”j‘№ӮөӮД“һ’…ӮөӮҪҒuLCDҒvӮрҲшӮ«ҸoӮөӮЙӮ»ӮМӮЬӮЬ•ъ’uӮөӮДӮ ӮБӮҪӮҪӮЯҒAӮҫӮсӮҫӮсӮЖҺиӢ·ӮЙӮИӮиҒA—ҳ—pӮ·Ӯй•ыҢьӮЙҠҒӮрҗШӮБӮҪҒB
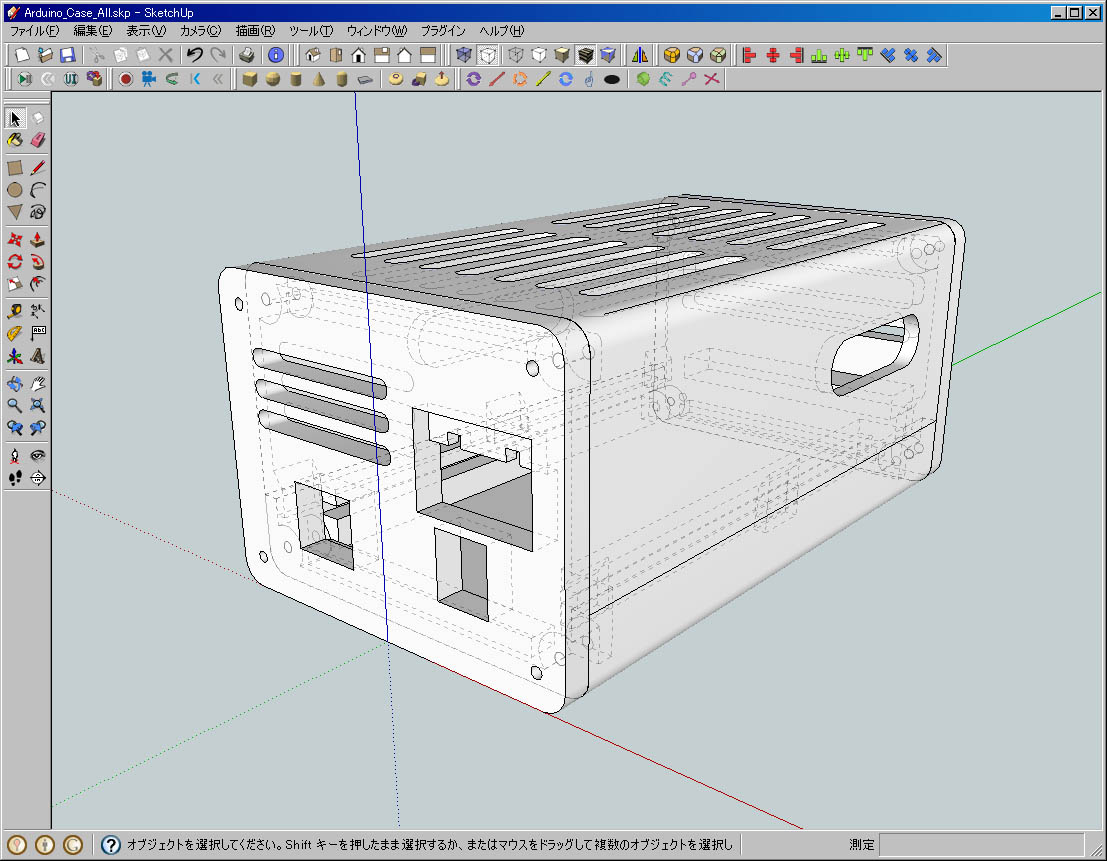
ӮЬӮёӮНҠо”ВӮӘғVғҮҒ[ғgӮөӮИӮў’ц“xӮМҠИҲХғPҒ[ғXӮрғvғҠғ“ғgҒB
ҺҹӮЙӮұӮкӮЬӮЕ—ҳ—pӮөӮДӮ«ӮҪҒuSprinterҒvӮ©ӮзҒAғJғi•\ҺҰӮрғTғ|Ғ[ғgӮөӮҪҒuMerlinҒvӮЦҒuFirmwareҒvӮМҚЪӮ№Ҡ·ӮҰҒB
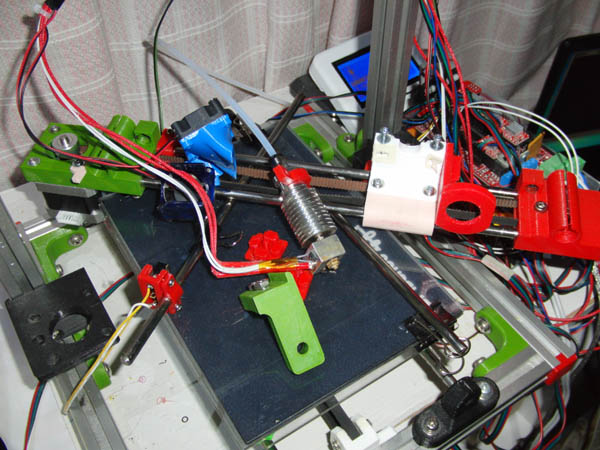
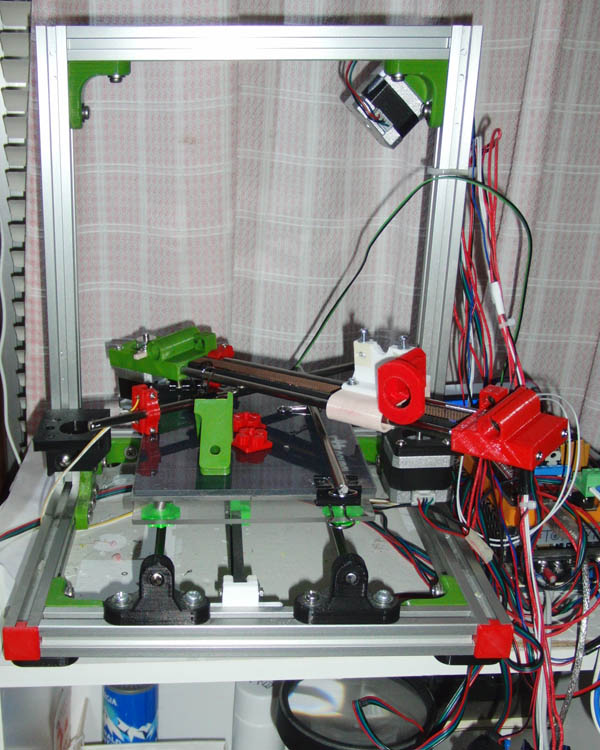
