|
—хүҝ”ЕӮМ3DғvғҠғ“ғ^Ғ[ӮӘ“НӮўӮҪҒB
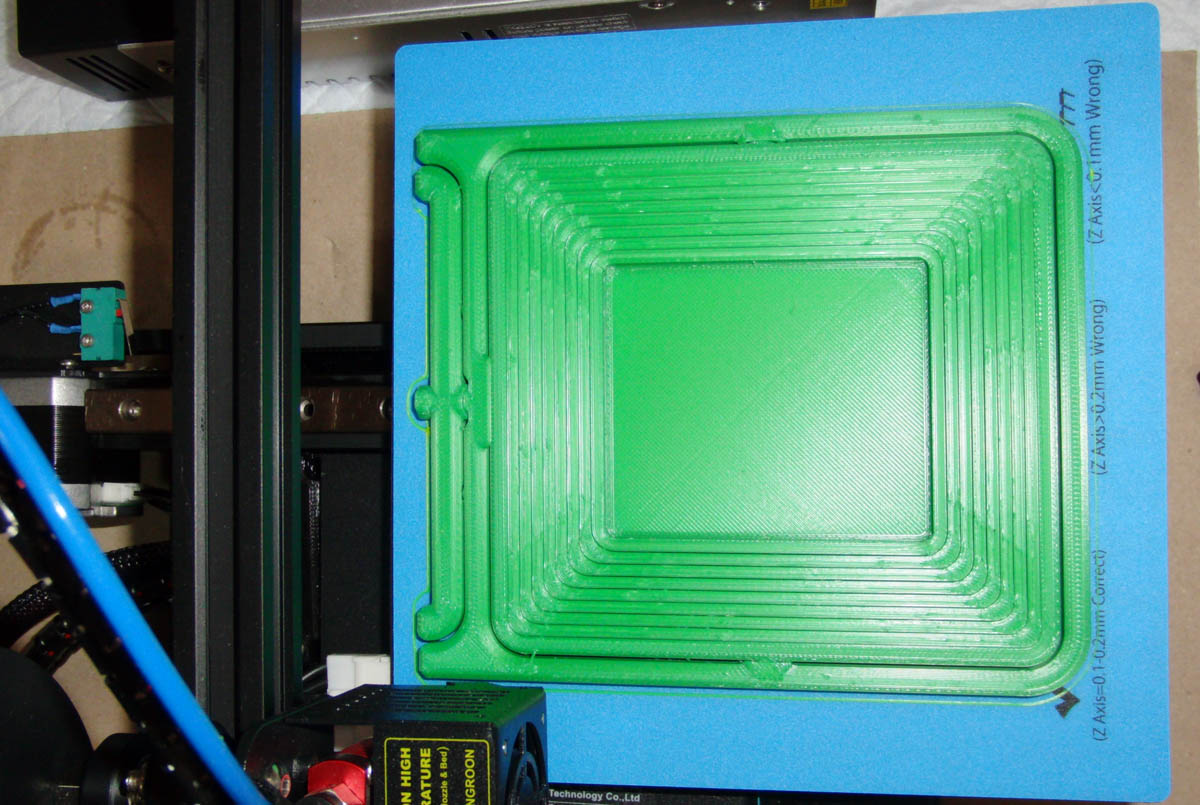
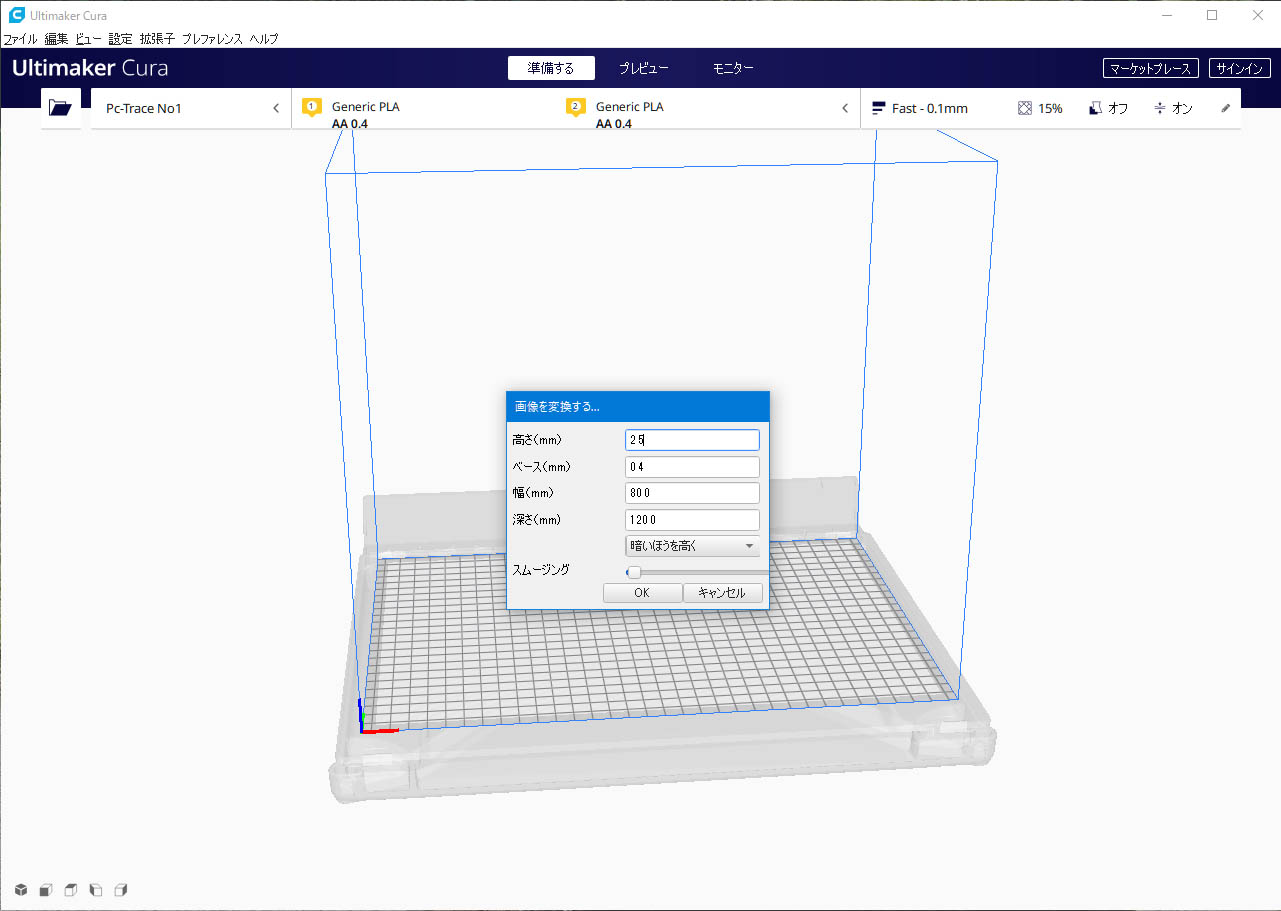
Ҹ¬Ң^ӮИӮӘӮз180Ӯҳ180Ӯҳ180ӮМғӮғfғӢӮрғvғҠғ“ғgӮЕӮ«ӮйҒB
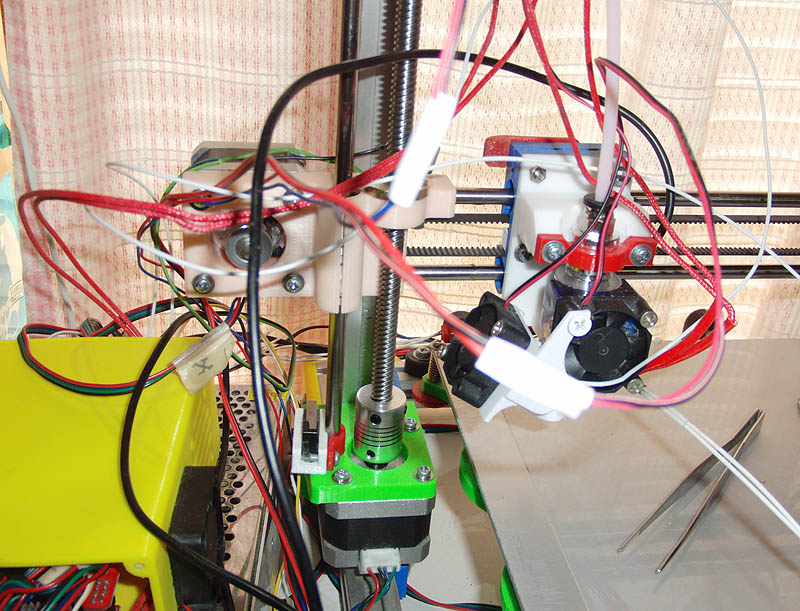
