ƒŒپ[ƒUپ[‰ءچHژ‚جƒAƒvƒٹ‚ئ‚µ‚ؤپuRepetier-Hostپv‚ًˆؤ‚ئ‚µ‚ؤژو‚èڈم‚°‚½‚ھپA’P‚ةŒآگl“I‚ب“é‚ê‚ة‚و‚é‚à‚جپB
‚±‚جƒAƒvƒٹ‚ً—ک—p‚µ‚½ڈêچ‡پAƒoƒbƒtƒ@ƒٹƒ“ƒOگف’è•ھ‚ظ‚ا‚ج’x‰„‚ح”گ¶‚·‚é‚à‚ج‚جپA‰ءچH‘O‚جGƒRپ[ƒh‚âMƒRپ[ƒh‚جژہچs‚âپA‰ءچH’†‚إ‚àƒŒپ[ƒUپ[‹“x‚⑬“x‚ج’²گ®‚ھڈo—ˆ‚é‚ب‚ا‚ج—ک“_‚ھ‚ ‚éپB
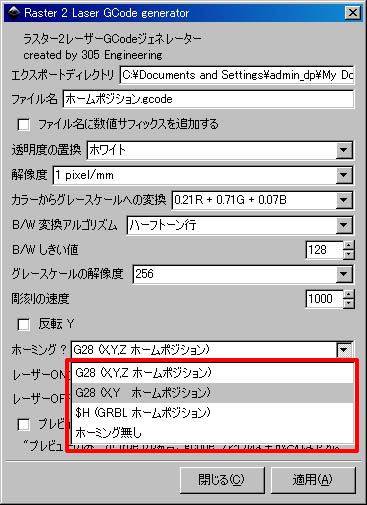
