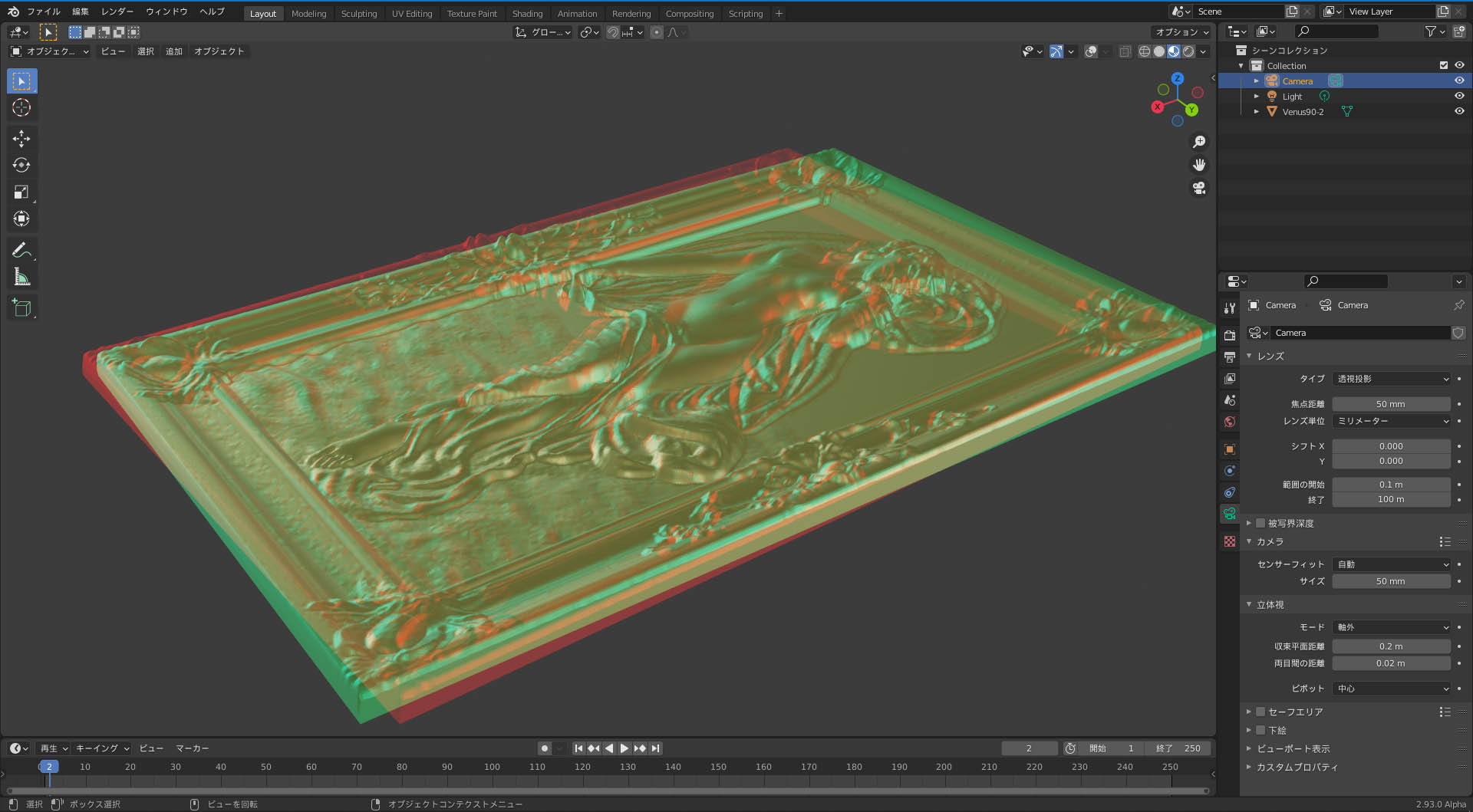
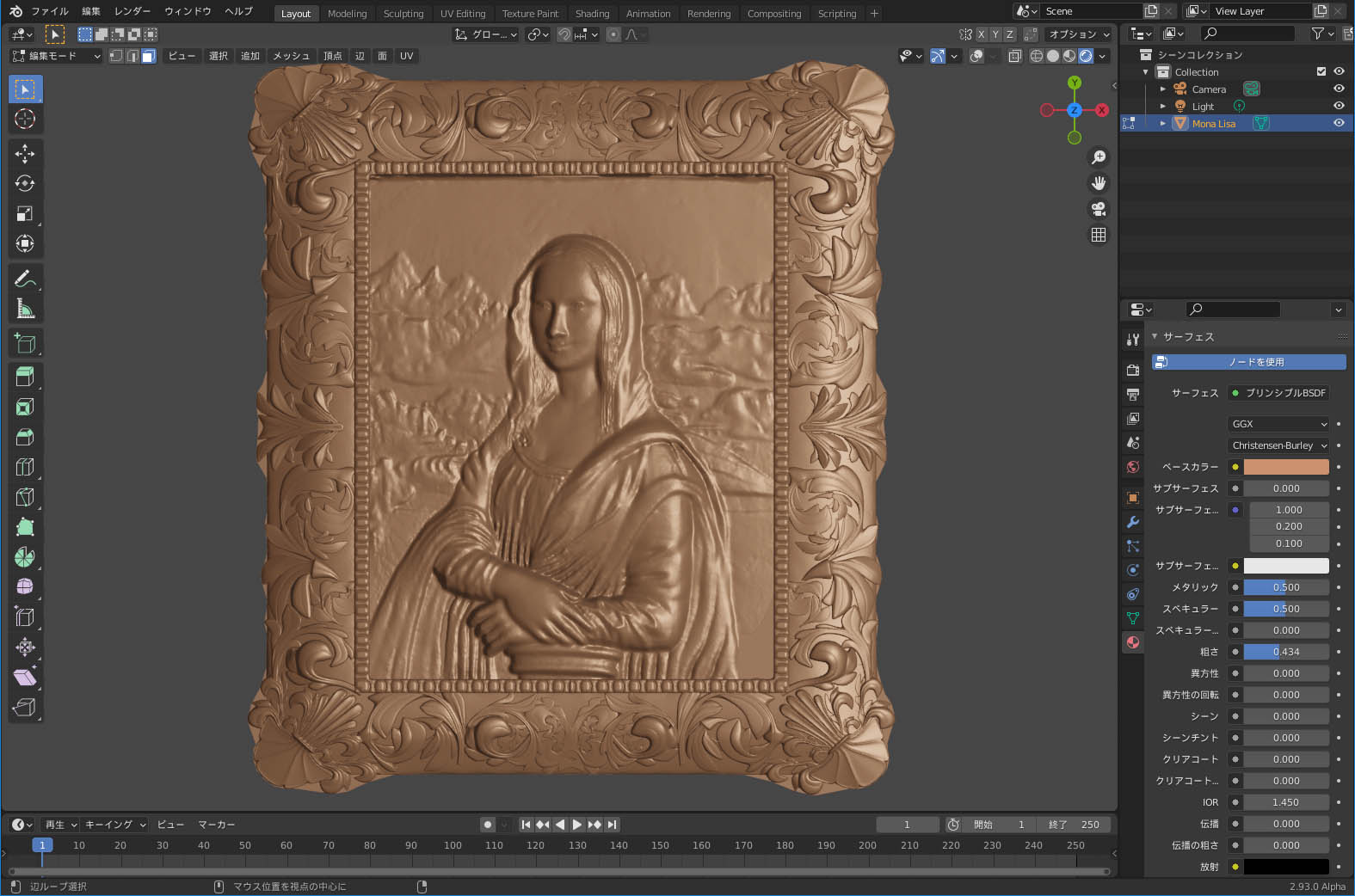
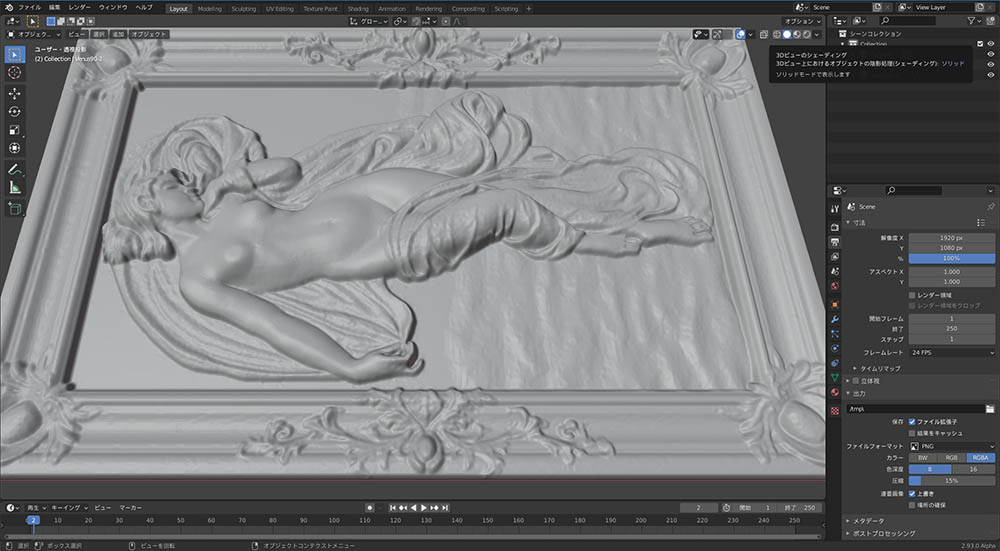
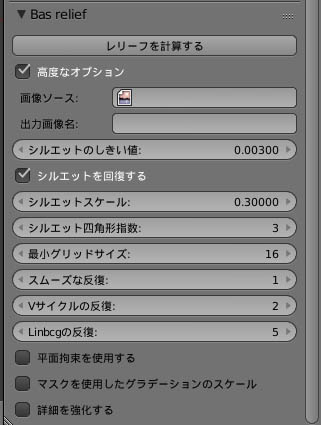
VenusپAچX‚ة’ا‰ء‚إ2چىٹ®گ¬پB
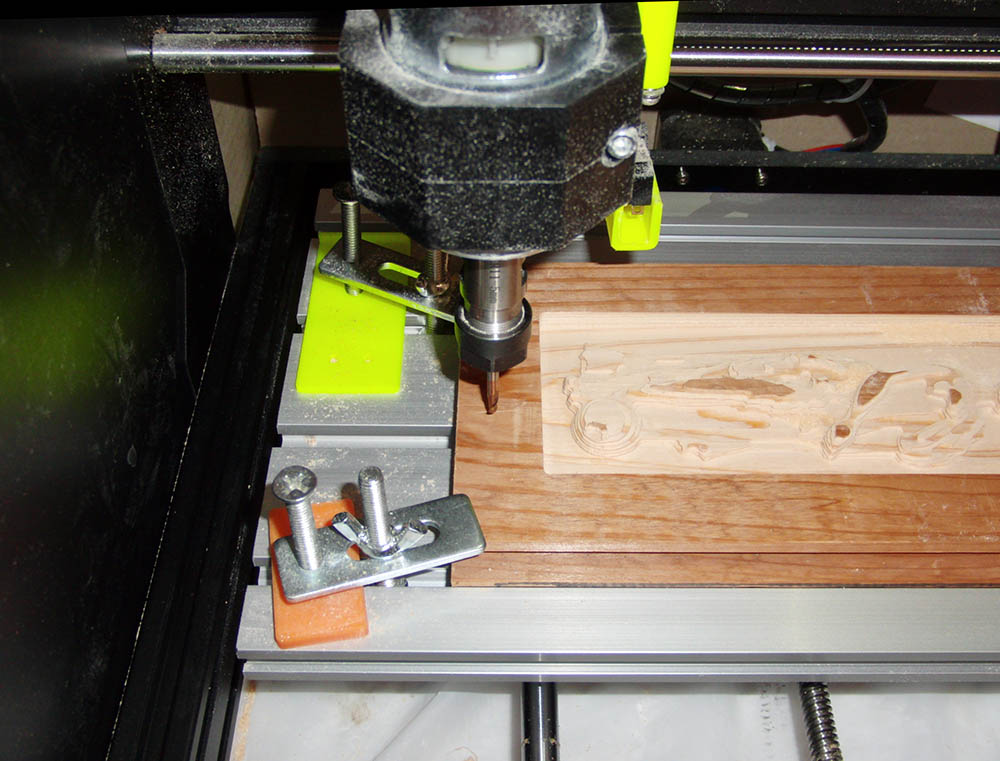
چr’¤‚è—pپA3mmƒXƒgƒŒپ[ƒgپEƒGƒ“ƒhƒ~ƒ‹‚ئپAژdڈم‚°—p