|
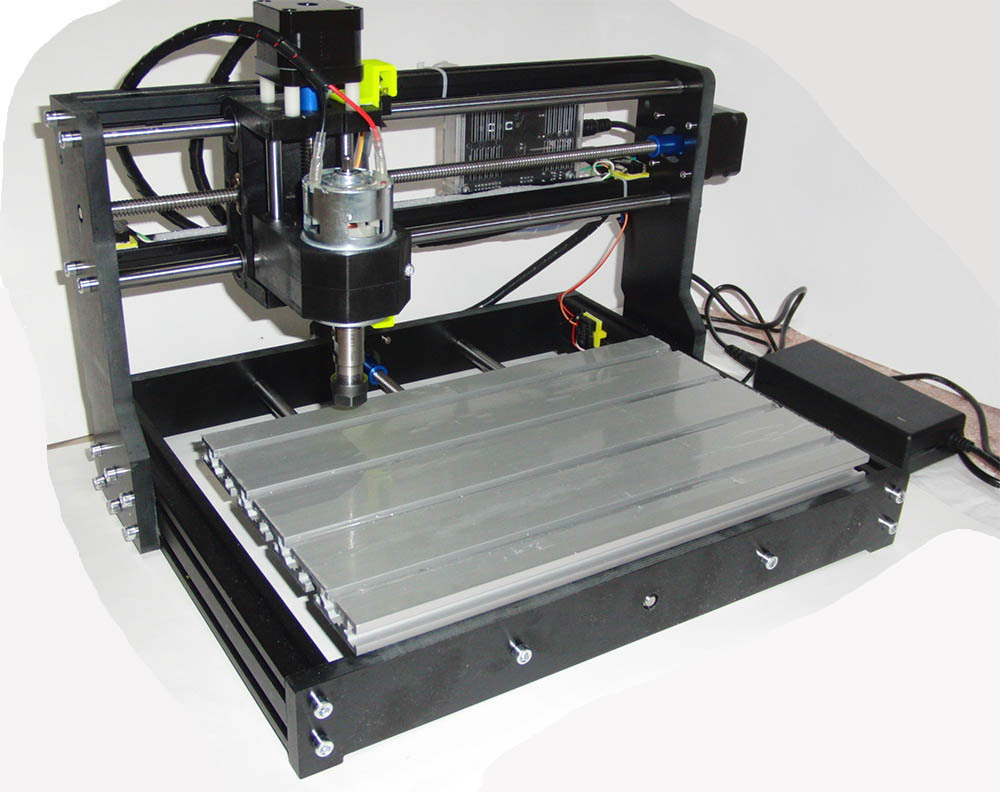
�w�����琏���Ǝ��Ԃ��߂������A�����3018�{�̂̑g�ݗ��Ăɒ��肵�A���������B�@�v���[�u��A���~�b�^�[�ނ͒ǂ��Ēlj����Ă����\��B
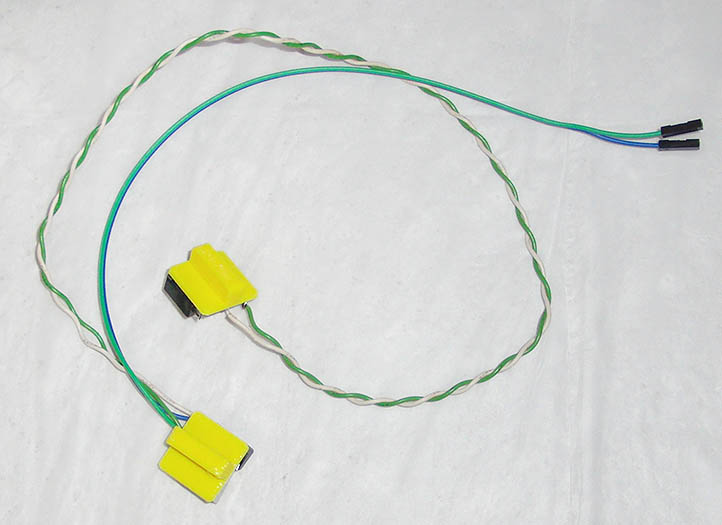