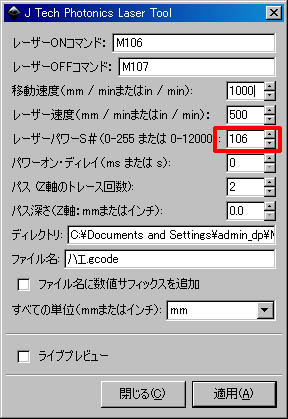
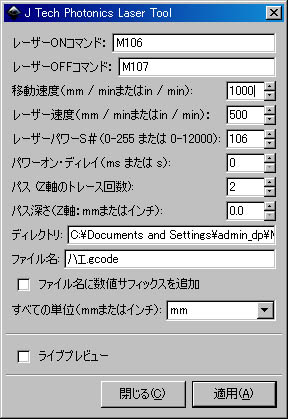
‰ءچH‘O‚جƒRپ[ƒhژہچs‚حپAƒŒپ[ƒUپ[‚جڈإ“_‚ًچ‡‚ي‚¹‚½‚èپAŒ´“_‚ً”Cˆس‚ةگف’è‚·‚é‚ب‚اپA‘Oڈ€”ُ‚ة•s‰آŒ‡‚ب‹@”\پB
پiپupronterfaceپv‚àƒRپ[ƒh“ü—حƒ{ƒbƒNƒX‚ھ‚ ‚èپA“¯—l‚جڈˆ—‚ھڈo—ˆ‚éپj
‚±‚±‚إ–â‘è‚ھˆê‚آپB
