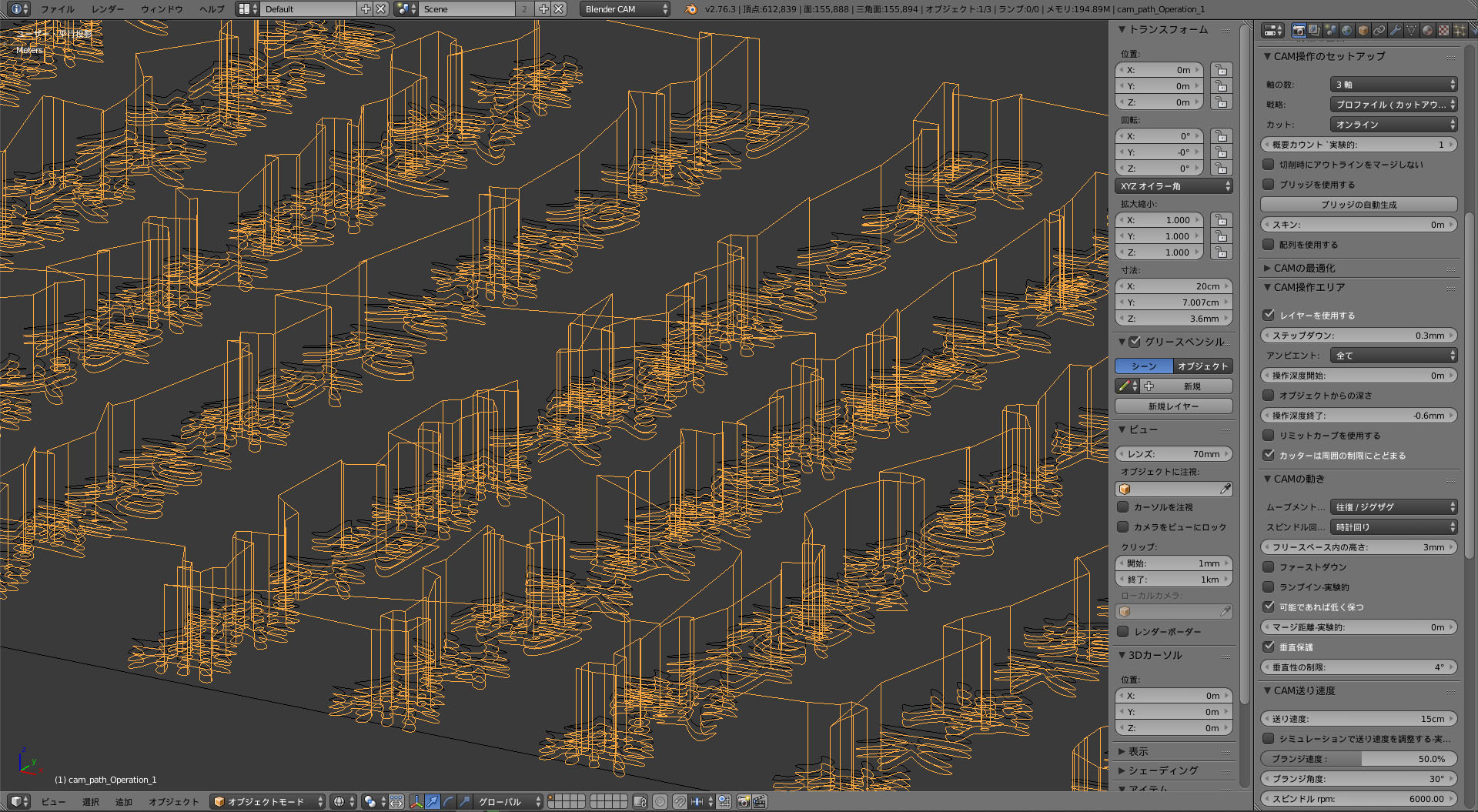
‘–چ¸گü‚ئƒfپ[ƒ^‚ھ”ي‚ء‚ؤ‚µ‚ـ‚¢پAƒ‚ƒAƒŒ–ح—l‚ئ‚ب‚è‚ئ‚ؤ‚àŒ©“ï‚¢پB
‰½‚ًڈؤ‚«‚½‚¢‚ج‚©•s–¾پI
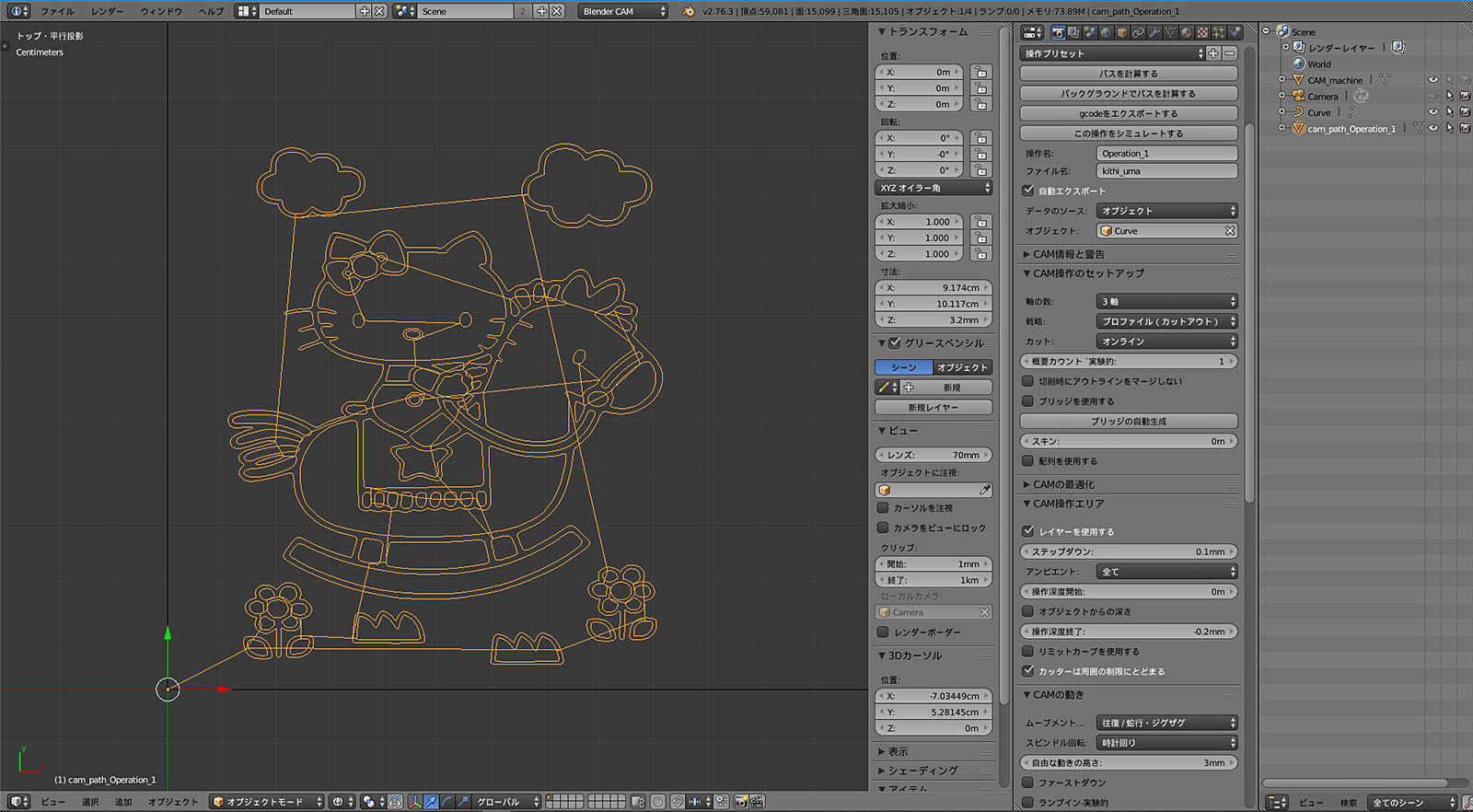