ҒuMerlinҒvӮЕӮМ•ПҚXүУҸҠӮӘ‘ҪӮӯӮДҒAғ`ғFғbғNҳRӮкӮЙӢCӮГӮ©ӮёғzҒ[ғҖғ|ғWғVғҮғ“ӮЦ“®ҚмӮіӮ№ӮҪҸuҠФҒA"ғuғqҒ[ғ“ҒI"ӮЖҢҫӮӨҒA“–ӮДӮВӮҜӮӘӮЬӮөӮўҲЩҸнү№ӮЖӮЖӮаӮЙZҺІӮЖXҺІӮӘҚӮ‘¬ӮЕҲЪ“®ӮөҒAғXғgғbғvӮ·ӮйӮИӮЗӮМғgғүғuғӢӮа•Ўҗ”үсҒB
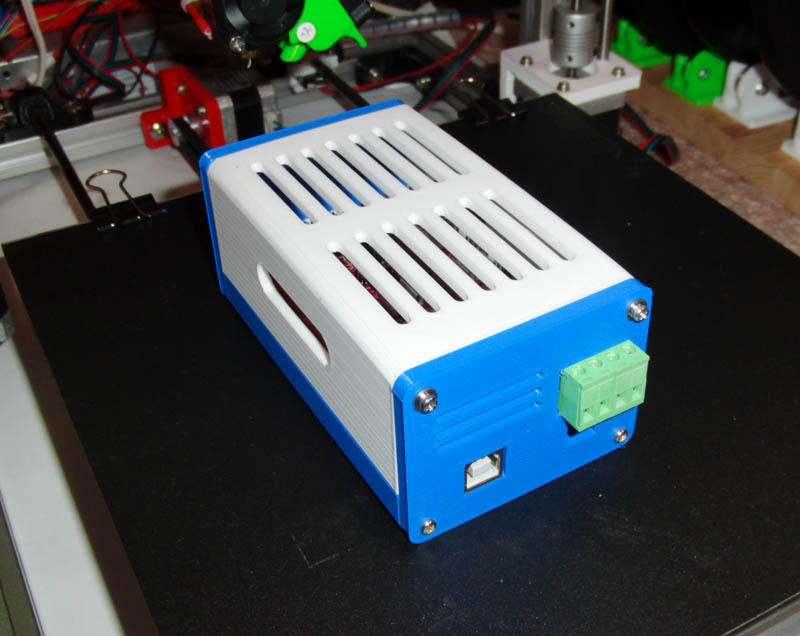
Ң»ҚЭҒA–іҺ–ӮЙҚмӢЖӮрҸIӮҰҒAғvғҠғ“ғgӮӘҚДҠJӮіӮкӮҪҒB
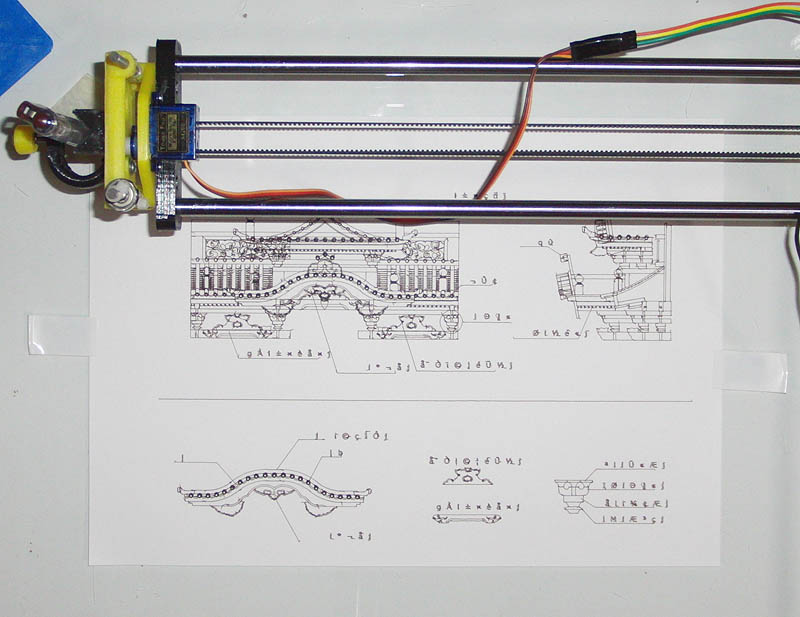
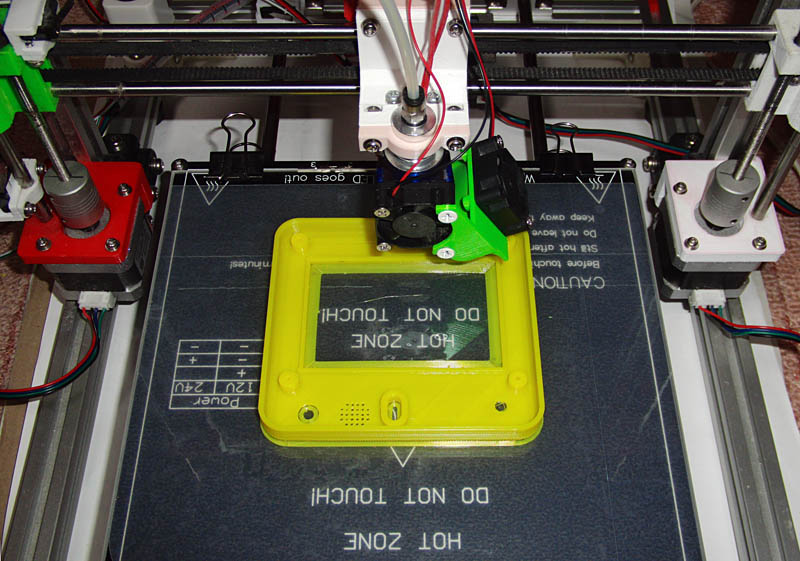