Z���ɑ���v���[�u�̕K�v���͌l�I�Ȃ��̂����A�ȉ��̊�]�ɂ��B
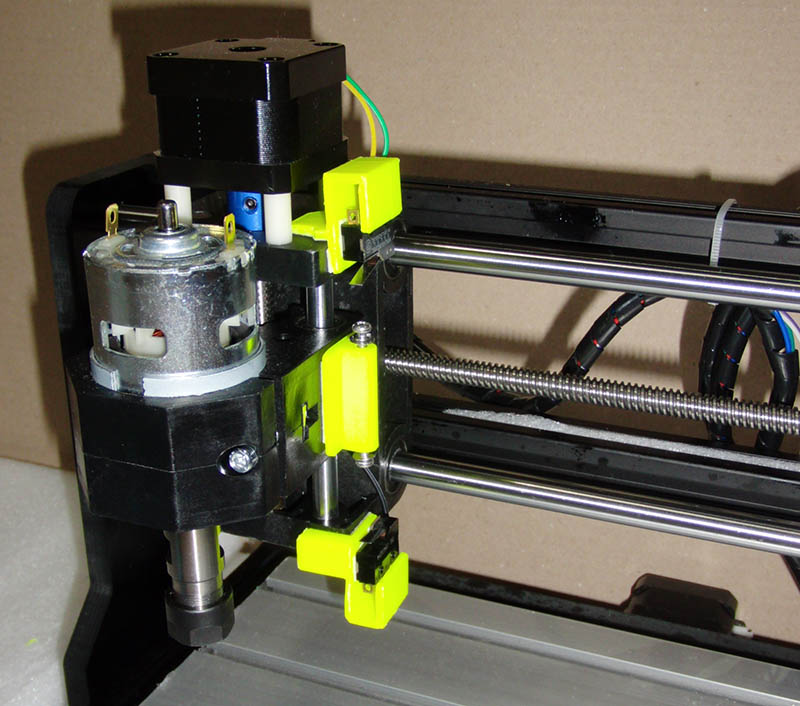
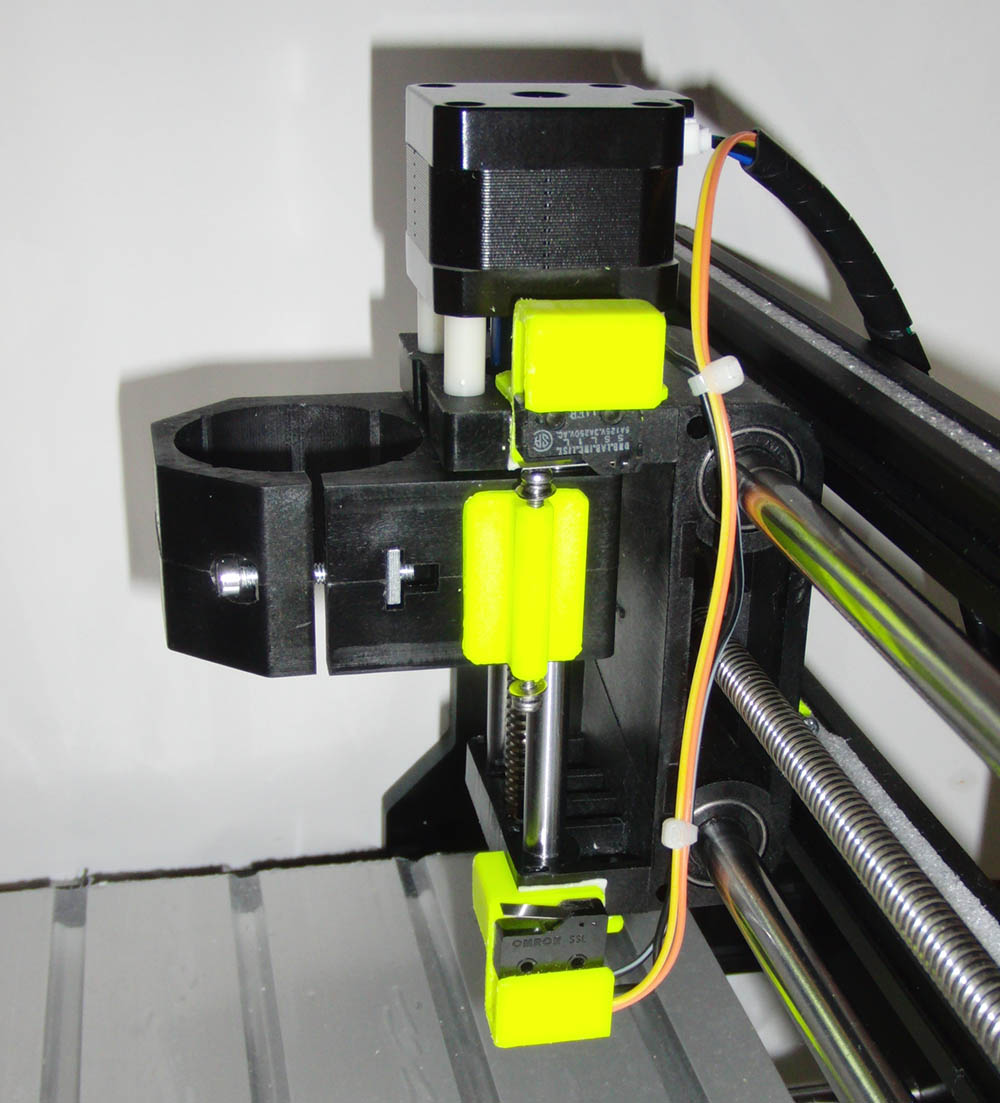
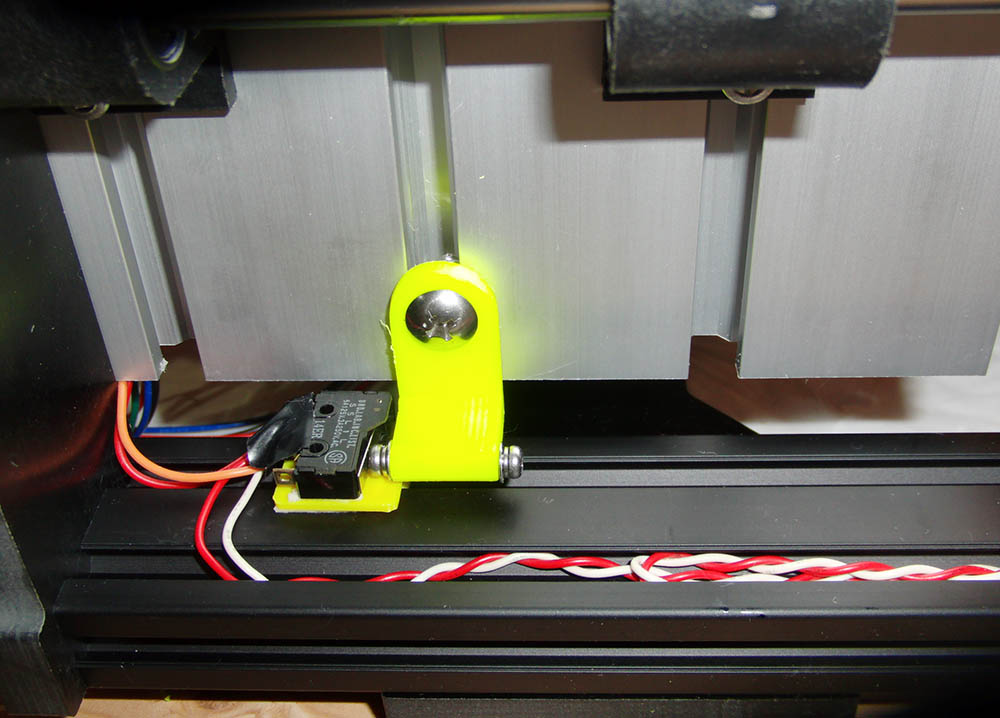