ƒfپ[ƒ^‚ھŒ©“ï‚¢ڈêچ‡‚حپAپuƒTپ[ƒrƒXƒپƒjƒ…پ[پv‚ًٹJ‚¢‚ؤپA‰و‘œ‚جƒ–ڈٹ‚ًگف’è‚·‚éپB
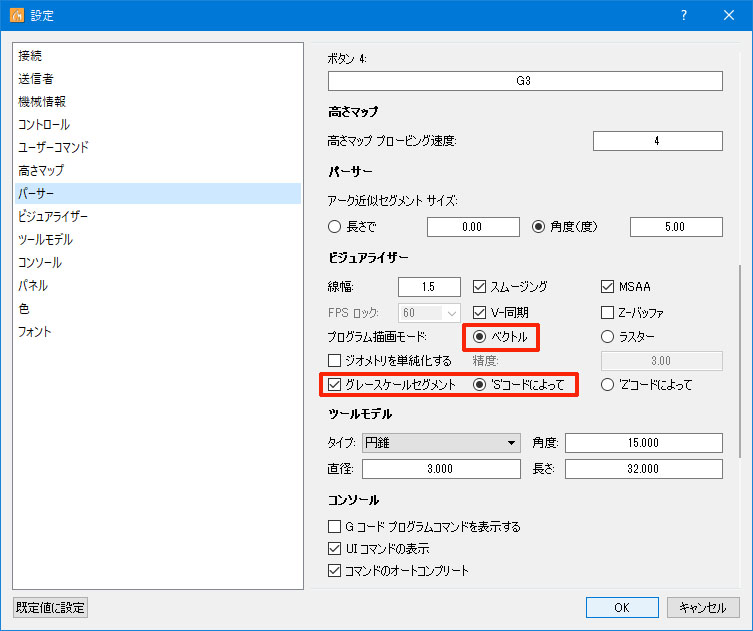
ƒ‰ƒXƒ^پ[ƒ‚پ[ƒh‚ةگط‚è‘ض‚¦‚é‚ئپAƒfپ[ƒ^•\ژ¦‚ح”–‚‚ب‚é‚ھپA–ع‚ض‚ج•‰’S‚حŒy‚‚ب‚éپB