‚ج3mmƒ{پ[ƒ‹ƒ~ƒ‹‚ج‘g‚فچ‡‚ي‚¹‚إچ،Œم‚جگَ’¤‚茈’èپB
Œآگl“I‚ة‚ح‚±‚جƒTƒCƒY‚إ‚à”÷چׂب•\ڈî‚ھ“ا‚فژو‚êپAڈ\•ھ–‘«‚¢‚ژdڈم‚ھ‚èپBپi—p“r‚حڈü‚è’ِ“x‚ب‚ج‚إپj

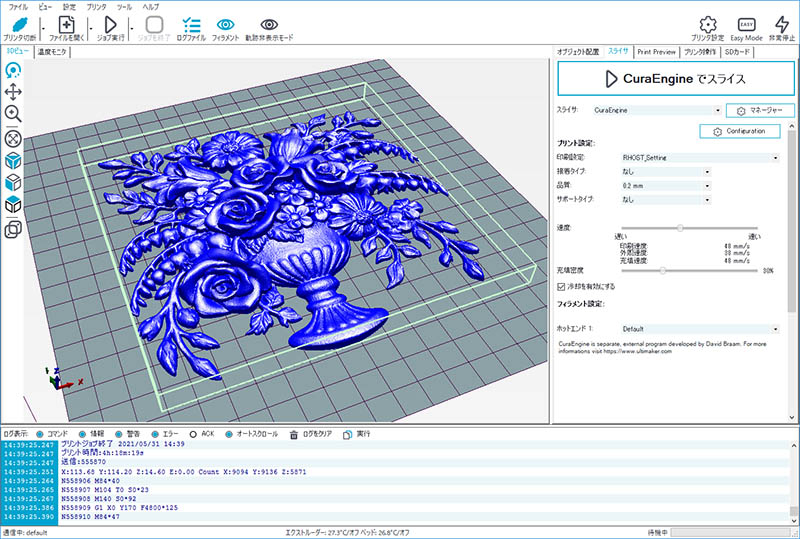
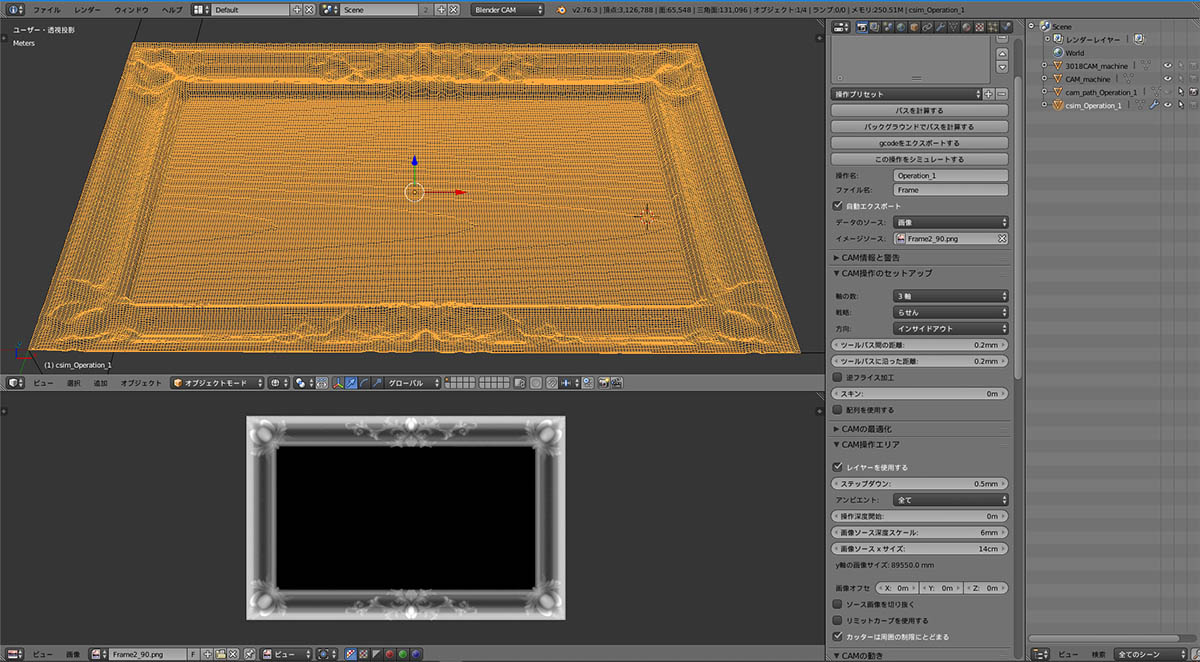
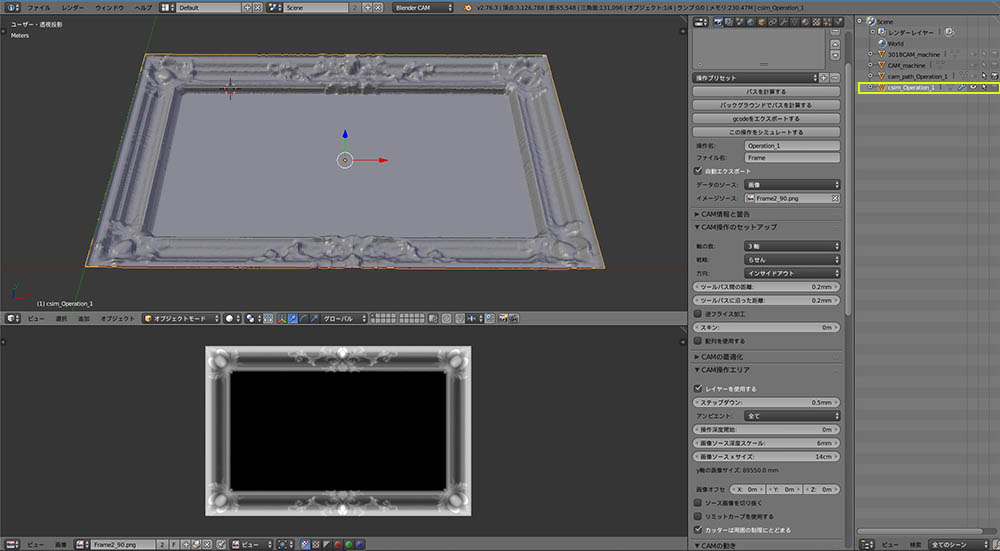