�~���Ɣ�؍�Ώە��Ƃ̏Փˉ���A����сA�㏸���~���̃n�[�h�E�F�A�̐����͈͂��Ă̏Փˉ���A������́A�ޗ��\�ʂ̃��x���������o�B
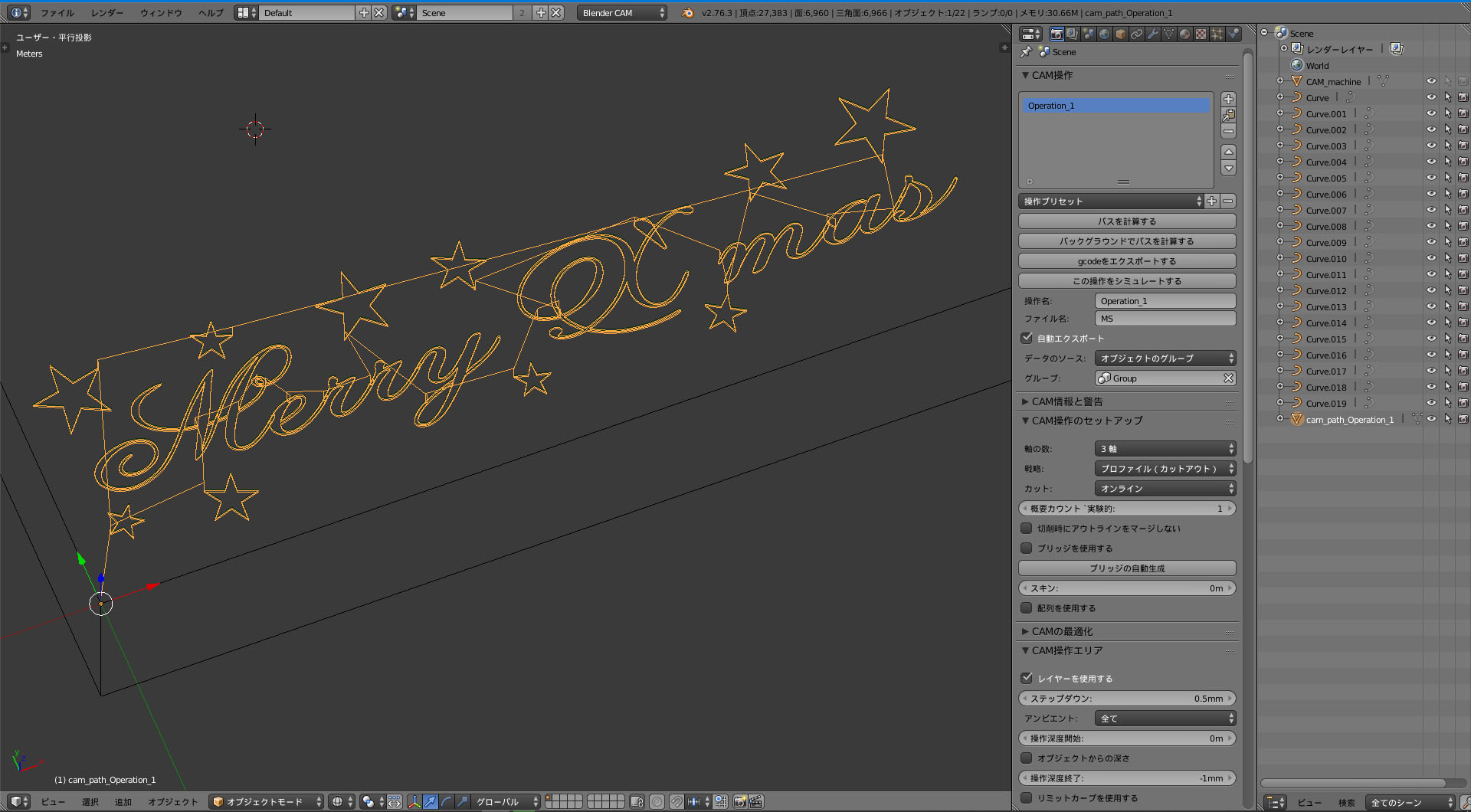
CAM�\�t�g�ɂ��ẮA���ꂱ�������������A���炭�́uBlenderCAM�v��{�ɍi�鎖�ɂ����B�@�������o�����Ȃ����Ƃ����R�B
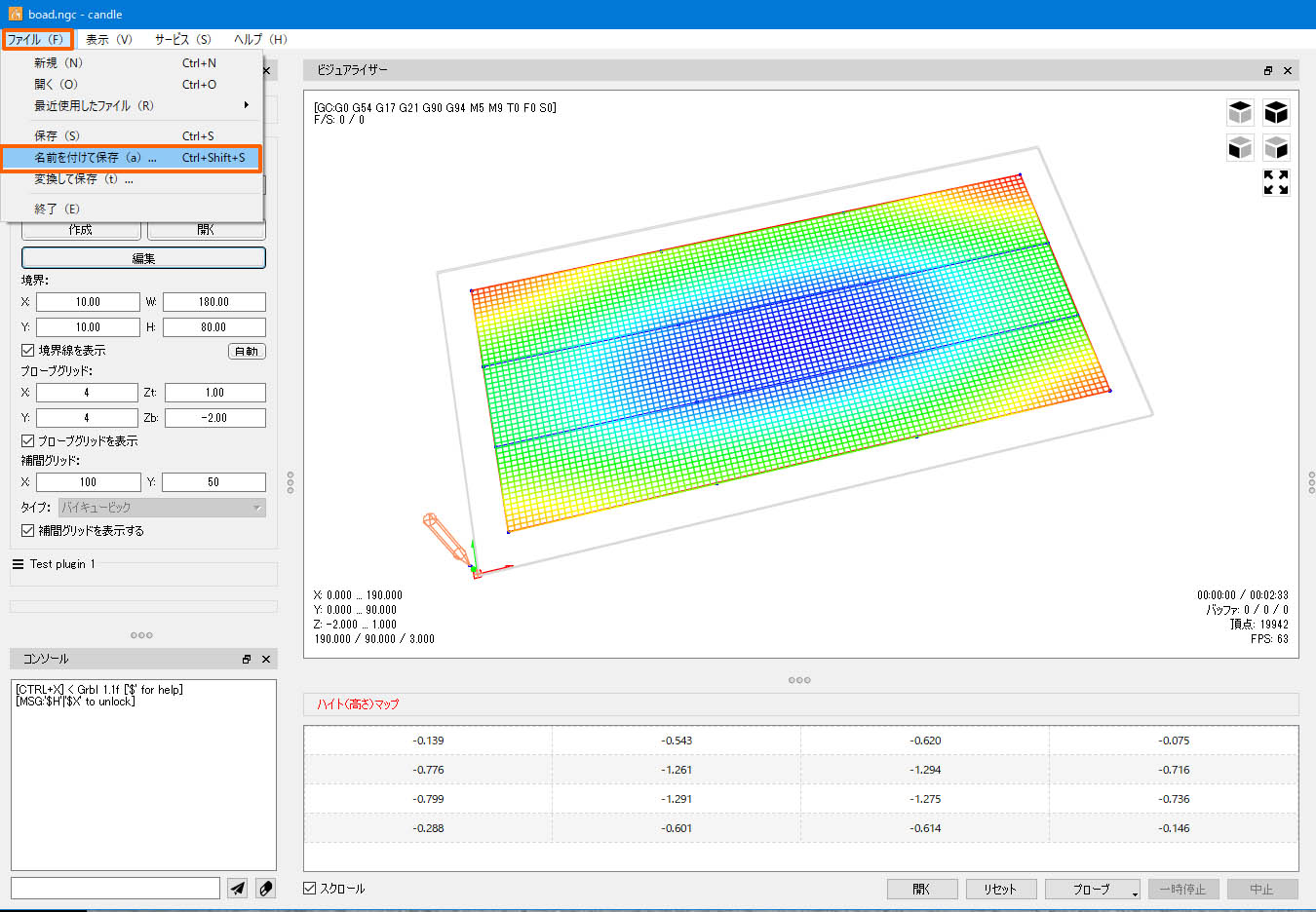
BlenderCAM�ɃT���v���Ƃ��ăo���h������Ă����O���[�X�P�[���摜�i641x601�j���烌���[�t�p��G-code���쐬���Ď��^�]�ɗp���鎖�ɂ����B