ҒyLCDғpғҸҒ[ONҒz

Ғy–іҺ–ӮЙғJғiӮЕ•\ҺҰӮіӮкӮҪҒz
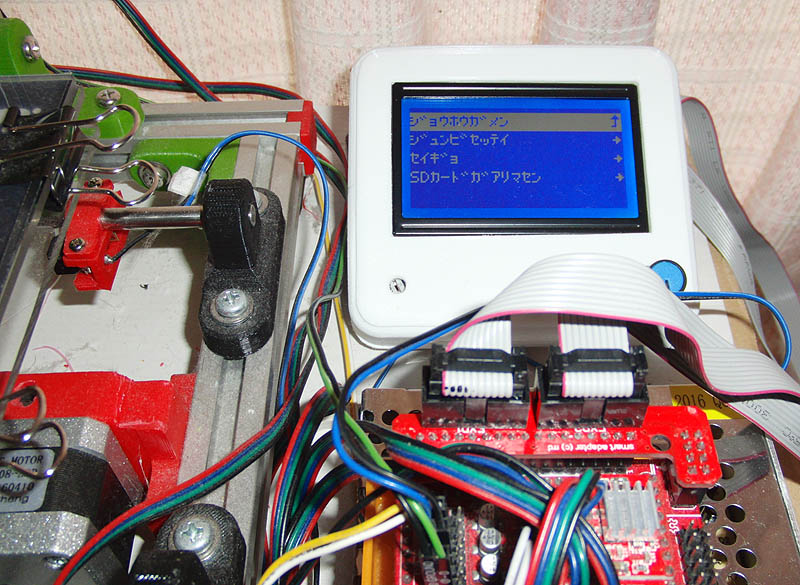
LCDӮЙ•\ҺҰӮіӮкӮйғJғiғҒғjғ…Ғ[ӮМҲк——ӮрүәӮЙҢfӮ°ӮДӮЭӮҪҒB
ҢӢҚ\Ӯ ӮйӮаӮсӮҫӮЖҠЦҗSӮ·ӮйӮұӮЖ•pӮиҒB
----------------------------------------------------
// "ғJҒ[ғhғKғ\ғEғjғ…ғEғTғҢғ}ғVғ^" ("Card inserted")
// "ғJҒ[ғhғKғAғҠғ}ғZғ“" ("Card removed")
// Max length 8 characters
// "ғҒғCғ“" ("Main")
// "ғWғhғEғJғCғV" ("Autostart")
// "ғӮҒ[ғ^Ғ[ғfғ“ғQғ“ ғIғt" ("Disable steppers")
// "ғQғ“ғeғ“ғtғbғL" ("Auto home")
// "XғWғN ғQғ“ғeғ“ғtғbғL" ("Home X")
// "YғWғN ғQғ“ғeғ“ғtғbғL" ("Home Y")
// "ZғWғN ғQғ“ғeғ“ғtғbғL" ("Home Z")
// "ғQғ“ғeғ“ғtғbғLғ`ғ…ғE" ("Homing XYZ")
// "ғҢғxғҠғ“ғOғJғCғV" ("Click to Begin")
// "ғcғMғmғ\ғNғeғCғeғ“ғw" ("Next Point")
// "ғҢғxғҠғ“ғOғJғ“ғҠғҮғE" ("Leveling Done!")