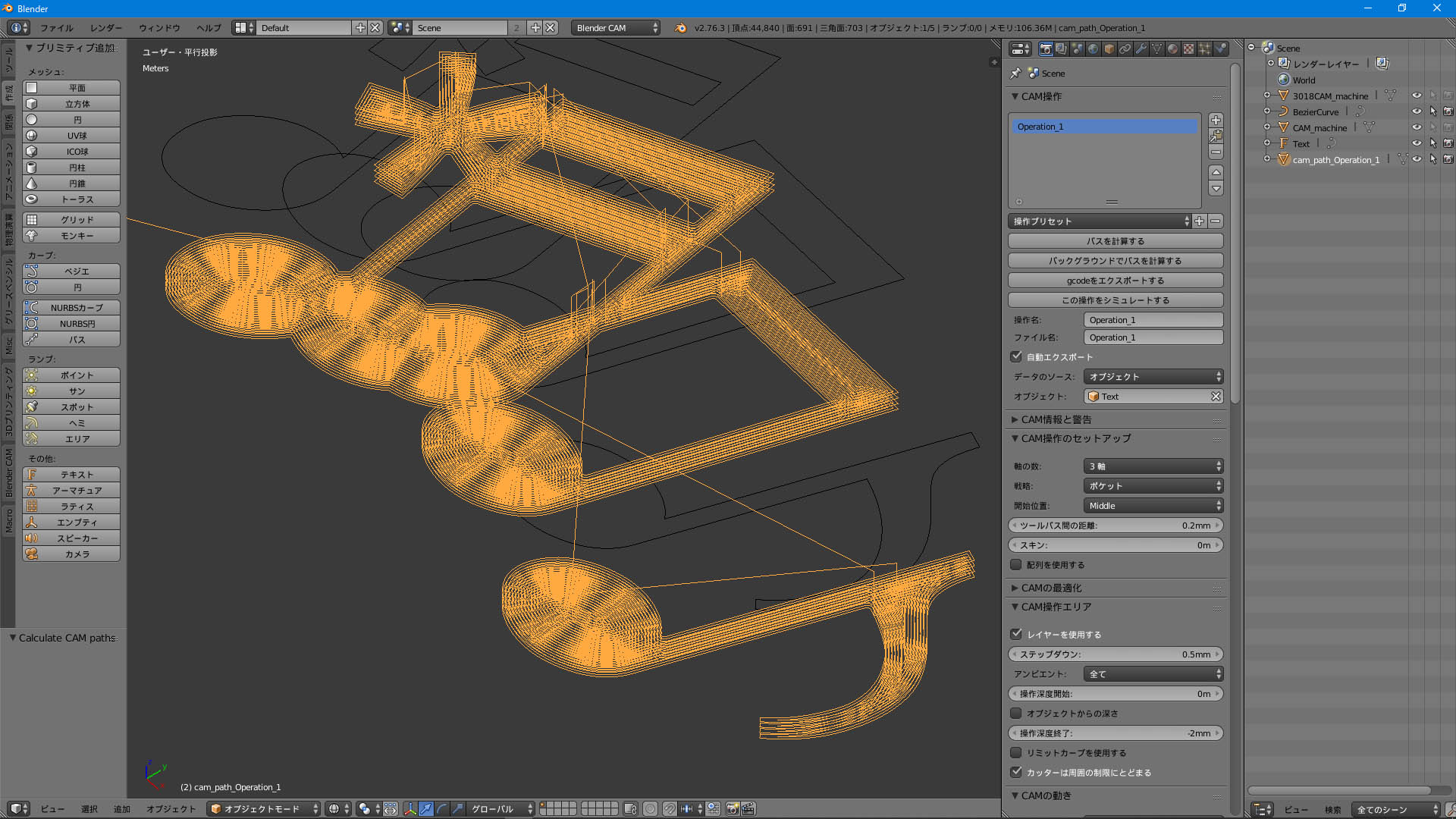
چ¶‰؛‚ج1–‡‚¾‚¯‚ًپA‰•œƒJƒbƒg‚جƒcپ[ƒ‹ƒpƒX‚إگف’肵‚ؤ‚ف‚½پB
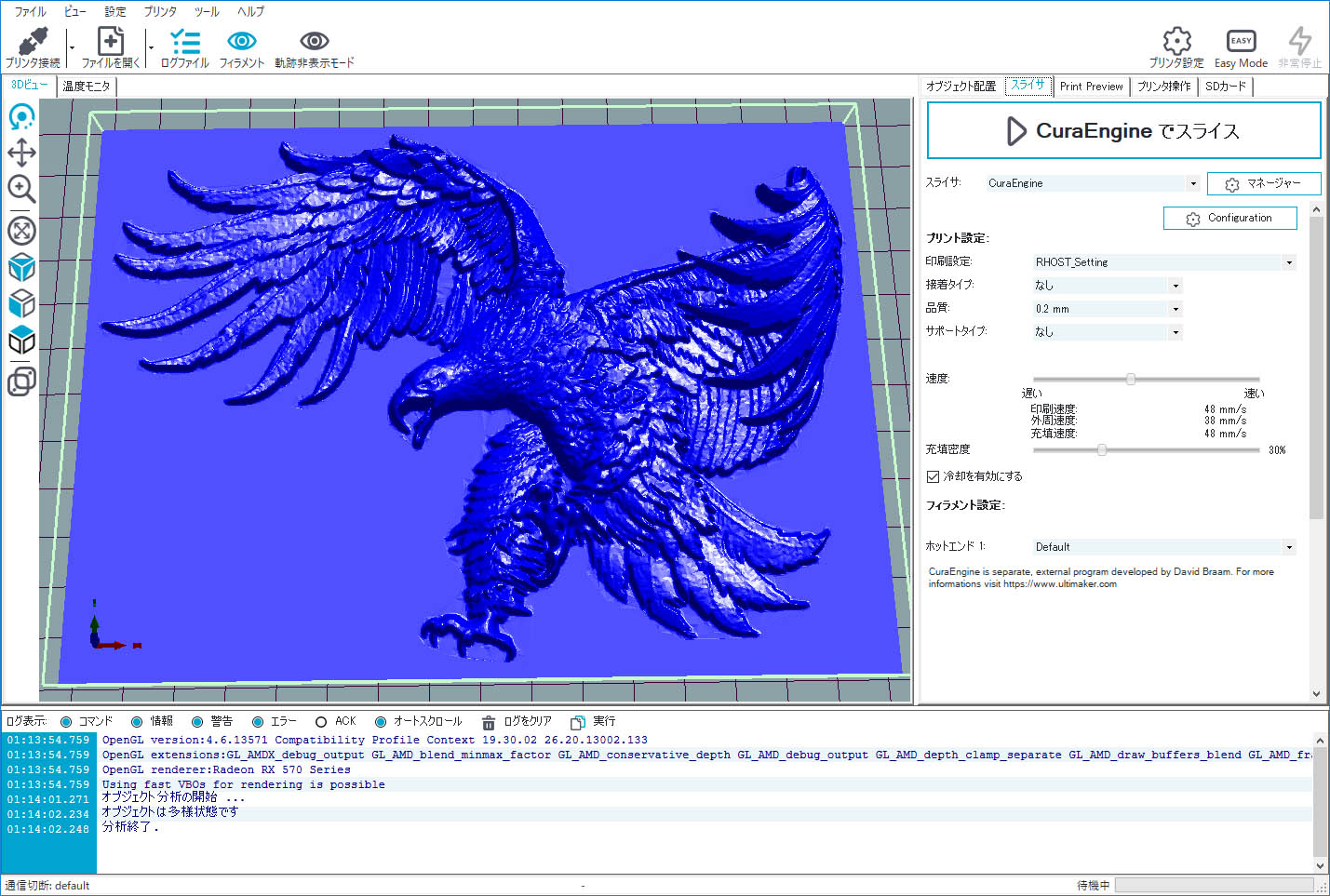
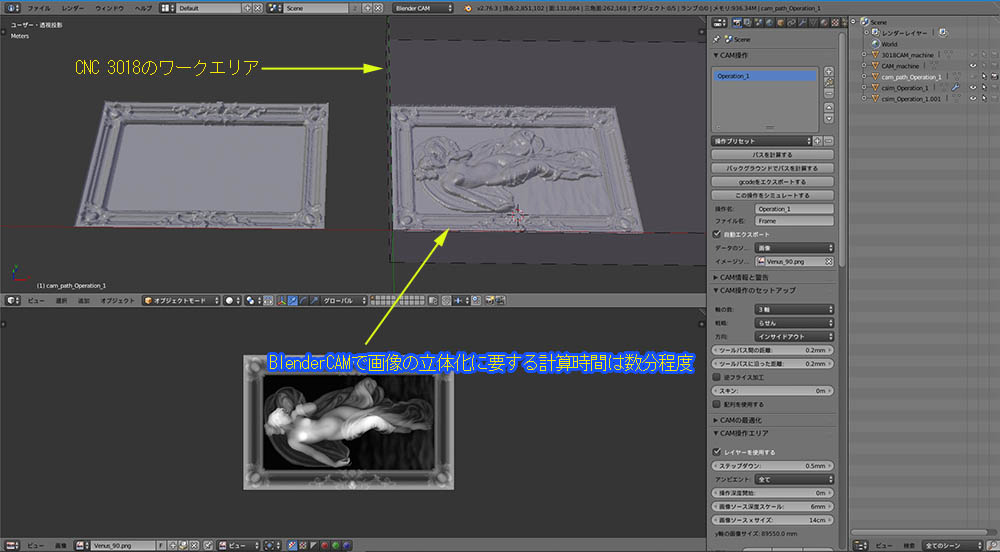
—†گùڈَ‚جƒcپ[ƒ‹ƒpƒX‚ئ”نٹr‚·‚é‚ئپAژٹش‚ھ‚©‚©‚é•ھپA—†گù‚ج•û‚ھٹٹ‚ç‚©‚ةژdڈم‚ھ‚éپB
’¤چڈ‚ة—v‚·‚éژٹش‚ج’·‚³پi60پ~150ƒ~ƒٹپAگ[‚³6ƒ~ƒٹ‚إ10ژٹش’ِ“xپj‚ًچl‚¦‚é‚ئپA‚ئ‚ؤ‚àژہ—pگ«‚ج‚ ‚éƒpƒڈپ[‚ئ‚حŒ¾‚¦‚ب‚¢پI
‚¢‚¸‚ê4030‘ٹ“–‚جƒ}ƒVƒ“‚ًژ©چى‚µ‚ب‚¯‚ê‚خƒXƒgƒŒƒX‚ھ—‚éپB
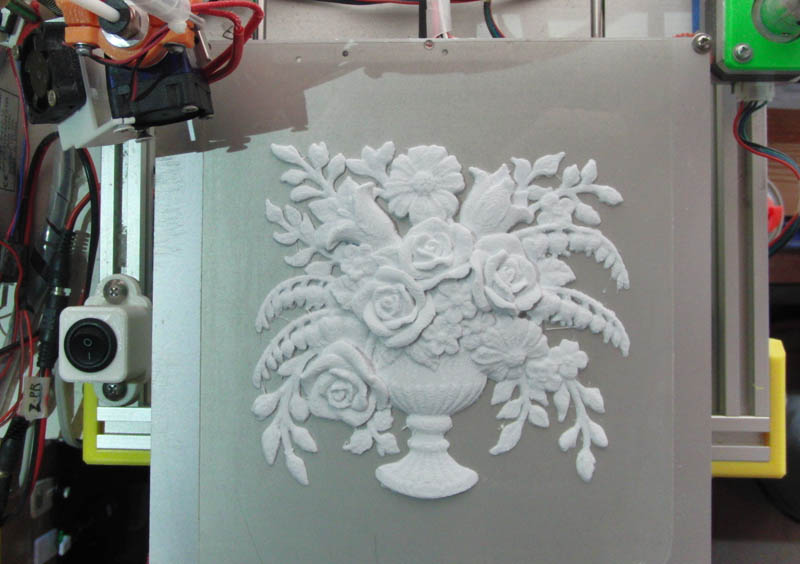
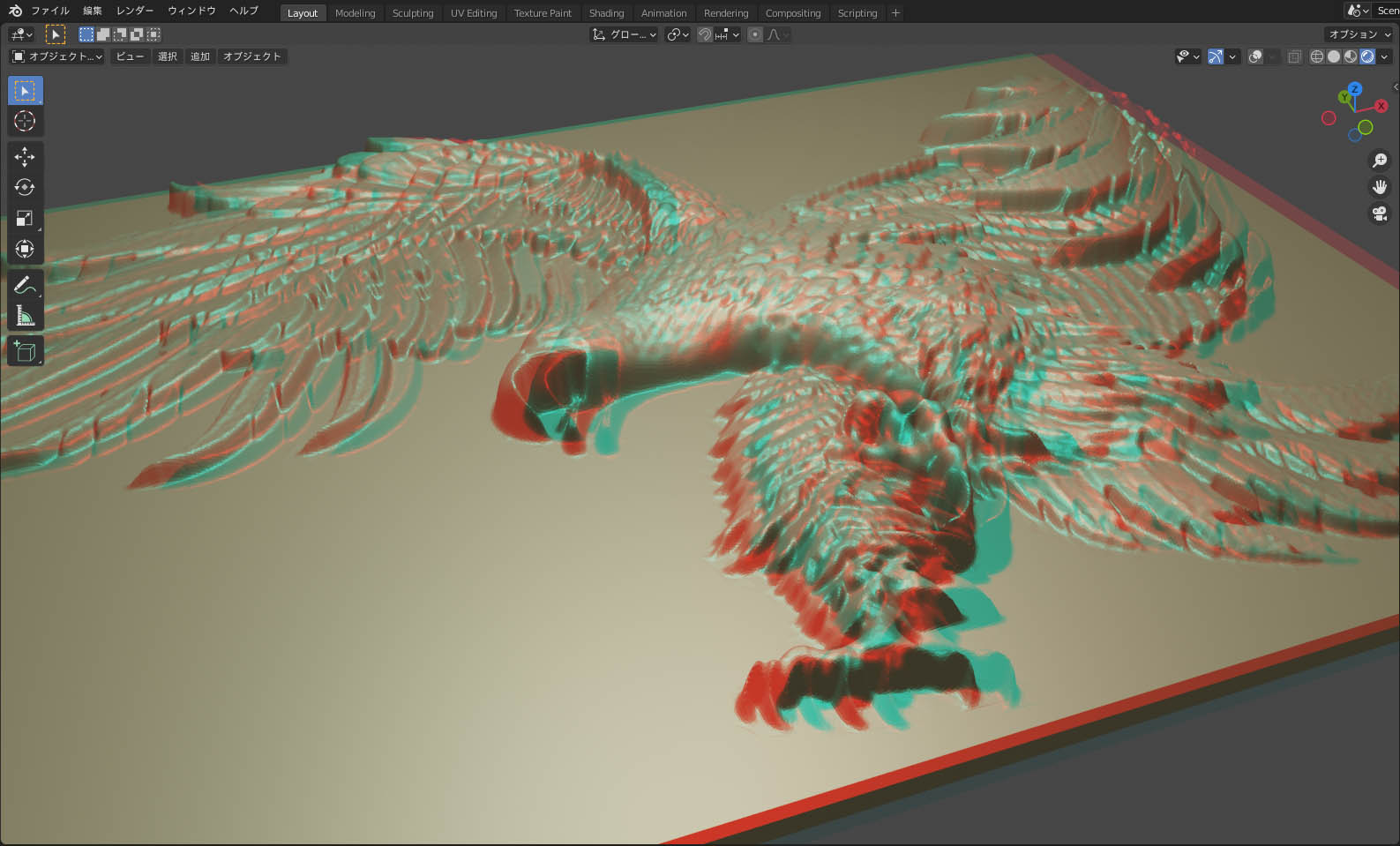
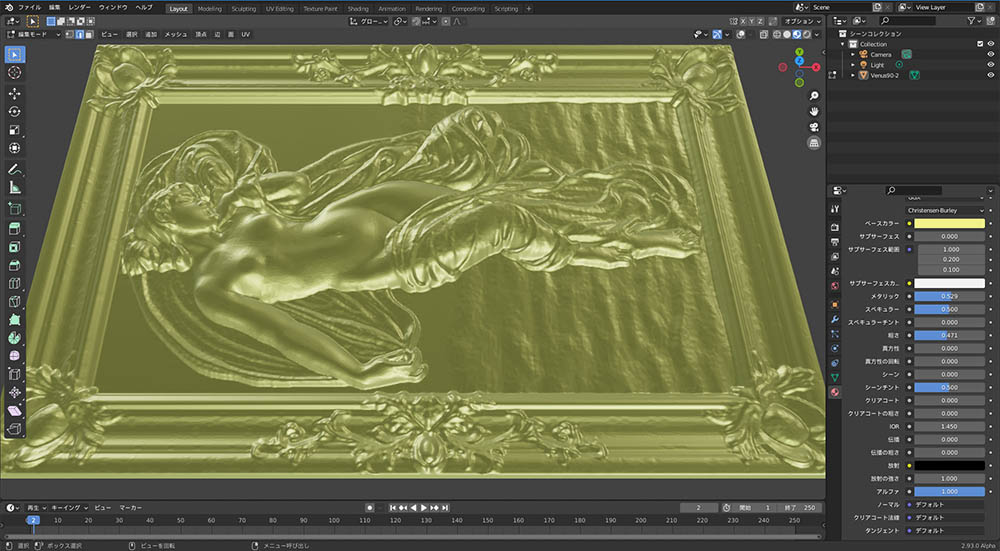