�uSHOPPER�v�ƃ^�C�g�����ꂽ�A40���L���o�C�g�̏����ȉ摜�B

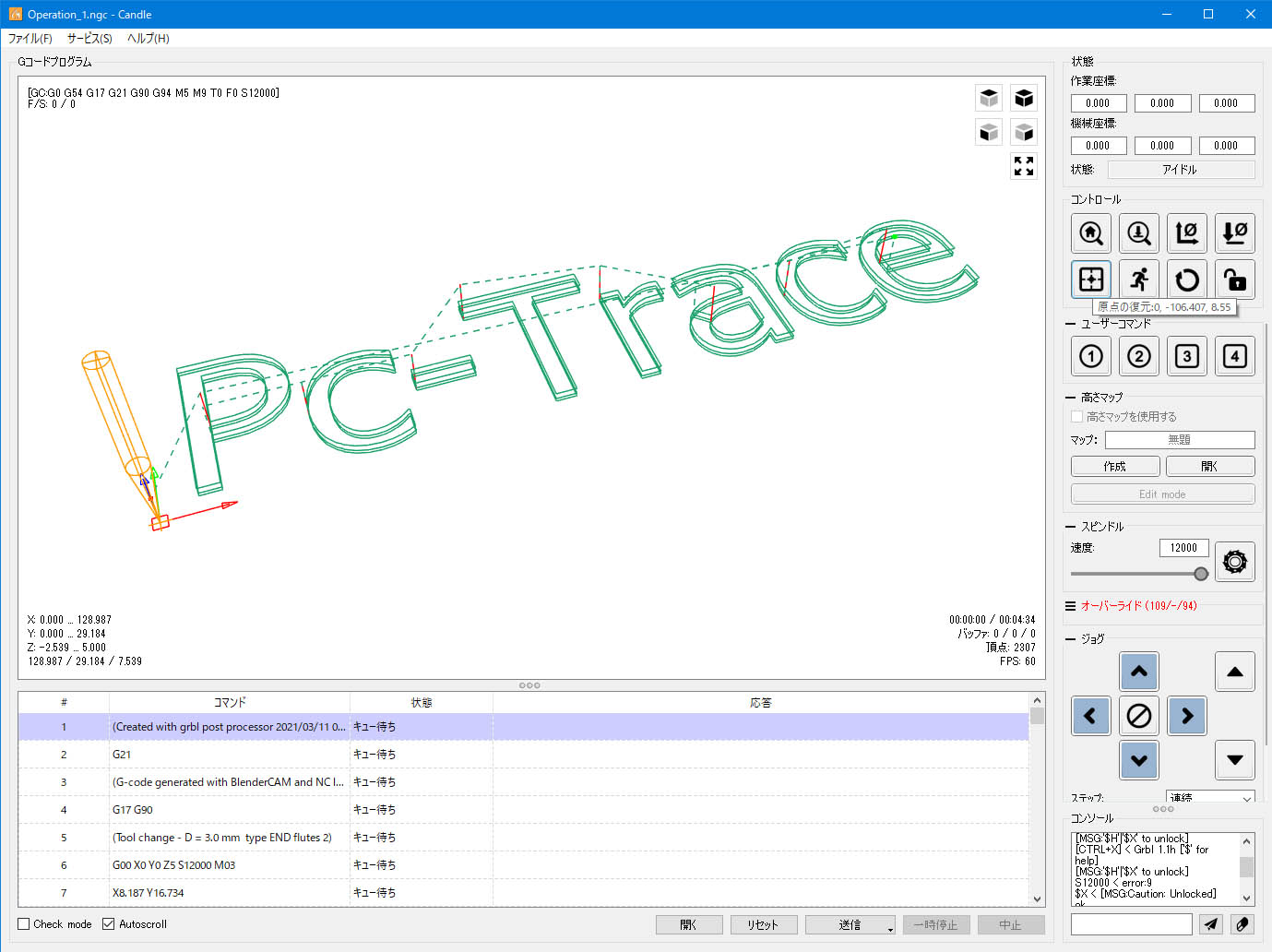
�N����1�Z���`���x�̐[�߂ɐݒ�B�o�����R�[�h���G�N�X�|�[�g�B