// "ғgғҠғ„ғҒ" ("Cancel")
// "ғLғWғ…ғ“ғIғtғZғbғgғZғbғeғC" ("Set home offsets")
// "ғIғtғZғbғgғKғeғLғҲғEғTғҢғ}ғVғ^" ("Offsets applied")
// "ғLғWғ…ғ“ғZғbғg" ("Set origin")
// "PLA ғҲғlғc" ("Preheat PLA")
// "PLA ғXғxғeғҲғlғc" (" All")
// "PLA ғxғbғhғҲғlғc" (" Bed")
// "ғZғbғeғC" (" conf")
// "ABS ғҲғlғc" ("Preheat ABS")
// "ABS ғXғxғeғҲғlғc" (" All")
// "ABS ғxғbғhғҲғlғc" (" Bed")
// "ғZғbғeғC" (" conf")
// "ғJғlғcғeғCғV" ("Cooldown")
// "ғfғ“ғQғ“ ғIғ“" ("Switch power on")
// "ғfғ“ғQғ“ ғIғt" ("Switch power off")
// "ғIғVғ_ғV" ("Extrude")
// "ғqғLғRғ~ғZғbғeғC" ("Retract")
// "ғWғNғCғhғE" ("Move axis")
// "ғxғbғhғҢғxғҠғ“ғO" ("Level bed")
// "XғWғN ғCғhғE" ("Move X")
// "YғWғN ғCғhғE" ("Move Y")
// "ZғWғN ғCғhғE" ("Move Z")
// "ғGғNғXғgғӢҒ[ғ_Ғ[" ("Extruder")
// "0.1mm ғCғhғE" ("Move 0.1mm")
// " 1mm ғCғhғE" ("Move 1mm")
// " 10mm ғCғhғE" ("Move 10mm")
// "ғ\ғNғh" ("Speed")
// "ZғIғtғZғbғg" ("Bed Z")
// "ғmғYғӢ" ("Nozzle")
// "ғxғbғh" ("Bed")
// "ғtғ@ғ“ғ\ғNғh" ("Fan speed")
// "ғgғVғ…ғcғҠғҮғE" ("Flow")
// "ғZғCғMғҮ" ("Control")
// " ғTғCғeғC" (" Min")
// " ғTғCғRғE" (" Max")
// " ғtғ@ғNғ^Ғ[" (" Fact")
// "ғWғhғEғIғ“ғhғZғCғMғҮ" ("Autotemp")
// "ғWғhғEғIғ“ғh" ("Autotemp")
// "ғIғ“ " ("On ")
// "ғIғt " ("Off")
// "ғZғ“ғ^ғN" ("Select")
// "ғJғ\ғNғh mm/s2" ("Accel")
// "XғWғN ғ„ғNғh mm/s" ("Vx-jerk")
// "YғWғN ғ„ғNғh mm/s" ("Vy-jerk")
// "ZғWғN ғ„ғNғh mm/s" ("Vz-jerk")
// "ғGғNғXғgғӢҒ[ғ_Ғ[ ғ„ғNғh" ("Ve-jerk")
// "ғTғCғ_ғCғIғNғҠғ\ғNғh " ("Vmax ")
// "ғTғCғVғҮғEғIғNғҠғ\ғNғh" ("Vmin")
// "ғTғCғVғҮғEғCғhғEғ\ғNғh" ("VTrav min")
// "ғTғCғ_ғCғJғ\ғNғh " ("Amax ")
// "ғJғ\ғNғh" ("Accel")
// "XYғWғN ғ„ғNғh" ("Vx-jerk")
// "XYғWғN ғ„ғNғh" ("Vy-jerk")
// "ZғWғN ғ„ғNғh" ("Vz-jerk")
// "E ғ„ғNғh" ("Ve-jerk")
// "maxғIғNғҠғ\ғNғh" ("Vmax ")
// "minғIғNғҠғ\ғNғh" ("Vmin")
// "minғCғhғEғ\ғNғh" ("VTrav min")
// "maxғJғ\ғN " ("Amax ")
// "ғqғLғRғ~ғJғ\ғNғh" ("A-retract")
// "ғCғhғEғJғ\ғNғh" ("A-travel")
// "ғIғ“ғh" ("Temperature")
// "ғEғSғLғZғbғeғC" ("Motion")
// "ғtғBғүғҒғ“ғg" ("Filament")
// "ғtғBғүғҒғ“ғgғ`ғҮғbғPғC" ("Fil. Dia.")