ƒuƒچƒO‚ة“Y•t‚µ‚½‰و‘œ‚إŒ©‚é‚و‚èپAژہ•¨‚ج•û‚ھ‚ح‚é‚©‚ةٹٹ‚ç‚©‚إƒ{ƒٹƒ…پ[ƒ€‚à‚ ‚éپB
NCƒcپ[ƒ‹Œًٹ·ژ‚ج’چˆسپiŒآگl“I”ُ–Yک^پj
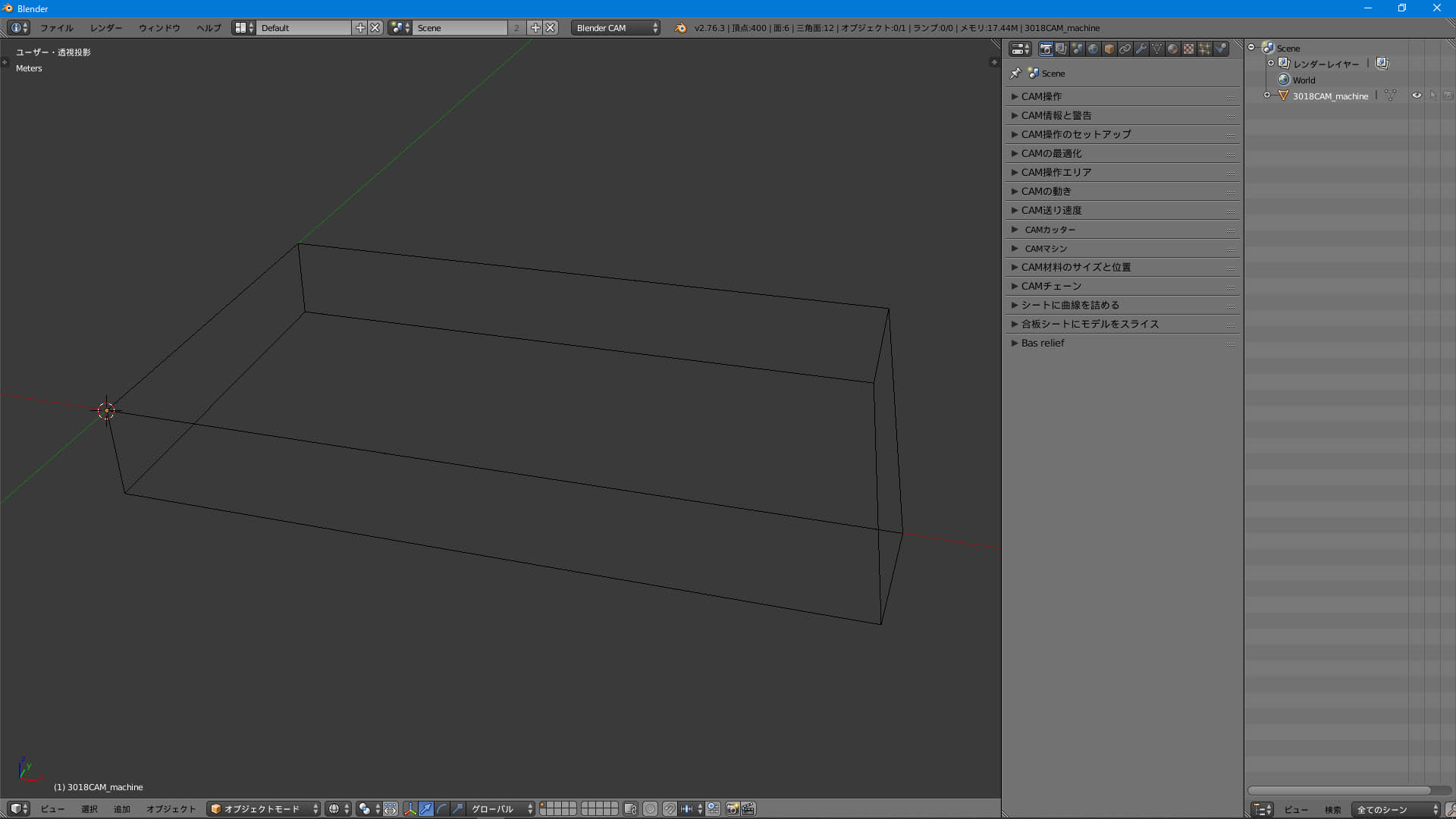
چr’¤‚èڈI—¹Œم‚حپAŒ»چف‚جچہ•Wƒfپ[ƒ^‚ًکM‚éژ–‚ب‚ژdڈم‚°—p‚جƒcپ[ƒ‹‚ةŒًٹ·‚µپAژdڈم‚°’¤‚èƒfپ[ƒ^‚ج“ا‚فچ‚ف‚ًچs‚¤پB
چr’¤‚è‚ھڈI‚ي‚ء‚½Œم‚جپAژdڈم‚°—pƒ~ƒ‹Œًٹ·چى‹ئ‚ئZژ²‚جچؤ0پiƒ[ƒچپjگف’èپB