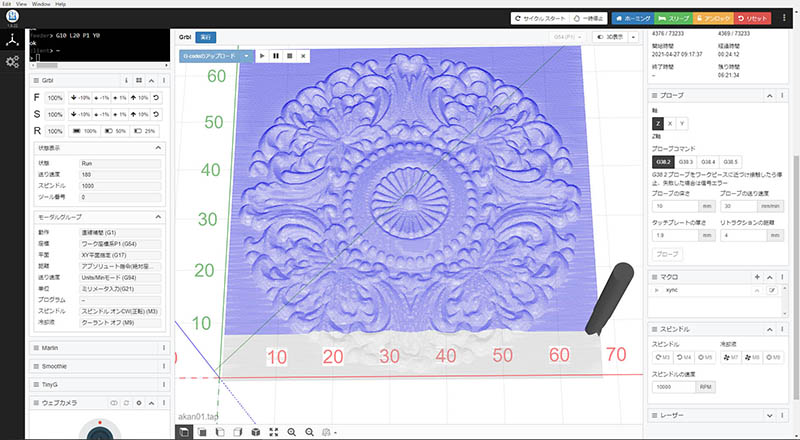
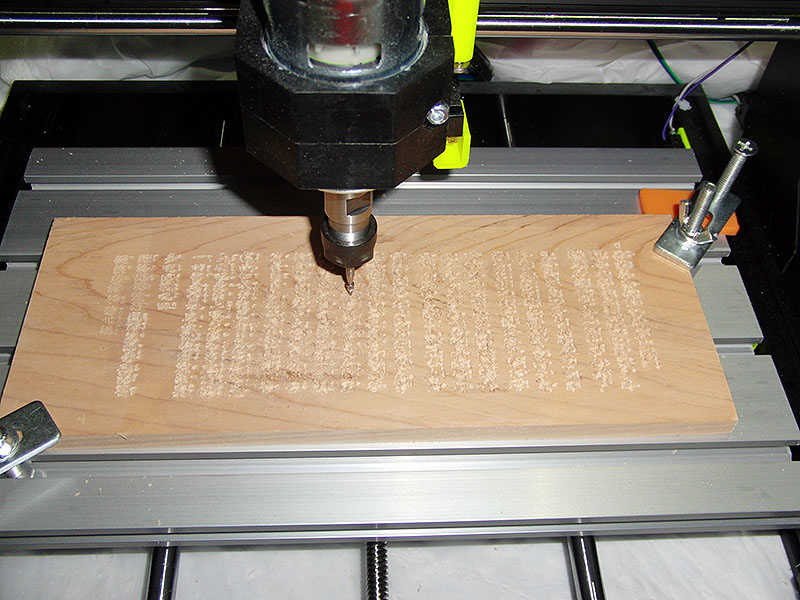
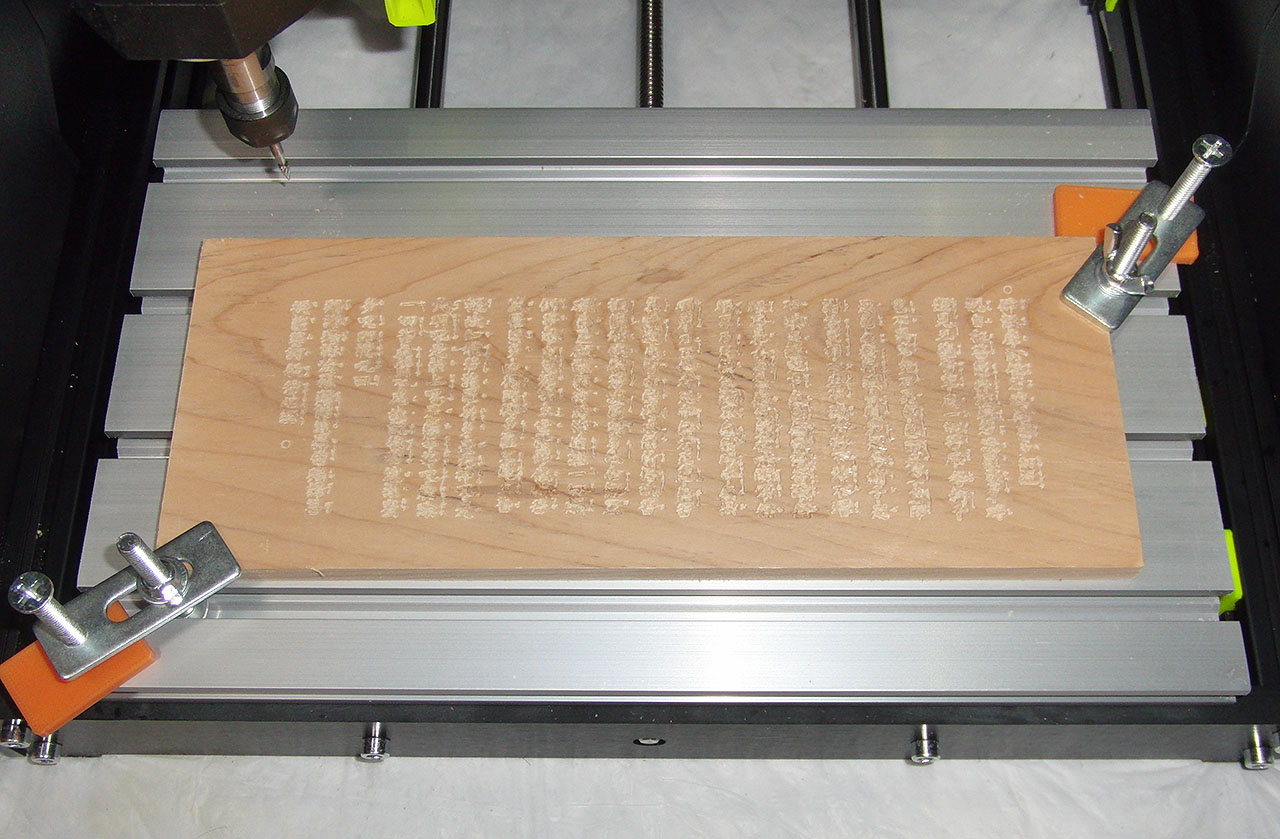
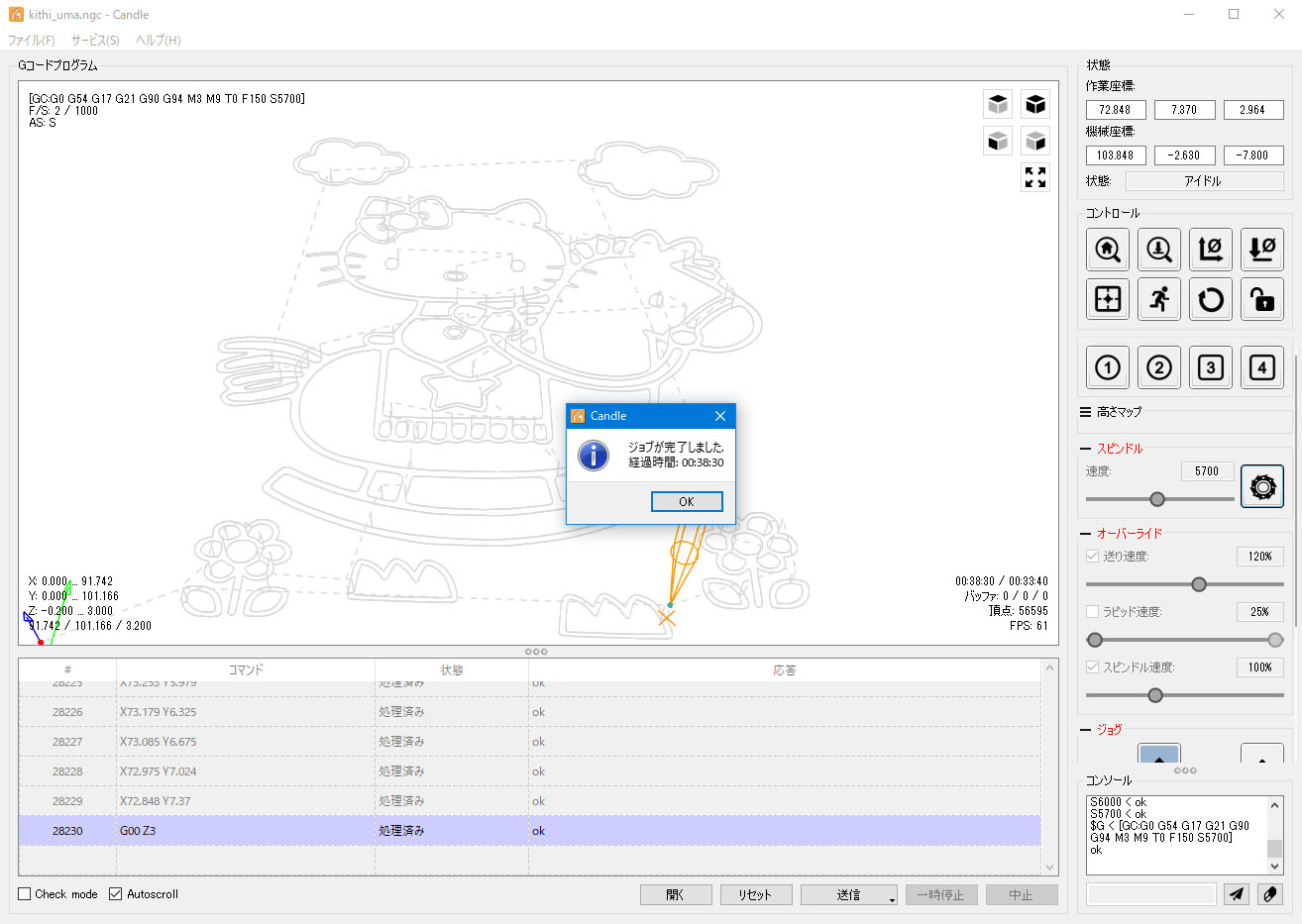
