|
–د‘z‚©‚çٹo‚ك‚½‚ج‚إƒvƒ‰ƒOƒCƒ“ŒِٹJپB
zipƒtƒ@ƒCƒ‹‚ً‰ً“€‚µ‚½‚çپAƒCƒ“ƒXƒgپ[ƒ‹گو‚جپuextensionsپvƒtƒHƒ‹ƒ_‚ة7‚آ‚جƒtƒ@ƒCƒ‹‚ً‚·‚ׂؤ“ٹ‚°چ‚ٌ‚إ‚‚¾‚³‚¢پB
—لپF
’تڈي‚جƒCƒ“ƒXƒgپ[ƒ‹گو‚ح‰؛‚ج‚و‚¤‚بٹ´‚¶پBپiپ«ƒRƒsƒy‚ھ‘پ‚¢پj
C:\Program Files\Inkscape\share\extensions
Œ‹ک_‚ئ‚µ‚ؤپA3Dƒvƒٹƒ“ƒ^پ[‚ًƒŒپ[ƒUپ[‰ءچH‚ئŒ“—p‚³‚¹‚é‚ة‚ح‰؛‚جƒvƒ‰ƒOƒCƒ“ƒ\ƒtƒg‚¾‚¯‚إڈ\•ھپB پiTTL•دٹ·—p‚جLM7805‚à•K—v‚ب‚µپIپj
‘¼‚ةپA‰½‚à•K—v–³‚¢‚ئŒ¾‚¤ژ–پBپiƒRƒ“ƒgƒچپ[ƒ‹ƒ\ƒtƒg‚ح3Dƒvƒٹƒ“ƒ^پ[گê—p‚ج‚à‚ج‚ًژg‚¤‚ج‚إپA‚±‚ê‚ـ‚إ’ت‚èپj
3Dƒvƒٹƒ“ƒ^پ[‚جƒwƒbƒh‚ةƒ}ƒEƒ“ƒgپi‚±‚ê‚حٹب’Pپj‚³‚¦‚إ‚«‚ê‚خپAژ©چىپA’†‰ط‚ً–â‚ي‚¸–¾“ْ‚©‚ç‚إ‚àƒŒپ[ƒUپ[‰ءچH‹@‚ةپB
ƒŒپ[ƒUپ[‚ً‰َ‚³‚ب‚¢‚½‚ك‚ةپA‚±‚±‚إگâ‘خ‚ةژç‚ء‚ؤ‚ظ‚µ‚¢ژ–پI
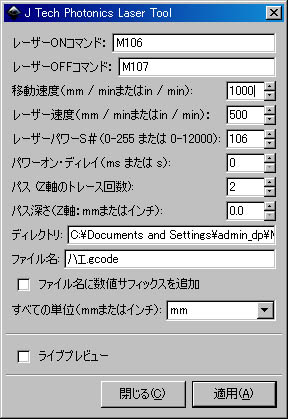
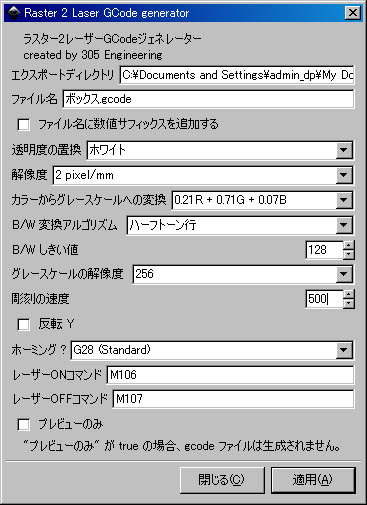