’¤چڈ‚ئٹ±ڈآ‚µ‚ب‚¢ˆت’u‚إZژ²‚جƒ[ƒچˆت’u‚ًچ‡‚ي‚¹‚éپB
چr’¤‚èٹJژn‘O‚ةگف’肵‚½Zژ²‚جƒ[ƒچˆت’u‚إپAژdڈم‚°—pƒ~ƒ‹‚جZژ²ƒ[ƒچˆت’u‚àگف’è‚·‚éپB
پiŒآگl“I‚ة‚حچق—؟•\–ت‚جƒ[ƒچˆت’u‚و‚èچX‚ة-0.05ƒ~ƒٹ‰؛‚°‚½ˆت’u‚ًژdڈم‚°—p‚جƒ[ƒچˆت’u‚ئ‚µ‚ؤگف’肵‚ؤ‚¢‚éپj
’چˆس‚µ‚ب‚¯‚ê‚خ‚ب‚ç‚ب‚¢‚ج‚ھپAZژ²‚جƒ[ƒچˆت’u’²گ®‚ھڈI‚ي‚ء‚½Œم‚جZژ²ƒٹƒZƒbƒgƒ{ƒ^ƒ“‚ج‰ں‚µٹشˆل‚¢پI
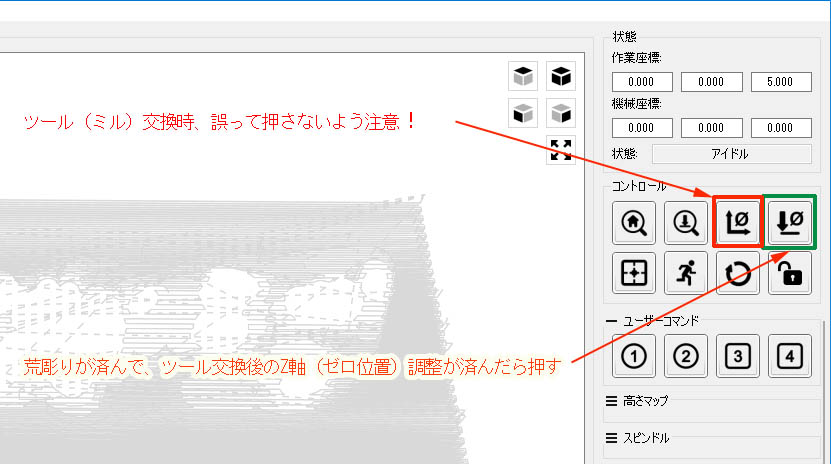
‚¨‚â‚ـ‚ء‚ؤپA—ׂجXYچہ•WƒٹƒZƒbƒgƒ{ƒ^ƒ“‚ً‰ں‚µ‚ؤ‚µ‚ـ‚¤‚ئچr’¤‚è‚ئژdڈم‚°’¤‚è‚جچہ•Wˆت’u‚ھ‹¶‚ء‚ؤ‚µ‚ـ‚¢پAچى‹ئ‚جŒp‘±‚ھ“‚‚ب‚éپB
’چˆسپIپ@‚±‚ê‚ـ‚إ‚جچى•i‚جژdڈم‚ھ‚è‚حپA“–ƒTƒCƒg‚إڈذ‰î‚µ‚½چق—؟‚ئƒcپ[ƒ‹‚ة“¯‚¶‚à‚ج‚ًژg—p‚µ‚½ڈêچ‡‚جŒ‹‰ت‚إ‚·پB