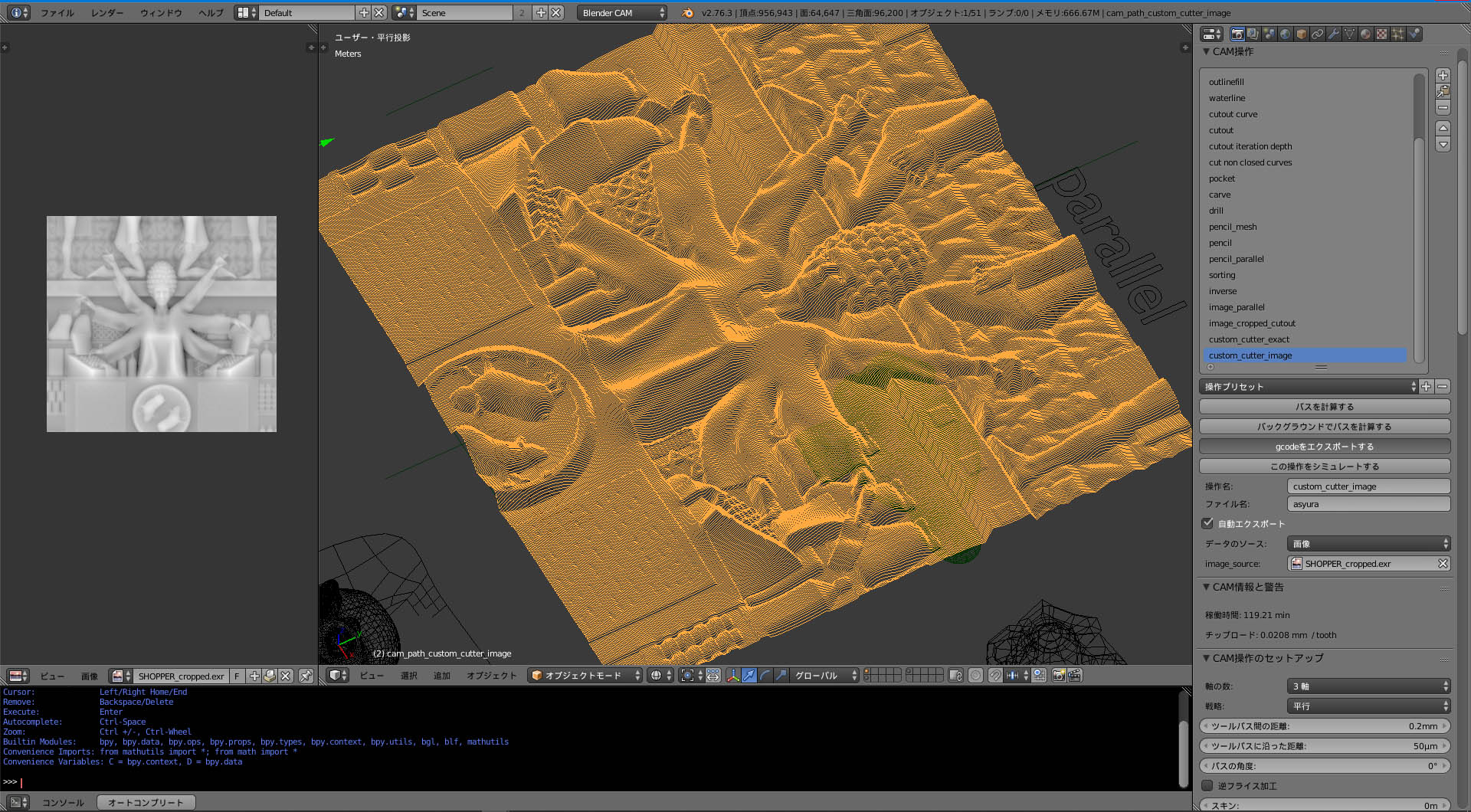
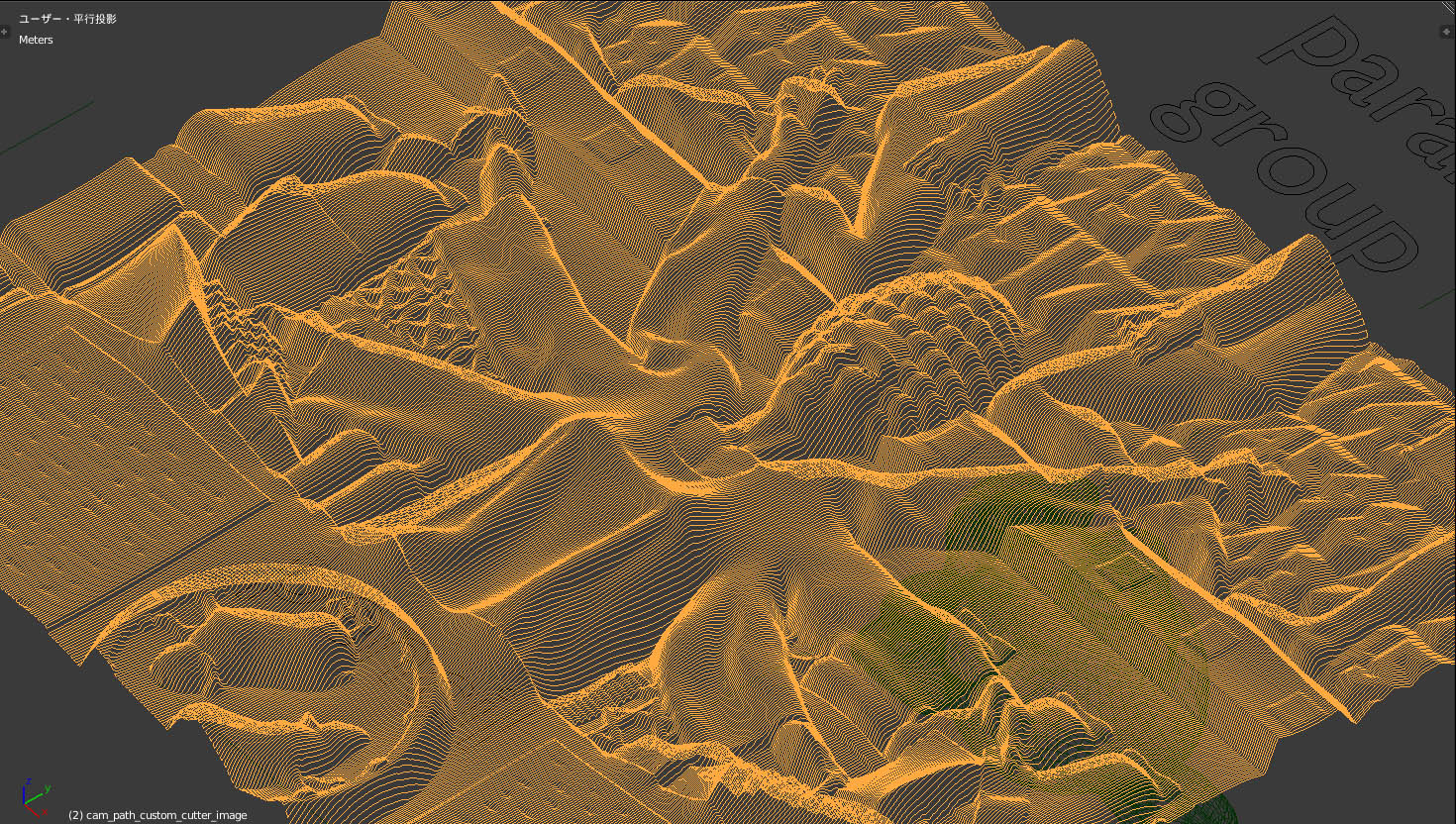
�v�Z�I������̊g��摜�B
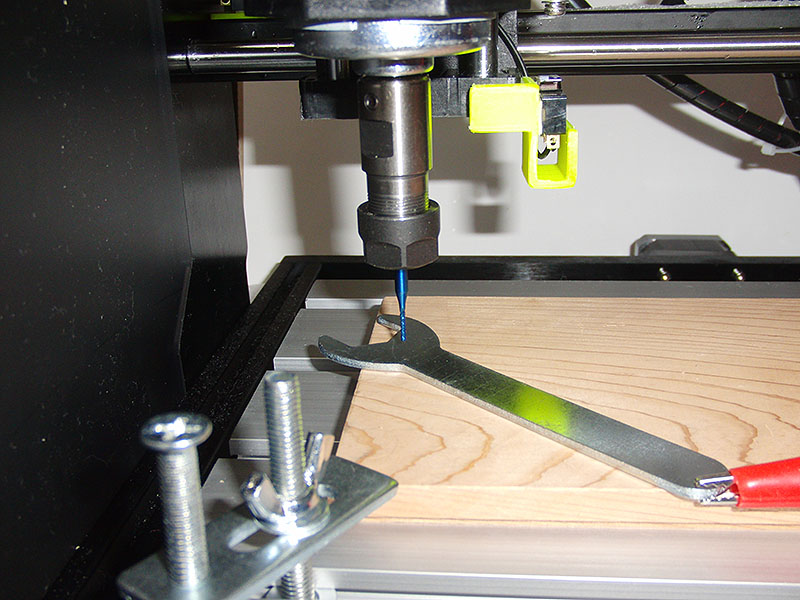
Candle�ɐڑ����A�^�]���̓���B
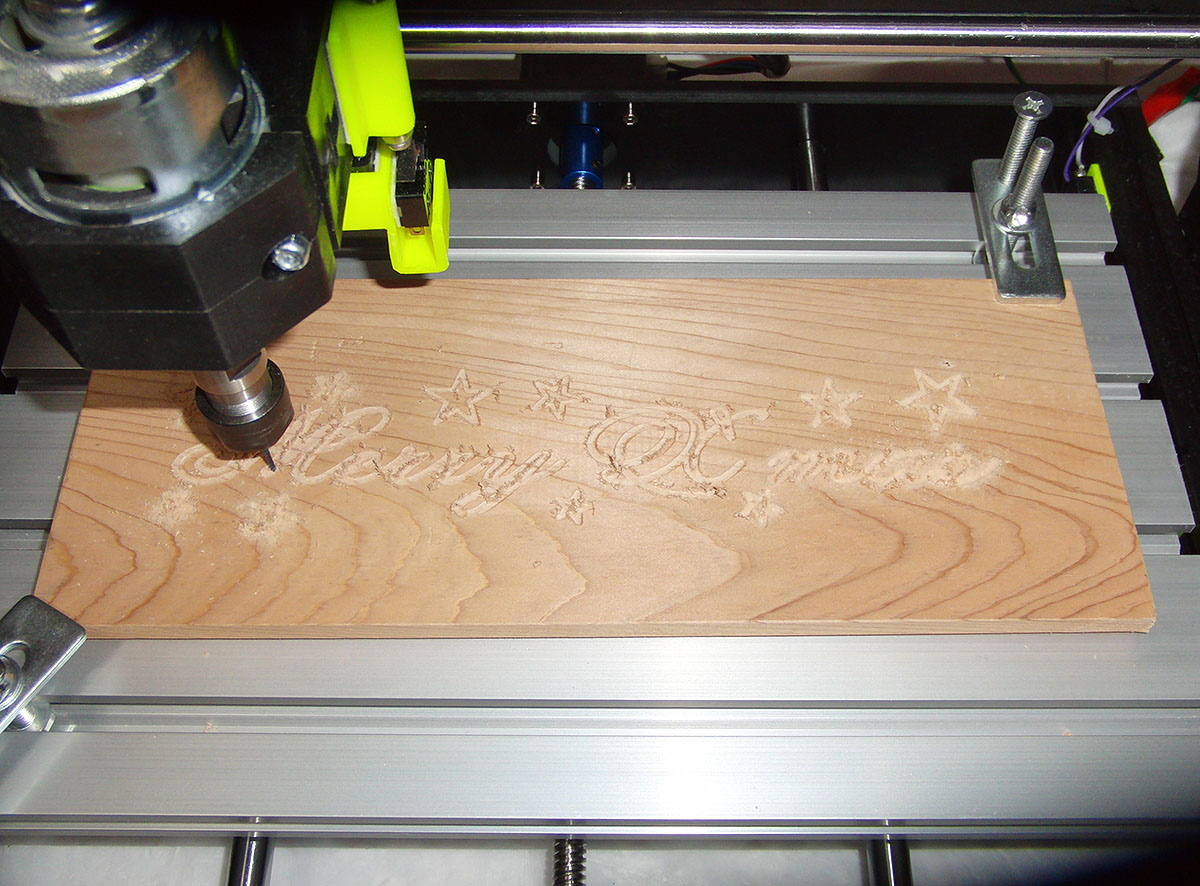