// "ғtғBғүғҒғ“ғgғPғC" ("Fil. Dia.")
// "LCDғRғ“ғgғүғXғg" ("LCD contrast")
// "ғҒғӮғҠғwғJғNғmғE" ("Store memory")
// "ғҒғӮғҠғJғүғҲғ~ғRғ~" ("Load memory")
// "ғZғbғeғCғҠғZғbғg" ("Restore failsafe")
// "ғҠғtғҢғbғVғ…" ("Refresh")
// "ғWғҮғEғzғEғKғҒғ“" ("Info screen")
// "ғWғ…ғ“ғrғZғbғeғC" ("Prepare")
// "ғ`ғҮғEғZғC" ("Tune")
// "ғCғ`ғWғeғCғV" ("Pause print")
// "ғvғҠғ“ғgғTғCғJғC" ("Resume print")
// "ғvғҠғ“ғgғeғCғV" ("Stop print")
// "SDғJҒ[ғhғJғүғvғҠғ“ғg" ("Print from SD")
// "SDғJҒ[ғhғKғAғҠғ}ғZғ“" ("No SD card")
// "ғLғ…ғEғV" ("Sleep...")
// "ғVғoғүғNғIғ}ғ`ғNғ_ғTғC" ("Wait for user...")
// "ғvғҠғ“ғgғTғCғJғC" ("Resuming print")
// "ғvғҠғ“ғgғKғ`ғ…ғEғVғTғҢғ}ғVғ^" ("Print aborted")
// "ғEғSғLғ}ғZғ“" ("No move.")
// "ғqғWғҮғEғeғCғV" ("KILLED. ")
// "ғeғCғVғVғ}ғVғ^" ("STOPPED. ")
// "ғqғLғRғ~ғҠғҮғE mm" ("Retract mm")
// "ғqғLғRғ~ғҠғҮғES mm" ("Swap Re.mm")
// "ғqғLғRғ~ғ\ғNғh mm/s" ("Retract V")
// "ғmғYғӢғ^ғCғq mm" ("Hop mm")
// "ғzғVғҮғEғҠғҮғE mm" ("UnRet +mm")
// "ғzғVғҮғEғҠғҮғES mm" ("S UnRet+mm")
// "ғzғVғҮғEғ\ғNғh mm/s" ("UnRet V")
// "ғqғLғRғ~ғҠғҮғE" ("Retract mm")
// "ғqғLғRғ~ғҠғҮғES" ("Swap Re.mm")
// "ғqғLғRғ~ғ\ғNғh" ("Retract V")
// "ғmғYғӢғ^ғCғq" ("Hop mm")
// "ғzғVғҮғEғҠғҮғE" ("UnRet +mm")
// "ғzғVғҮғEғҠғҮғES" ("S UnRet+mm")
// "ғzғVғҮғEғ\ғNғh" ("UnRet V")
// "ғWғhғEғqғLғRғ~" ("AutoRetr.")