ҢҳҳSӮИғXғ`Ғ[ғӢӮМвһ‘МӮЙғAғӢғ~ӮМҺx’ҢҒiғKғ“ғgғҠҒ[ҒjҒAғҠғjғAғXғүғCғ_Ғ[ӮНғvғүғbғgғtғHҒ[ғҖ’ҶүӣӮЙ1–{ӮҫӮҜ”z’uӮіӮкҒAҢ©ӮДӮӯӮкӮМ•sҲА’иӮіӮЖӮН— • ӮЙҚ¶үEӮМғOғүӮВӮ«ӮИӮЗҠF–іҒB
ҲАӮБӮЫӮіӮНӮИӮӯҒAҺ©ҚмӮҫӮЖ”{ҠzҸoӮөӮДӮаҚмӮкӮ»ӮӨӮЙӮИӮўҒB
ҒEҒEӮИӮМӮЕҒA’ЗүБӮЕҺ©•Ә—pӮМӮаӮМӮаҚw“ьӮөӮДҗ«”\ӮрҺҺӮөӮДӮЭӮйҺ–ӮЙӮөӮҪҒB
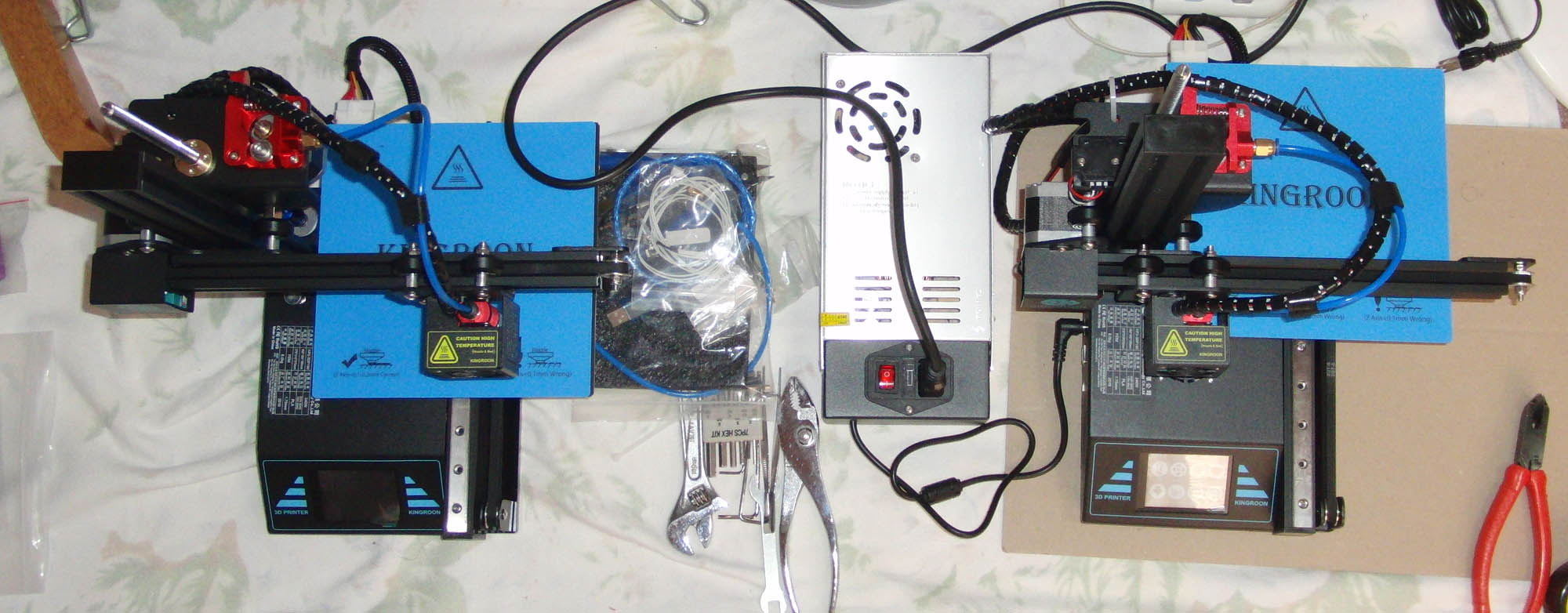
Қ¶ӮӘ—FҗlӮЕҒAүEӮӘҺ©•Ә—p

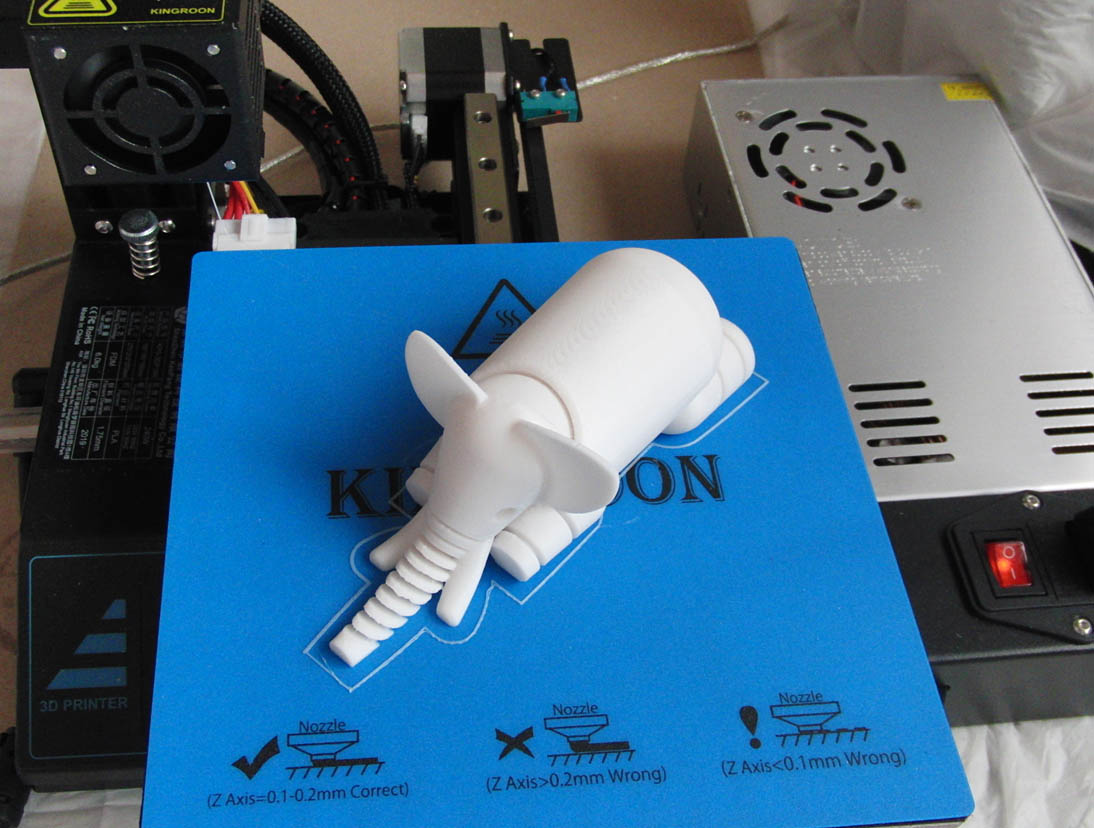