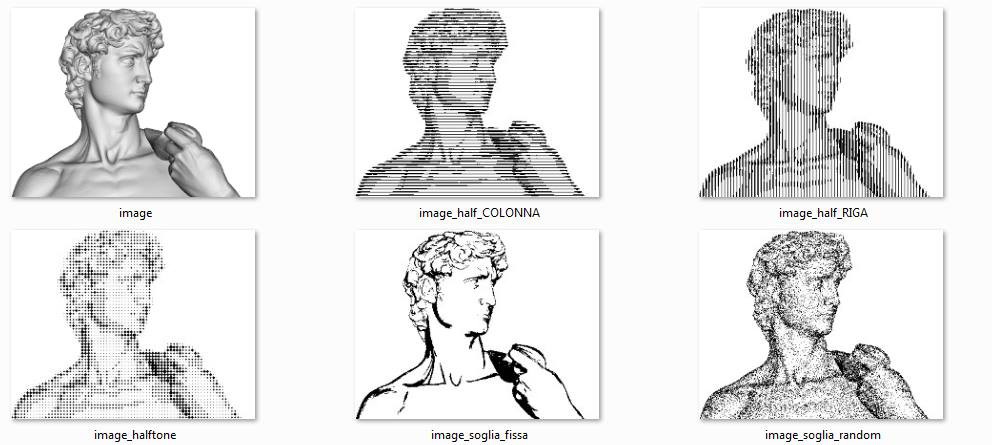
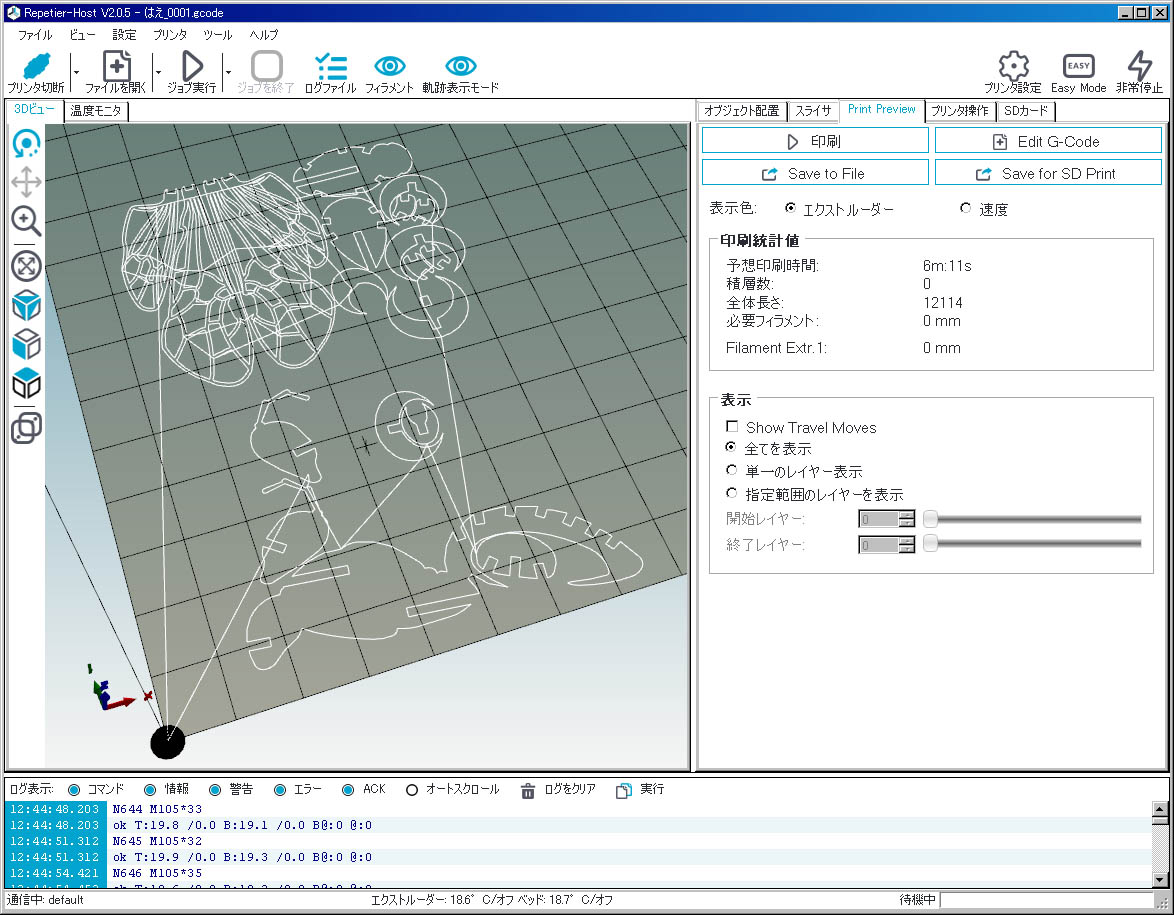
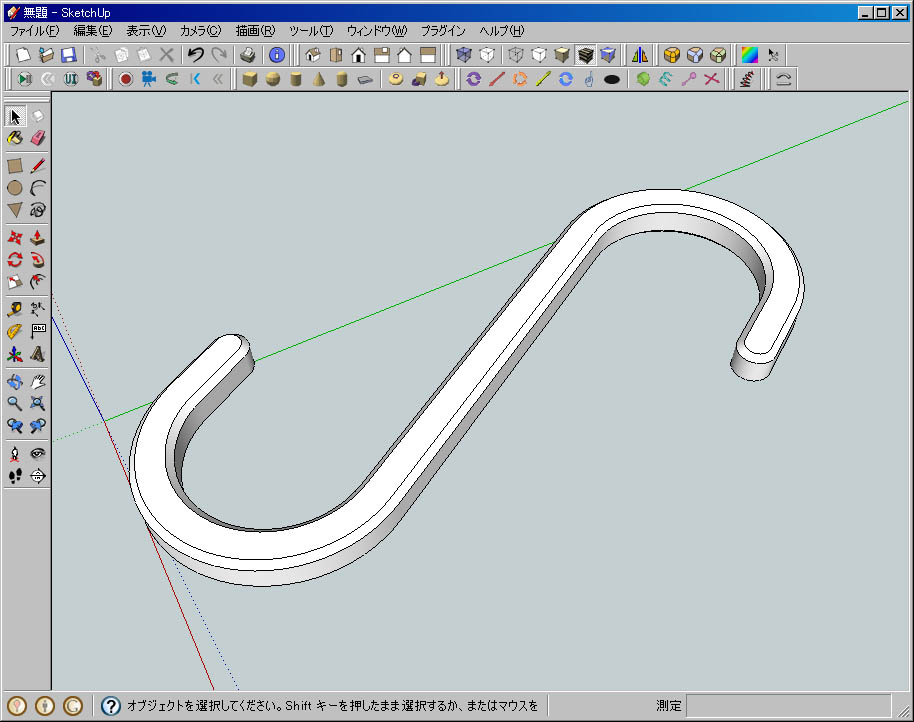
‰؛‚جƒvƒ‰ƒbƒgƒzپ[ƒ€‚ة”z’u‚³‚ꂽگ}Œ`پiBeeƒNƒ‰ƒtƒgپj‚ج•\ژ¦—ل‚ًŒ©‚ê‚خˆê–ع—ؤ‘R‚¾‚ھپAƒxƒNƒgƒ‹‰ءچH‚جڈêچ‡پA—ضٹsگü‚ھ‚»‚ج‚ـ‚ـ‰ءچHگü‚ئ‚ب‚邽‚كŒ`ڈَ‚ً”cˆ¬‚µˆص‚¢‚ج‚¾‚ھپAƒ‰ƒXƒ^پ[‰ءچH‚جڈêچ‡‚ـ‚ء‚½‚‚ئŒ¾‚ء‚ؤ‚و‚¢‚ظ‚اŒ`ڈَ‚ج”cˆ¬‚ھڈo—ˆ‚ب‚¢پB