// "ғtғBғүғҒғ“ғgғRғEғJғ“" ("Change filament")
// "SDғJҒ[ғhғTғCғҲғ~ғRғ~" ("Init. SD card")
// "SDғJҒ[ғhғRғEғJғ“" ("Change SD card")
// "ZғvғҚҒ[ғu ғxғbғhғKғC" ("Z probe out. bed")
// "BLTouch ғWғRғVғ“ғ_ғ“" ("BLTouch Self-Test")
// "BLTouch ғZғӢғtғeғXғg" ("BLTouch Self-Test")
// "BLTouch ғҠғZғbғg" ("Reset BLTouch")
// "ғTғLғj" ("Home") // Used as MSG_HOME " " MSG_X MSG_Y MSG_Z " " MSG_FIRST
// "ғ’ғtғbғLғTғZғeғNғ_ғTғC" ("first")
// "ғ’ғtғbғLғTғZғҲ" ("first")
// "ZғIғtғZғbғg" ("Z Offset")
// "XғWғN ғrғhғE" ("Babystep X")
// "YғWғN ғrғhғE" ("Babystep Y")
// "ZғWғN ғrғhғE" ("Babystep Z")
// "ғCғhғEғQғ“ғJғCғPғ“ғ`ғLғmғE" ("Endstop abort")
// "ғCғhғEғQғ“ғJғCғPғ“ғ`" ("Endstop abort")
// "ғJғlғcғVғbғpғC" ("Heating failed")
// "ғGғүҒ[:ғWғҮғEғ`ғҮғEғTҒ[ғ~ғXғ^Ғ[ғLғmғE" ("Err: REDUNDANT TEMP")
// "ғGғүҒ[:ғWғҮғEғ`ғҮғEғTҒ[ғ~ғXғ^" ("Err: REDUNDANT TEMP")
// "ғlғcғ{ғEғ\ғE" ("THERMAL RUNAWAY")
// "ғGғүҒ[:ғTғCғRғEғIғ“ғ`ғҮғEғJ" ("Err: MAXTEMP")
// "ғGғүҒ[:ғTғCғeғCғIғ“ғ~ғ}ғ“" ("Err: MINTEMP")
// "ғGғүҒ[:ғxғbғh ғTғCғRғEғIғ“ғ`ғҮғEғJ" ("Err: MAXTEMP BED")
// "ғGғүҒ[:ғxғbғh ғTғCғeғCғIғ“ғ~ғ}ғ“" ("Err: MINTEMP BED")
// "ғGғүҒ[:ғxғbғh ғTғCғRғEғIғ“" ("Err: MAXTEMP BED")
// "ғGғүҒ[:ғxғbғh ғTғCғeғCғIғ“" ("Err: MINTEMP BED")
// "ғTғLғj XY ғ’ғtғbғLғTғZғeғNғ_ғTғC" or "ғTғLғj XY ғ’ғtғbғLғTғZғҲ" ("G28 Z Forbidden")
// "ғvғҠғ“ғ^Ғ[ғnғeғCғVғVғ}ғVғ^" ("PRINTER HALTED")
// "ғҠғZғbғgғVғeғNғ_ғTғC" ("Please reset")
// One character only
// One character only
// One character only
// "ғJғlғcғ`ғ…ғE" ("Heating...")
// "ғJғlғcғJғ“ғҠғҮғE" ("Heating done.")
// "ғxғbғh ғJғlғcғ`ғ…ғE" ("Bed Heating.")
// "ғxғbғh ғJғlғcғJғ“ғҠғҮғE" ("Bed done.")
// "ғfғӢғ^ ғRғEғZғC" ("Delta Calibration")
// "XғWғN ғRғEғZғC" ("Calibrate X")
// "YғWғN ғRғEғZғC" ("Calibrate Y")
// "ZғWғN ғRғEғZғC" ("Calibrate Z")
// "ғ`ғ…ғEғVғ“ ғRғEғZғC" ("Calibrate Center")
// "ғRғmғvғҠғ“ғ^Ғ[ғjғcғCғe" ("About Printer")
// "ғvғҠғ“ғ^Ғ[ғWғҮғEғzғE" ("Printer Info")
// "ғvғҠғ“ғgғWғҮғEғLғҮғE" ("Printer Stats")
// "ғZғCғMғҮғPғCғWғҮғEғzғE" ("Board Info")