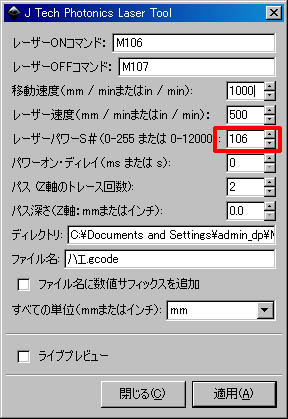
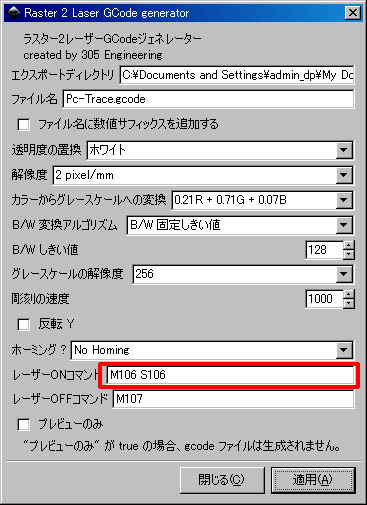
‰؛‚جپAƒ_ƒCƒAƒچƒO‚جگشکg‚إˆح‚ء‚½"گ”’l"پA"MƒRپ[ƒh"‚حTTLƒŒƒxƒ‹‚إڈo—ح‚·‚邽‚ك‚جŒإ’è’l‚إ‚·پBپ@•دچX‚µ‚ب‚¢‚إ‚‚¾‚³‚¢پB
PWM‚جچإ‘ه’l‚ح12V‚ب‚ج‚إپA‰؛‚ج—ھژ®‚ًŒ©‚é‚ئ—‰ً‚إ‚«‚é‚ئژv‚¢‚ـ‚·پB
255(PWMپjپ€12(V)✕5(V)پپ–ٌ106 پ©24Vƒ{پ[ƒh‚جڈêچ‡54‘OŒم‚جگ”’l
0‚ًٹـ‚ك‚é‚©”غ‚©پA‚ظ‚ئ‚ٌ‚اˆس–،‚ًگ¬‚³‚ب‚¢‚ج‚إ“ث‚ءچ‚ف–³‚µ‚إپI
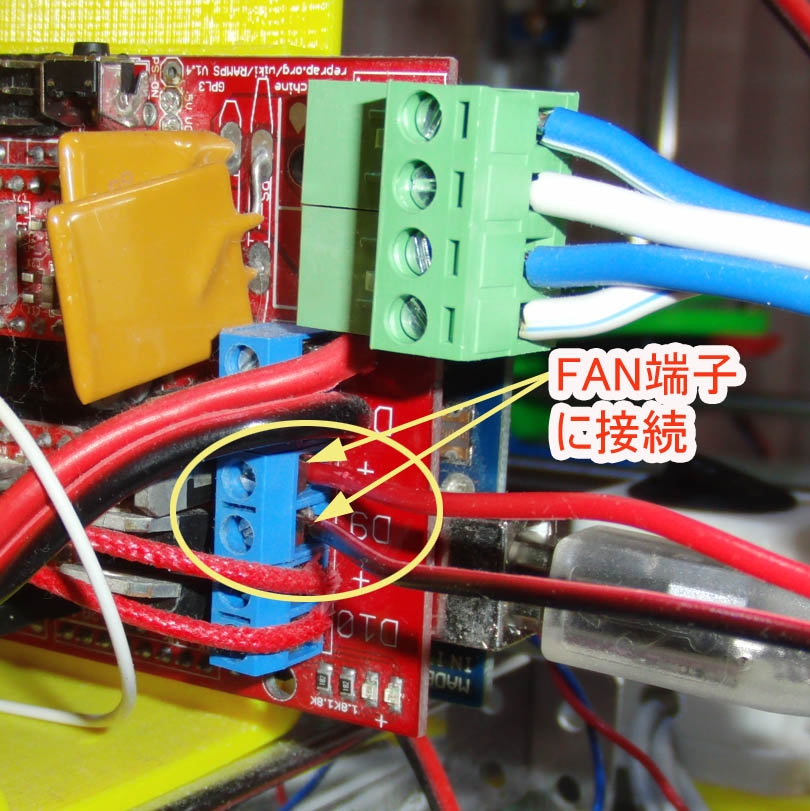
پ¦24V‚جƒ{پ[ƒh‚ً—ک—p‚µ‚ؤ‚¢‚éڈêچ‡پAFANڈo—ح‚ھ5V‚ة‚ب‚éژہ‘ھ’l‚ًگف’肵‚ؤ‚‚¾‚³‚¢پB
ڈٹ—L‚·‚é24V‚جƒ{پ[ƒh‚ً“‹چع‚µ‚½3Dƒvƒٹƒ“ƒ^پ[پiPxmalion Core I3پj‚جFANڈo—حژہ‘ھ’l‚ح"54"‚إ5V‚ًژw‚µ‚ـ‚µ‚½پBپ©ƒAƒiƒچƒOƒeƒXƒ^پ[‚إ‚جŒv‘ھ
پ¦ƒAƒiƒچƒOƒeƒXƒ^پ[‚إژہ‘ھ‚·‚ê‚خپA‚ظ‚ع5V‚ة‚ب‚è‚ـ‚·پB
ƒfƒWƒ^ƒ‹ƒeƒXƒ^پ[‚إPWM‚جƒpƒ‹ƒX“dˆ³‚ًŒv‘ھ‚·‚éڈêچ‡پAٹoŒه‚ھ•K—v‚إ‚·پB
–l‚جƒeƒXƒ^پ[‚ح‹C‚ھ•\ژ¦‚ھ‹¶‚ء‚½‚و‚¤‚ة—گگ”‚ً”گ¶‚µ“d’r‚ً”²‚‚ـ‚إژ~‚ـ‚邱‚ئ‚ح‚ ‚è‚ـ‚¹‚ٌ‚إ‚µ‚½پB
Œ»چف‚ح‰ٌ•œ‚µ‚ؤ‚¢‚ـ‚·پBپ@پ@
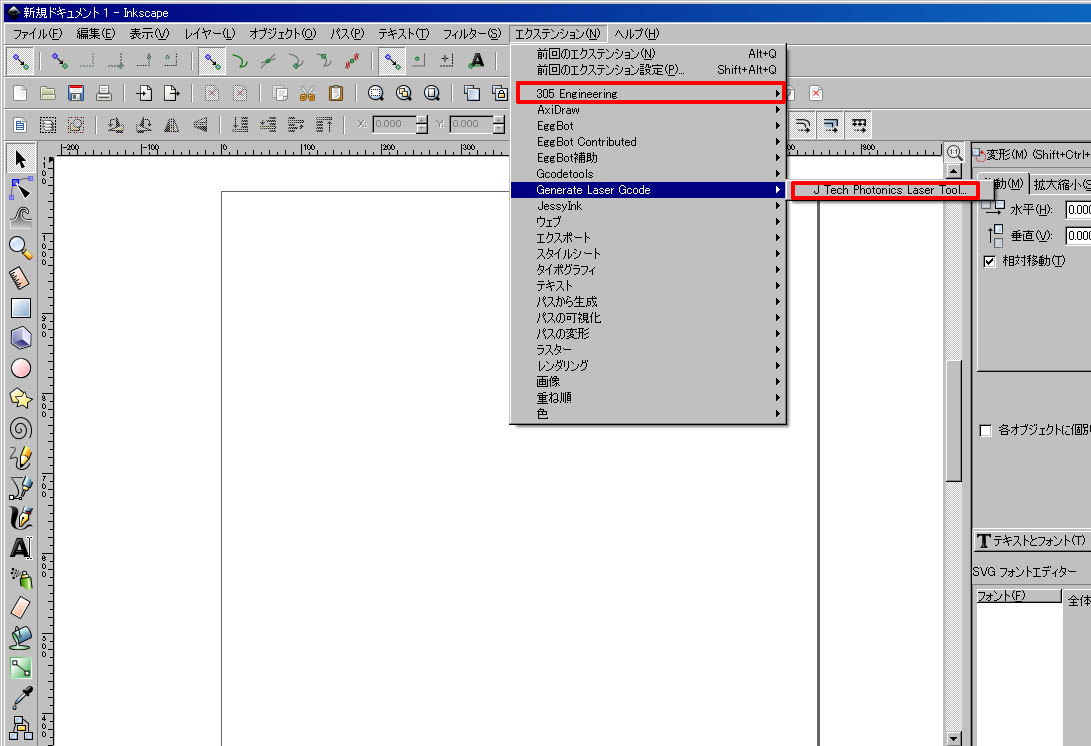
پuInkscapeپv‚ً‹N“®‚·‚é‚ئپA‚·‚ׂؤپuƒGƒNƒXƒeƒ“ƒVƒ‡ƒ“پvƒپƒjƒ…پ[‚ة•\ژ¦‚³‚ê‚é‚و‚¤‚ة‚ب‚è‚ـ‚·پB
‘½ڈ‚جGƒRپ[ƒh‚ًٹo‚¦‚é•K—v‚ھ‚ ‚è‚ـ‚·‚ھپA10•ھ‚à‚©‚©‚ç‚ب‚¢‚إ‚µ‚ه‚¤پB
3Dƒvƒٹƒ“ƒ^پ[‚إ‚جƒvƒ‰ƒOƒCƒ“‚ج—ک—p•û–@‚حڈd—v‚ة‚ب‚ء‚ؤ‚‚é‚ج‚إŒم“ْپB
پuFBپv‚جگ™–{—l‚ھژw“E‚ب‚³‚ء‚ؤ‚ـ‚·‚ھپANC‚جگطچي‰ءچH‚إ—ک—p‚·‚éڈêچ‡پA8ƒس‚جƒٹƒjƒAƒoپ[‚âپAƒ^ƒCƒ~ƒ“ƒOƒxƒ‹ƒg‚ًژg—p‚µ‚½‹@چ\‚إ‚ح‹“x“I‚ةژم‚پAٹ댯‚إ‚·‚ج‚إ‚¨ٹ©‚ك‚µ‚ـ‚¹‚ٌپBپ@پiگط‚ê‚éƒ~ƒ‹‚ًژg‚¢پA’´’ل‘¬گطچي‚ًچs‚¦‚خ‰آ”\‚©‚à‚µ‚ê‚ـ‚¹‚ٌپj
NCگ§Œن‚ة‰—‚¢‚ؤ‚àƒvƒ‰ƒOƒCƒ“‚ح‚»‚ج‚ـ‚ـ—ک—p‚إ‚«‚é‚ج‚إپA–â‘è‚ح‚ ‚è‚ـ‚¹‚ٌپB
 “Y•tƒtƒ@ƒCƒ‹
|