ƒxƒNƒ^پ[Œn‚جڈêچ‡پAƒmƒYƒ‹‚ج‹Oگص•\ژ¦‚ً‚»‚ج‚ـ‚ـ‰ءچHŒ`ڈَ‚ئ‚µ‚ؤ”Fژ¯‚·‚é‚ج‚ة—ک—pڈo—ˆ‚éپB
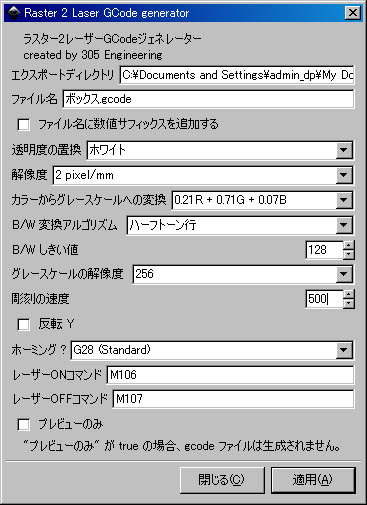
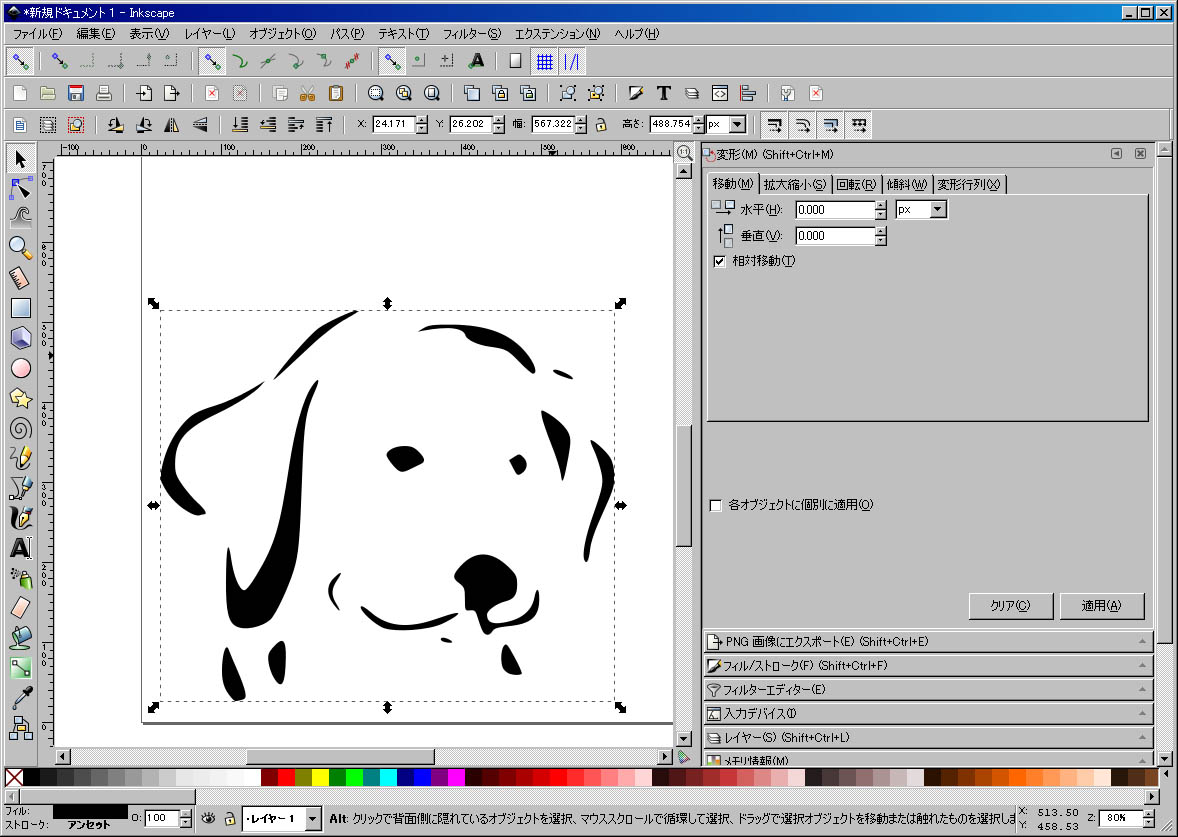
‰و‘œ‚ًB/Wƒ‰ƒXƒ^پ[‚ئ‚µ‚ؤ‰و‘œڈˆ—‚·‚é‘OپB
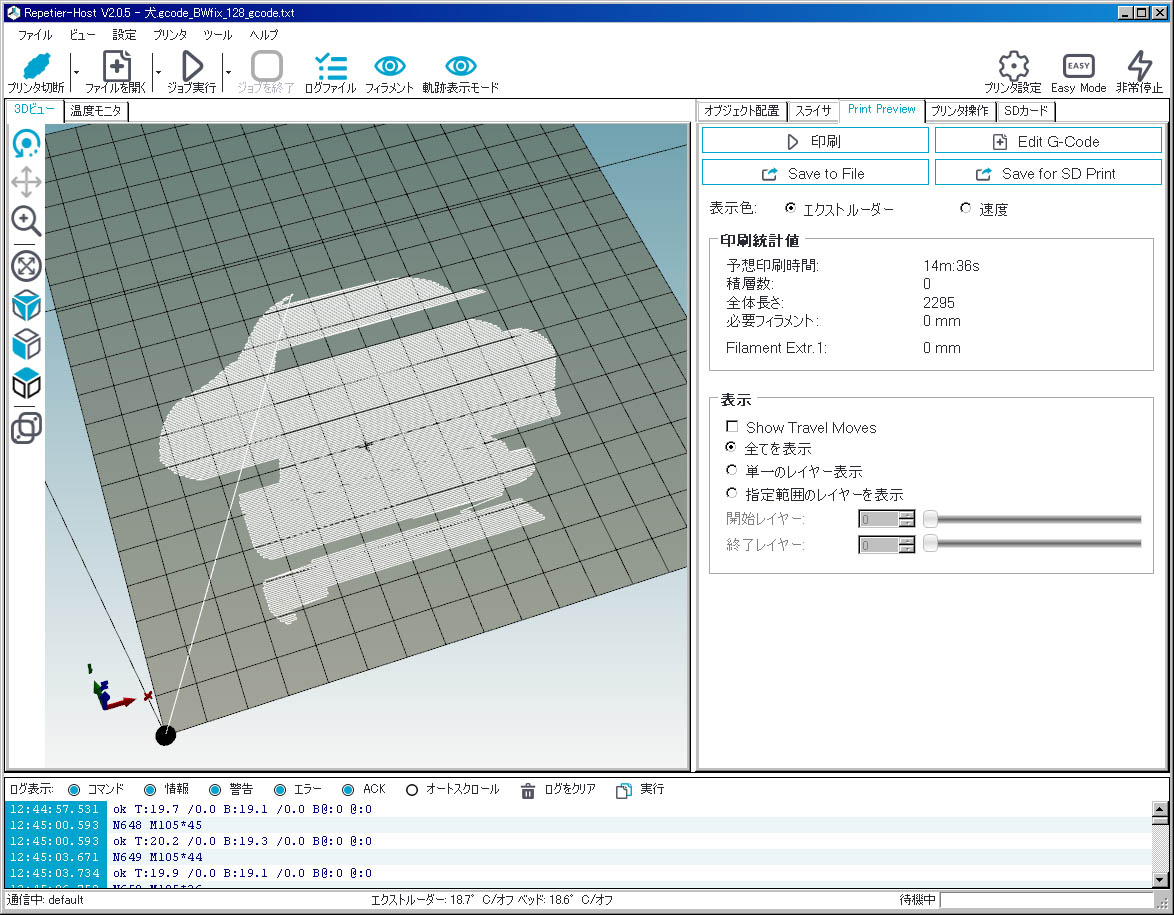