// "ғTҒ[ғ~ғXғ^Ғ[" ("Thermistors")
// "ғGғNғXғgғӢҒ[ғ_Ғ[ғXғE" ("Extruders")
// "ғ{Ғ[ғҢҒ[ғg" ("Baud")
// "ғvғҚғgғRғӢ" ("Protocol")
// "ғLғҮғEғ^ғCғiғCғVғҮғEғҒғC ғIғ“" ("Case light on")
// "ғLғҮғEғ^ғCғiғCғVғҮғEғҒғC ғIғt" ("Case light off")
// "ғvғҠғ“ғgғXғE" ("Print Count")
// "ғJғ“ғҠғҮғEғXғE" ("Completed")
// "ғvғҠғ“ғgғWғJғ“ғӢғCғPғC" ("Total print time")
// "ғTғCғ`ғҮғEғvғҠғ“ғgғWғJғ“" ("Longest job time")
// "ғtғBғүғҒғ“ғgғVғҲғEғҠғҮғEғӢғCғPғC" ("Extruded total")
// "ғtғBғүғҒғ“ғgғ\ғEғVғҲғEғҠғҮғE" ("Extruded")
// "ғZғbғeғCғTғCғeғCғIғ“" ("Min Temp")
// "ғZғbғeғCғTғCғRғEғIғ“" ("Max Temp")
// "ғfғ“ғQғ“ғVғ…ғxғc" ("Power Supply")
// "ғfғ“ғQғ“" ("Power Supply")
// "ғӮҒ[ғ^Ғ[ғNғhғEғҠғҮғN" ("Drive Strength")
// "DACғVғ…ғcғҠғҮғN %" ("Driver %")
// "DACғVғ…ғcғҠғҮғN" ("Driver %")
// "ғҒғӮғҠғwғJғNғmғE" ("DAC EEPROM Write")
// "ғtғBғүғҒғ“ғgғRғEғJғ“" ("CHANGE FILAMENT")
// "ғhғEғTғ’ғZғ“ғ^ғNғVғeғNғ_ғTғC" ("CHANGE OPTIONS:")
// "ғTғүғjғIғVғ_ғX" ("Extrude more")
// "ғvғҠғ“ғgғTғCғJғC" ("Resume print")
// "ғRғEғJғ“ғ’ғJғCғVғVғ}ғX" ("Wait for start")
// "ғVғoғүғNғIғ}ғ`ғNғ_ғTғC" ("of the filament")
// "ғtғBғүғҒғ“ғgғkғLғ_ғVғ`ғ…ғE" ("Wait for")
// "ғVғoғүғNғIғ}ғ`ғNғ_ғTғC" ("filament unload")
// "ғtғBғүғҒғ“ғgғ’ғ\ғEғjғ…ғEғV," ("Insert filament")
// "ғNғҠғbғNғXғӢғgғ]ғbғRғEғVғ}ғX" ("and press button")
// "ғtғBғүғҒғ“ғgғ\ғEғeғ“ғ`ғ…ғE" ("Wait for")
// "ғVғoғүғNғIғ}ғ`ғNғ_ғTғC" ("filament load")
// "ғtғBғүғҒғ“ғgғIғVғ_ғVғ`ғ…ғE" ("Wait for")
// "ғVғoғүғNғIғ}ғ`ғNғ_ғTғC" ("filament extrude")
// "ғvғҠғ“ғgғ’ғTғCғJғCғVғ}ғX" ("Wait for print")
// "ғVғoғүғNғIғ}ғ`ғNғ_ғTғC" ("to resume")
// "ғRғEғJғ“ғ’ғJғCғVғVғ}ғX" ("Please wait...")
// "ғtғBғүғҒғ“ғgғkғLғ_ғVғ`ғ…ғE" ("Ejecting...")
// "ғ\ғEғjғ…ғEғV,ғNғҠғbғNғVғeғNғ_ғTғC" ("Insert and Click")
// "ғ\ғEғjғ…ғEғV,ғNғҠғbғNғZғҲ" ("Insert and Click")
// "ғtғBғүғҒғ“ғgғ\ғEғeғ“ғ`ғ…ғE" ("Loading...")
// "ғtғBғүғҒғ“ғgғIғVғ_ғVғ`ғ…ғE" ("Extruding...")
// "ғvғҠғ“ғgғ’ғTғCғJғCғVғ}ғX" ("Resuming...")
----------------------------------------------------



 “Y•tғtғ@ғCғӢ
“Y•tғtғ@ғCғӢ