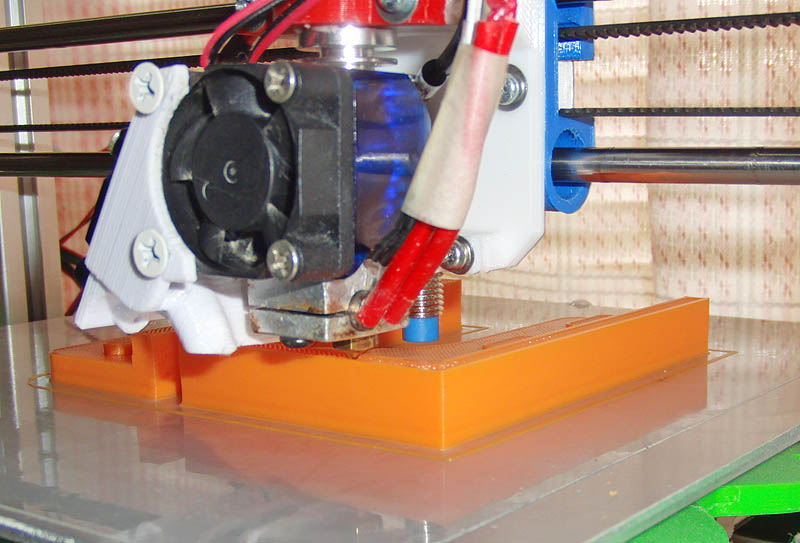
•t‘®ӮМғXғ`Ғ[ғӢҗ»ғXғvҒ[ғӢғtғHғӢғ_Ғ[ҒB
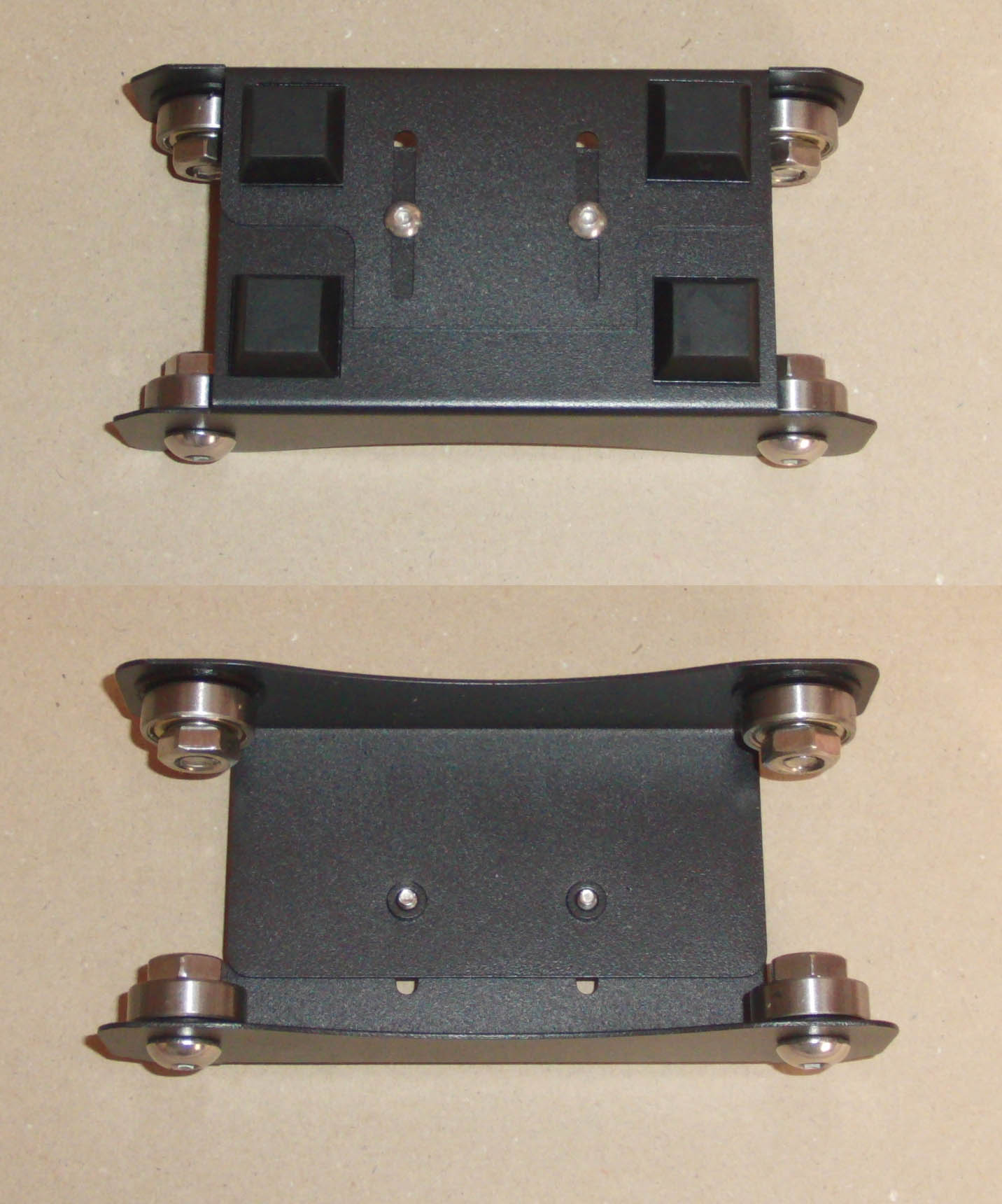
2‘д“ҜҺһӮЙ‘gӮЭ—§ӮДӮЖ’Іҗ®ӮрҚПӮЬӮ·ҒB
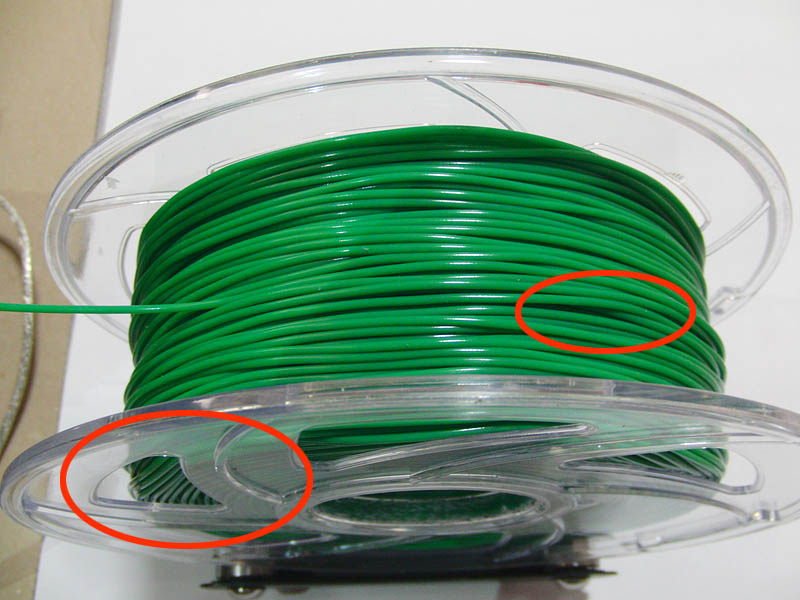