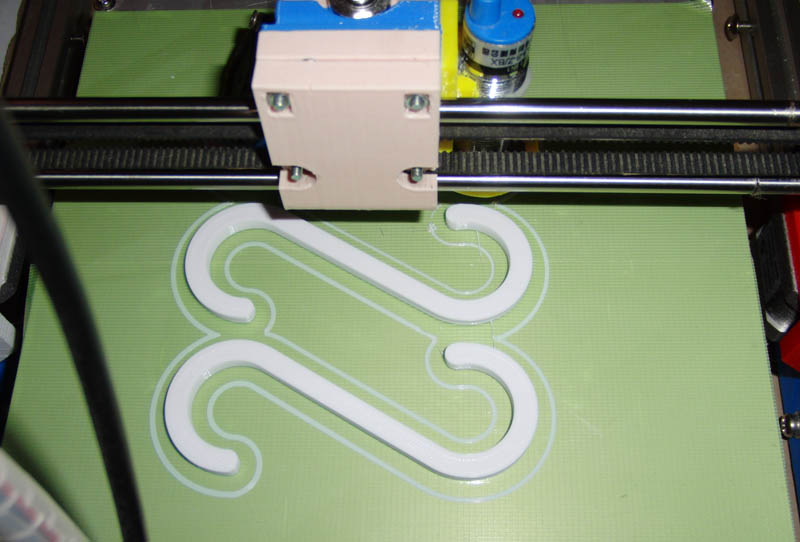
ƒ‰ƒXƒ^پ[ڈˆ—‚µ‚ؤ3Dƒvƒٹƒ“ƒ^پ[‚جƒvƒ‰ƒbƒgƒzپ[ƒ€‚ة”z’u‚µ‚½ƒrƒ…پ[پB
‘–چ¸گü‚ئƒŒپ[ƒUپ[ڈئژثگü‚ئ‚جگF•ھ‚¯‚ھڈo—ˆ‚ب‚¢‚½‚كپAŒ`ڈَ”Fژ¯‚ھڈo—ˆ‚ب‚¢پBپ@
‚±‚ê‚ح’v–½“I‚ب–â‘è‚ئ‚ب‚éپI
‰ًŒˆچô‚ئ‚µ‚ؤƒŒپ[ƒUپ[‚ًڈئژثگü‚ئپA‘–چ¸گü‚جگF‚ً‹و•تڈo—ˆ‚ê‚خ—ا‚¢‚ھپA3Dƒvƒٹƒ“ƒ^پ[‚ج‹Oگص•\ژ¦‚ةگF•ھ‚¯‚·‚é•K—v