�؍펞�̑��x���A�`��ɍ��킹�Đ��䂳��Ă��鎖������B
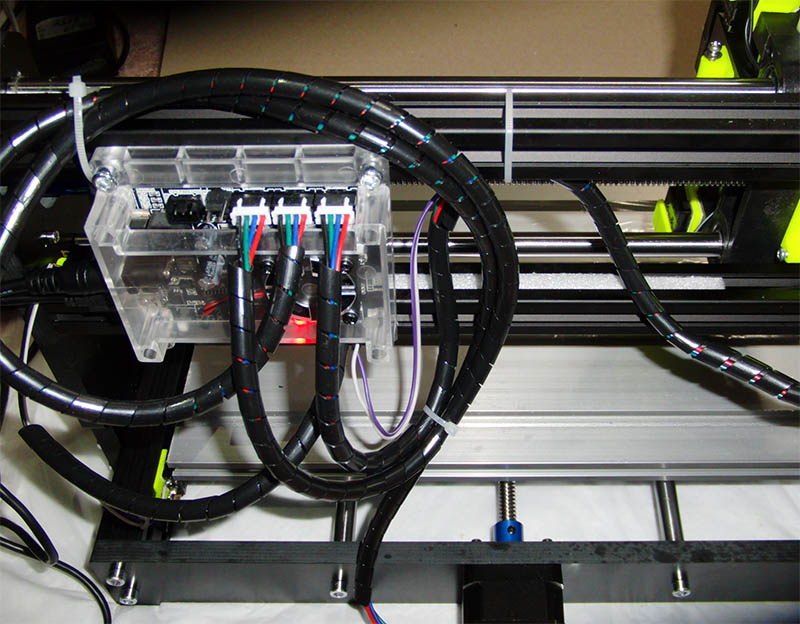
�r�r���Ȃ̂ŁA���[�^�[���O���Ď����^�]�B�i���Candle�ő��쒆�j
�uCNCjs�v�ɂ��Ă����^�]�m�F�ς݁B
Blender�ɂ͖L�x�Ȏ�ނ̃f�[�^���C���|�[�g�ł���@�\��������Ă���̂ŁAPCB�Ȃǂ̊�Â�����e�ՂɊy���߂�Ǝv���B
�Y�t�t�@�C���͎��ۂ�CNC-GCODE�t�@�C���B
CAM�@�\�̓����ĂȂ�Blender�ł͋@�\���Ȃ��B
 �Y�t�t�@�C��
|