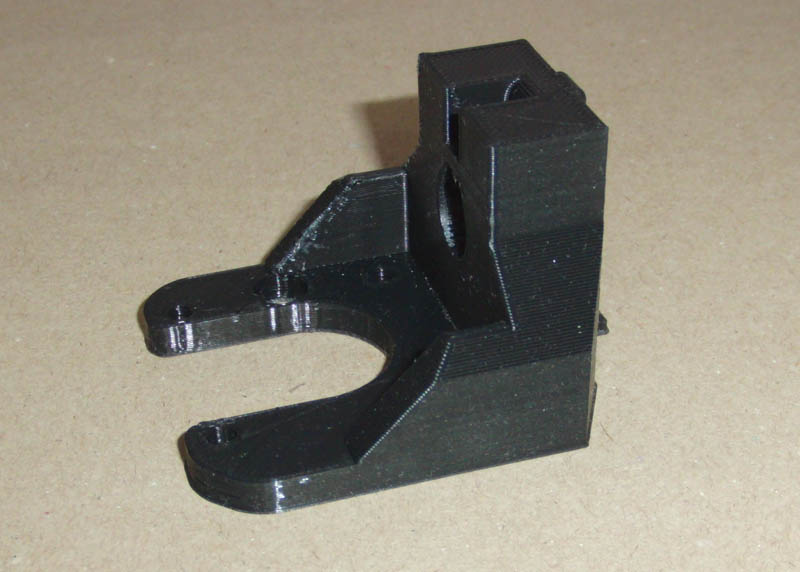
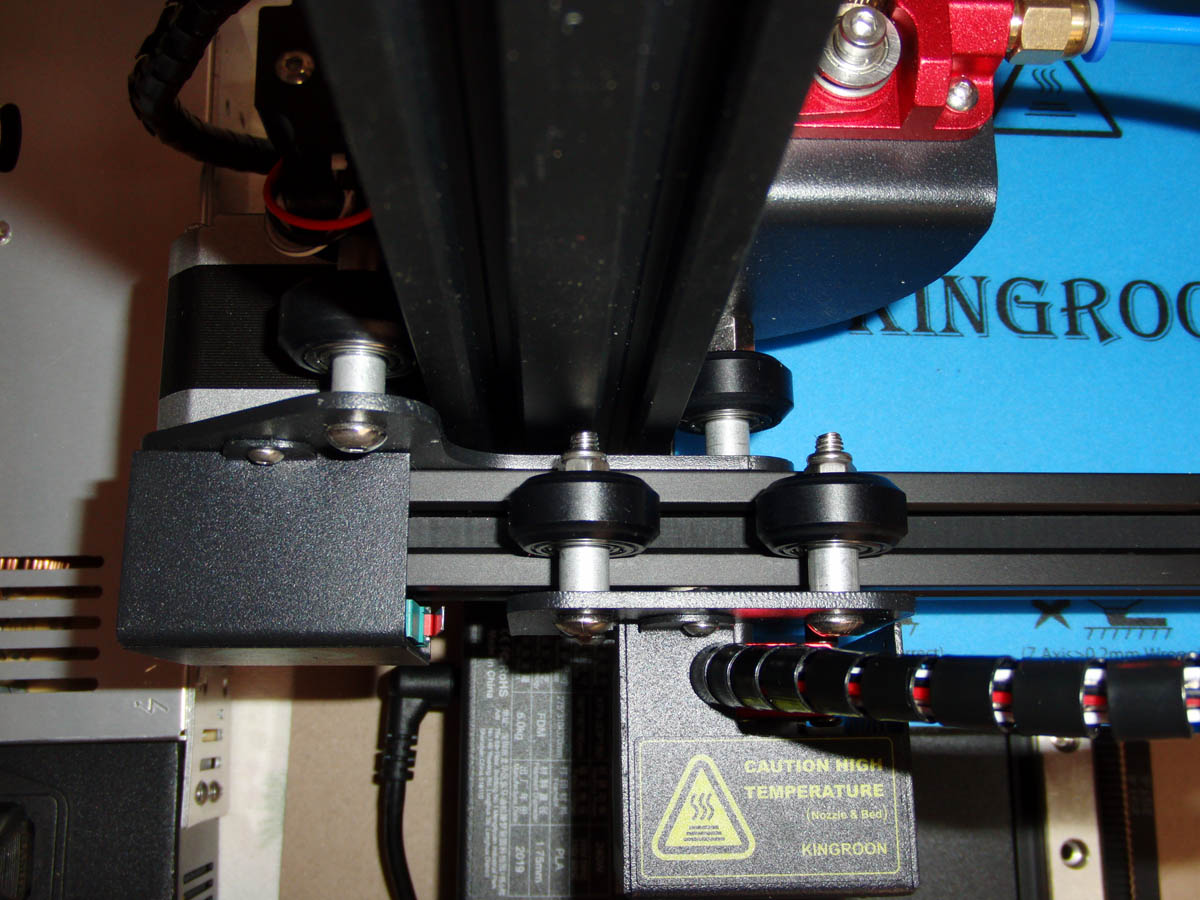
XғLғғғҠғbғWӮНVғXғҚғbғgғ^ғCғvӮЕғxғӢғgӮМ’ЈӮиӮӘӮ©ӮИӮиӮ«ӮВӮўҒBҚ¶үEӮЙғXғүғCғhӮіӮ№ӮйӮЖ”Я–ВӮЙӢЯӮўғxғӢғg–ВӮ«ӮӘ”ӯҗ¶ҒIҒB