Inkscape‚إچىگ¬‚µ‚½ƒŒپ[ƒUپ[ƒfپ[ƒ^‚جگU‚é•‘‚¢پB
“¯‚¶ƒŒپ[ƒUپ[ƒfپ[ƒ^‚إ‚àپAƒOƒŒپ[ƒXƒPپ[ƒ‹پiPWMپj‚ئ”’چ•پiB/Wپjƒfپ[ƒ^‚إ‚ح‚ـ‚é‚إگU‚é•‘‚¢‚ھˆظ‚ب‚éپBپ@‰؛‚حB/Wƒfپ[ƒ^پB
PWM’[ژq‚ج–³‚¢ƒ{پ[ƒh‚جڈêچ‡پAƒ‚پ[ƒ^پ[‚جڈo—ح‚ًTTLڈˆ—‚µ‚ؤ—ک—p‚·‚é‚ج‚à‚ ‚è‚©‚à‚µ‚ê‚ب‚¢پBپi“d—ح‚ةڈ\•ھ‚بƒpƒڈپ[‚ھ‚ ‚é‚ج‚إپA‚¢‚¸‚ê‚â‚ء‚ؤ‚ف‚½‚¢پj
ƒXƒsƒ“ƒhƒ‹‚ج‰ٌ“]‚ھƒŒپ[ƒUپ[ڈئژث‚ة‘خ‰
|




 “Y•tƒtƒ@ƒCƒ‹
“Y•tƒtƒ@ƒCƒ‹