‚ھ–³‚¢‚ج‚إپAViewer‚¾‚¯‘¼‚ً’T‚·‚µ‚©‚ب‚³‚»‚¤‚¾پB
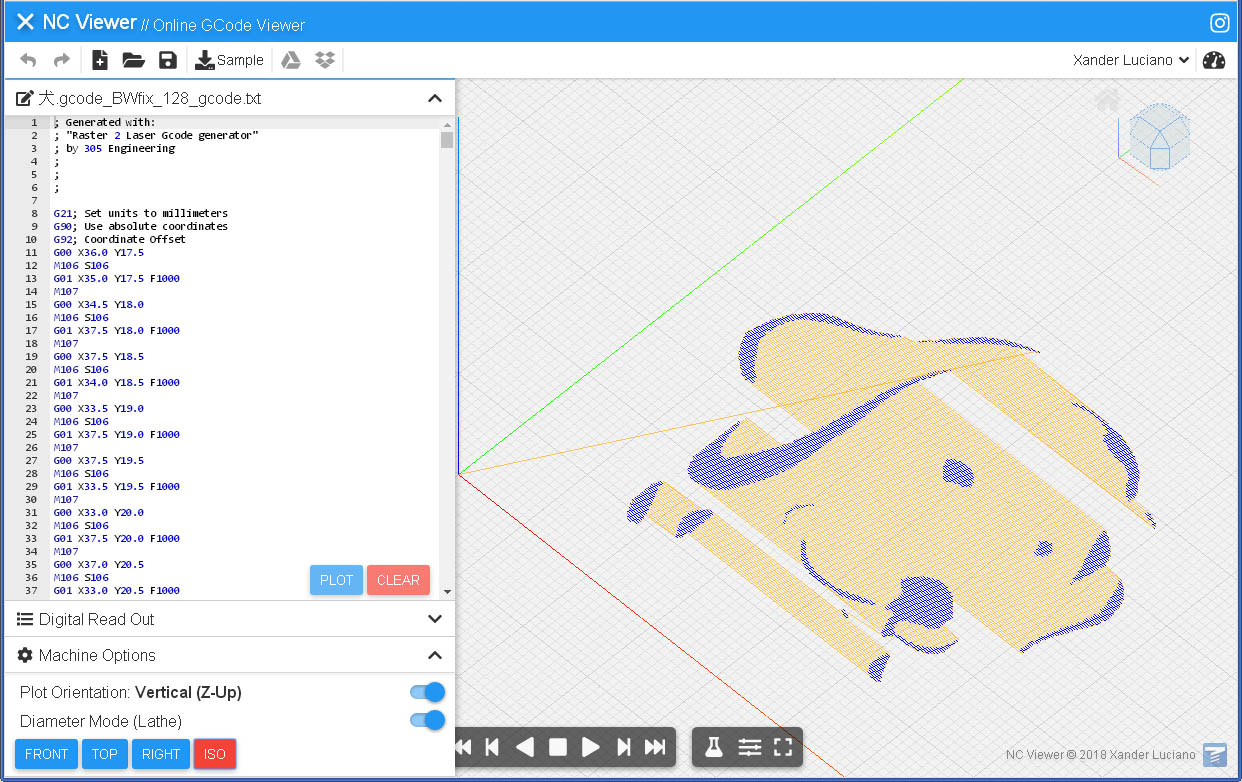
‚»‚±‚إŒ©‚آ‚¯‚½‚ج‚ھپAƒuƒ‰ƒEƒUƒxپ[ƒX‚جپuX NC ViewerپvپB
•\ژ¦‚جگط‚è‘ض‚¦‚¾‚¯‚إ‚ب‚پAƒRپ[ƒh•زڈW‚â•زڈWŒم‚جƒfپ[ƒ^•غ‘¶‚ـ‚إڈo—ˆ‚é—D‚ê‚à‚جپBپ@ڈˆ—‚à‘پ‚¢پIپ@ژb’è“I‚بViewer‚ئ‚µ‚ؤ—ک—pڈo—ˆ‚éپB
ڈم‚ئ“¯‚¶ƒ‰ƒXƒ^پ[ƒfپ[ƒ^پBپ@‰ءچHگü‚ئ‘–چ¸گü‚ھگF•ھ‚¯‚³‚ê‚ؤ”Fژ¯‚µˆص‚¢پB
‰؛‚جƒAƒhƒŒƒX‚ًƒuƒbƒNƒ}پ[ƒN‚µ‚ؤپA‚¢‚آ‚إ‚à’N‚إ‚à‘¦—ک—pڈo—ˆ‚éپB
چ‚‘¬ڈˆ—‚إپAƒgƒŒپ[ƒXڈَ‘ش‚ً“®‰و‚إٹm”Fڈo—ˆ‚é‚ھپA‘¬“x‚ًƒ†پ[ƒUپ[‚ھ’²گ®‚·‚éژ–‚حڈo—ˆ‚ب‚¢پB
‰ءچH‘O‚جƒ‰ƒXƒ^پ[ƒfپ[ƒ^ٹm”F—p‚جViewer‚ئ‚µ‚ؤ—ک—pڈo—ˆ‚é
https://ncviewer.com/




 “Y•tƒtƒ@ƒCƒ‹
“Y•tƒtƒ@ƒCƒ‹