•‰‰×‚ھ‘ه‚«‚¢ڈêچ‡پAƒIپ[ƒoپ[ƒ‰ƒCƒh‚إ‚ج’²گ®‚ھ•K—v‚إ‚·پB
“Y•tƒfپ[ƒ^‚جژg—p‚ة‚و‚éپA‚¢‚©‚ب‚éگس”C‚ً‚à•‰‚¤‚±‚ئ‚حڈo—ˆ‚ـ‚¹‚ٌ
“Y•tƒfپ[ƒ^‚جپA"ara"=چr’¤‚èپA"fin"=ژdڈم‚°’¤‚èƒfپ[ƒ^
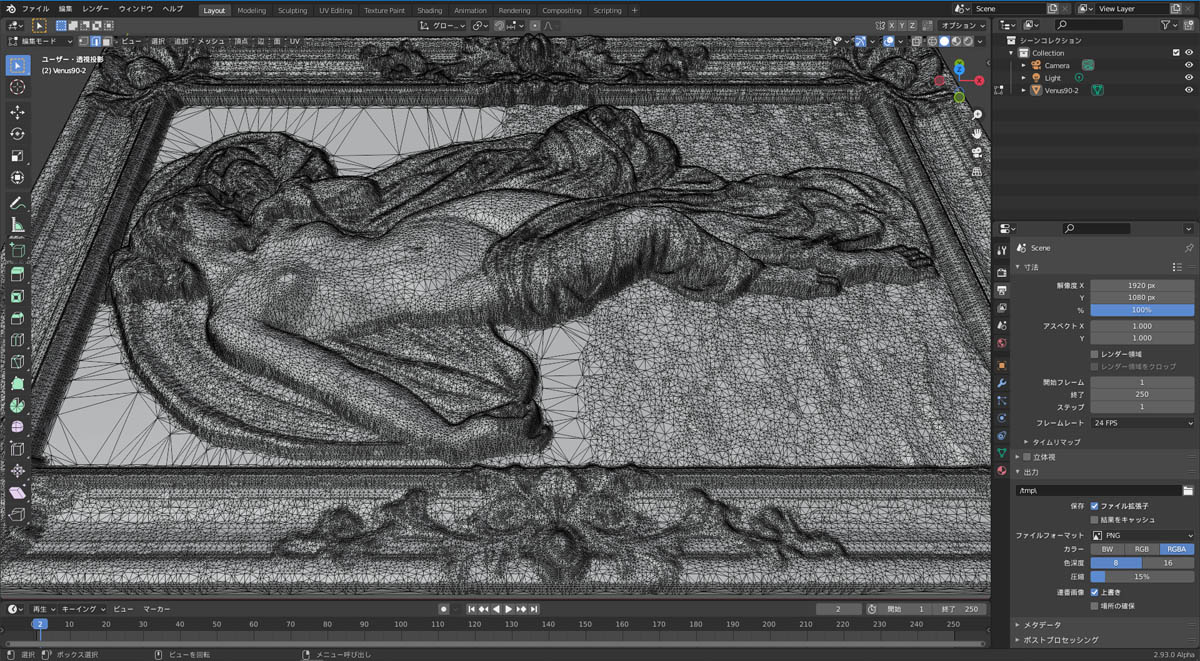
’¤چڈٹg‘ه‰و‘œپi‘œ‚جƒTƒCƒY‚ح4cmپ~13cmژمپj


“Y•tƒtƒ@ƒCƒ‹