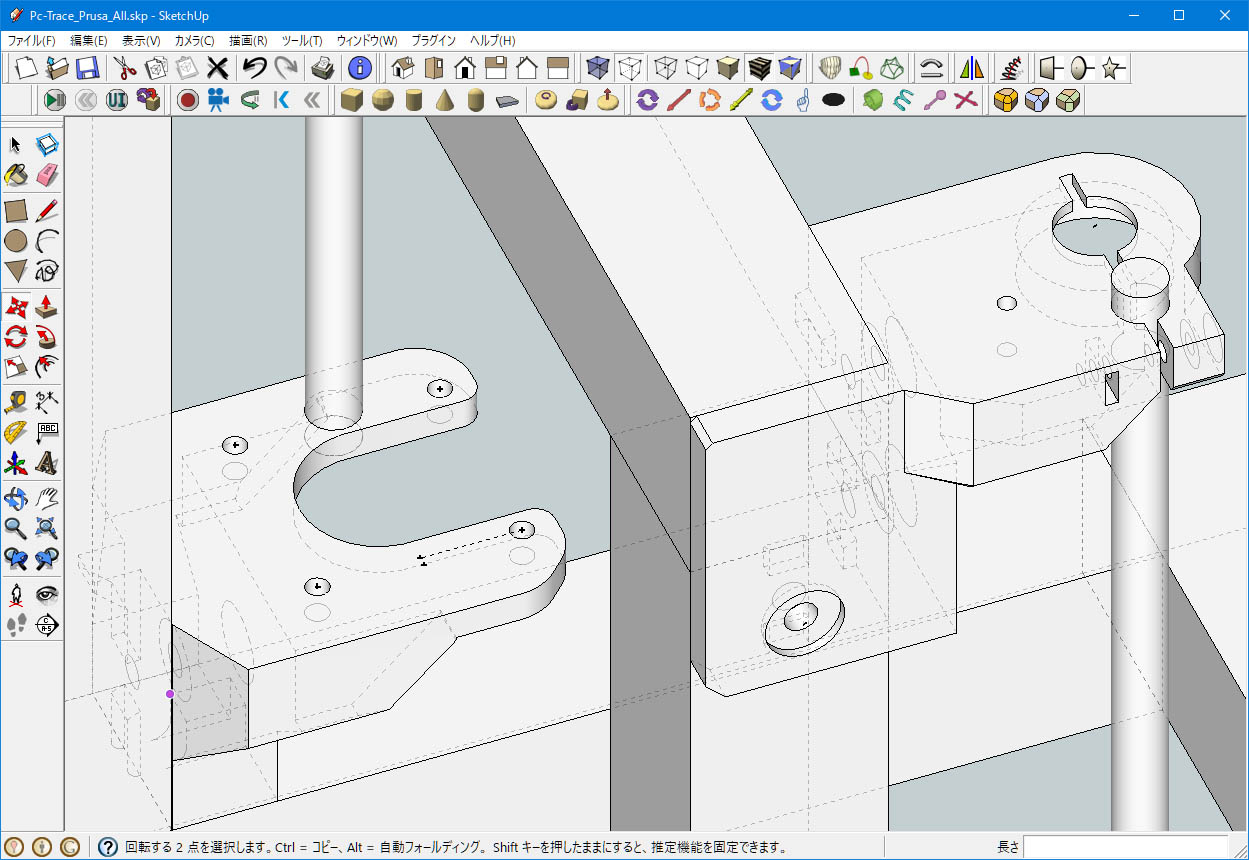
’Іҗ®—pӮМҒAҳZҠpғҢғ“ғ`ӮЕүсӮ·ӮаҠИ’PӮЙҠҠӮБӮДӮөӮЬӮӨҸ_ӮзӮ©ӮіӮҫӮБӮҪҒBҒ@
ғҢғ“ғ`ӮМҲУ–Ў–іӮөҒI
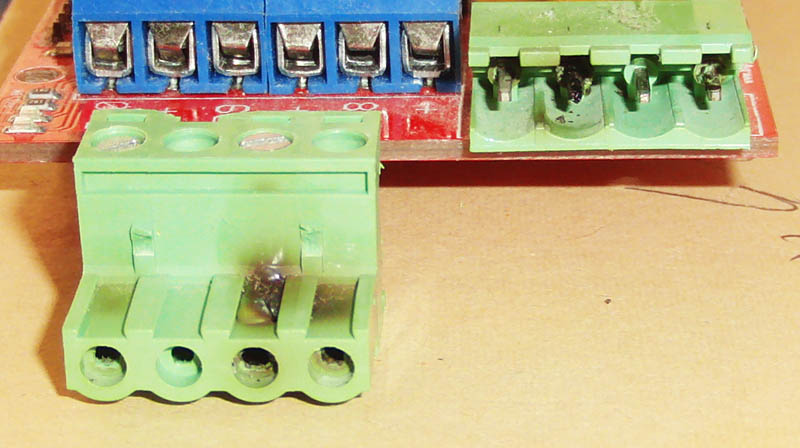
“dҢ№Ӯр“Ҡ“ьӮөҒA–іҺ–ӮЙүtҸ»ғpғlғӢӮӘ•\ҺҰӮіӮкӮҪӮӘҲк‘дӮЙҲЩҸнӮӘӮ ӮйҺ–ӮрҠm”FҒB
‘ҖҚмӮ·ӮйӮҪӮСZҺІӮӘ10ғ~ғҠӮГӮВҸгҸёӮөҒAӮвӮӘӮДXҺІӮМғKғ“ғgғҠҒ[ӮӘҠЫӮІӮЖҠOӮкӮД‘еҺSҺ–ӮЙҒB
’·ҺһҠФӮ©ӮҜGitHubҸгӮЕҲЩӮИӮйFirmwareӮрҢ©ӮВӮҜҒAEEPROMӮЙҸ‘Ӯ«ҚһӮсӮсӮЕ–іҺ–үрҢҲҒBҒiӮөӮ©ӮөҒAӮұӮсӮИҗMӮ¶ӮзӮкӮИӮўҺ–ӮӘӢNӮұӮйӮЖӮНҒEҒEҒj
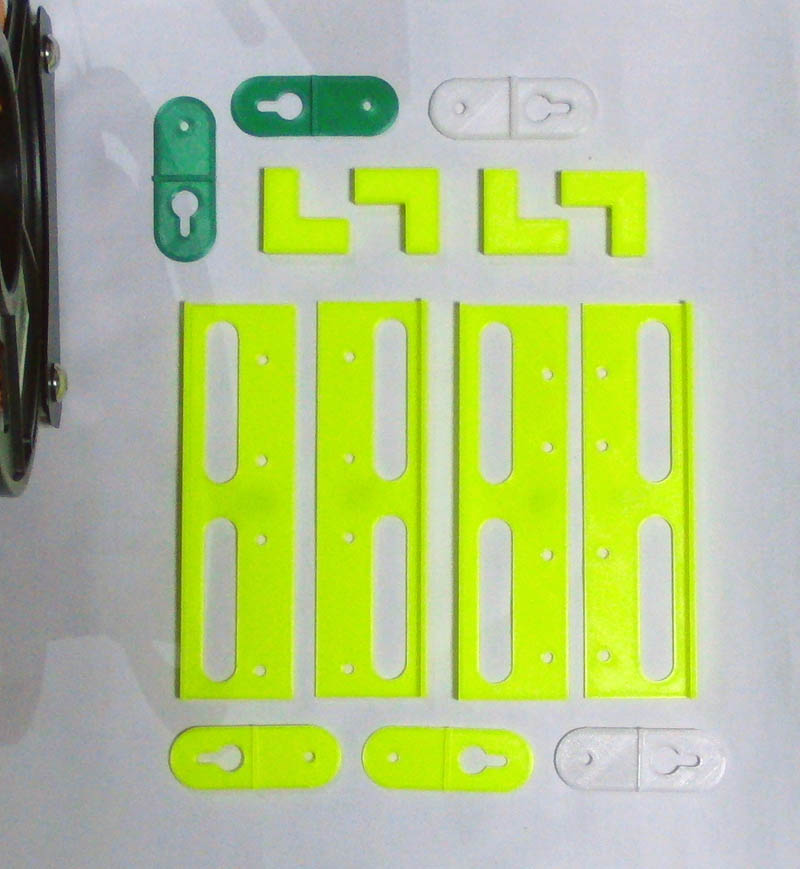
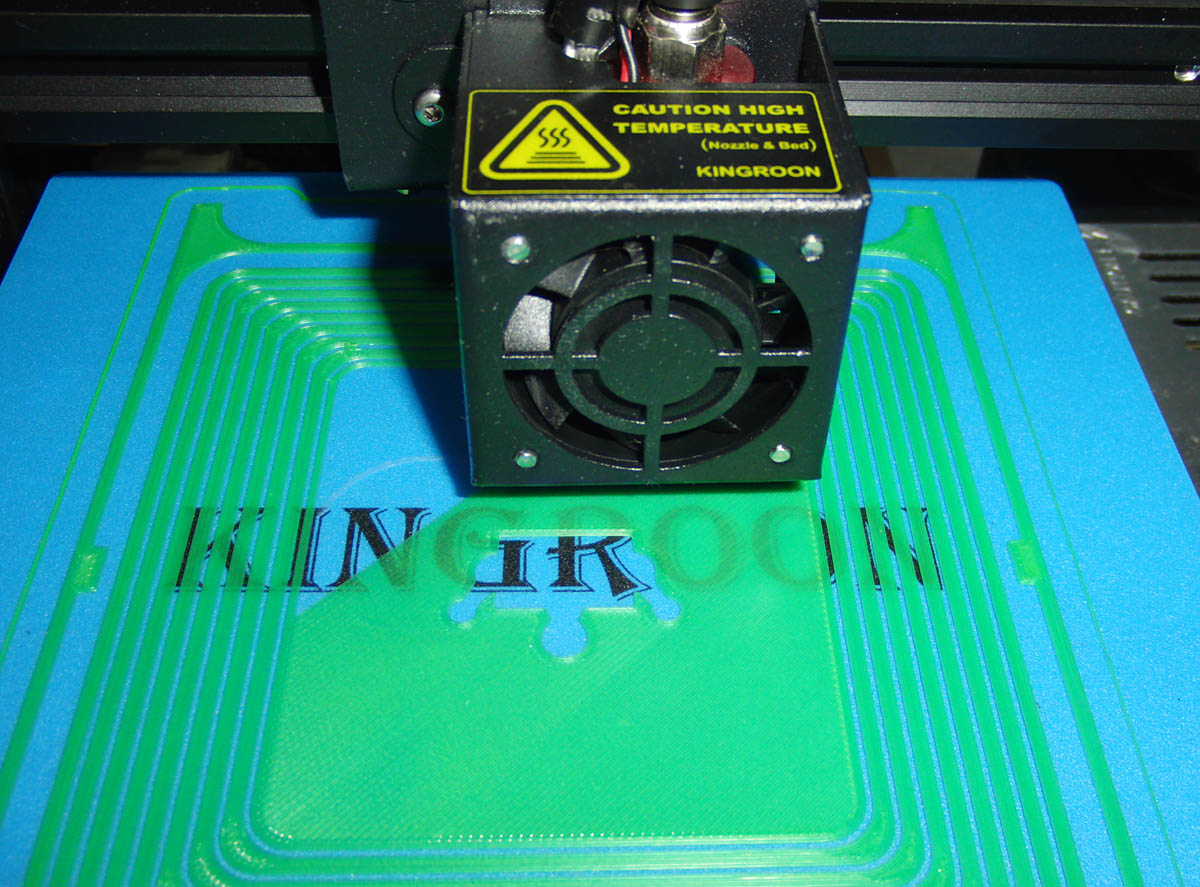
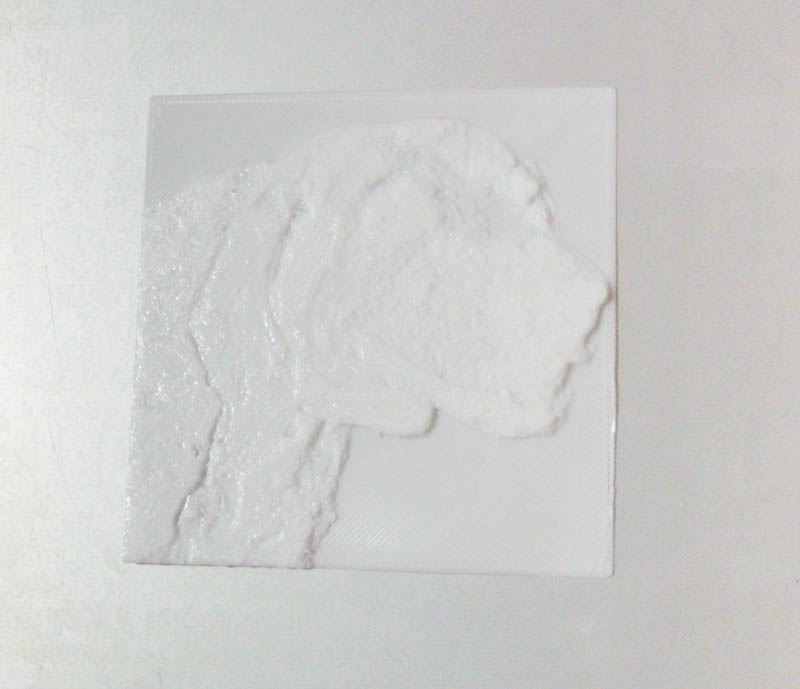
ҸүғvғҠғ“ғgӮМ—lҺqӮр“®үжӮЕғAғbғvҒB
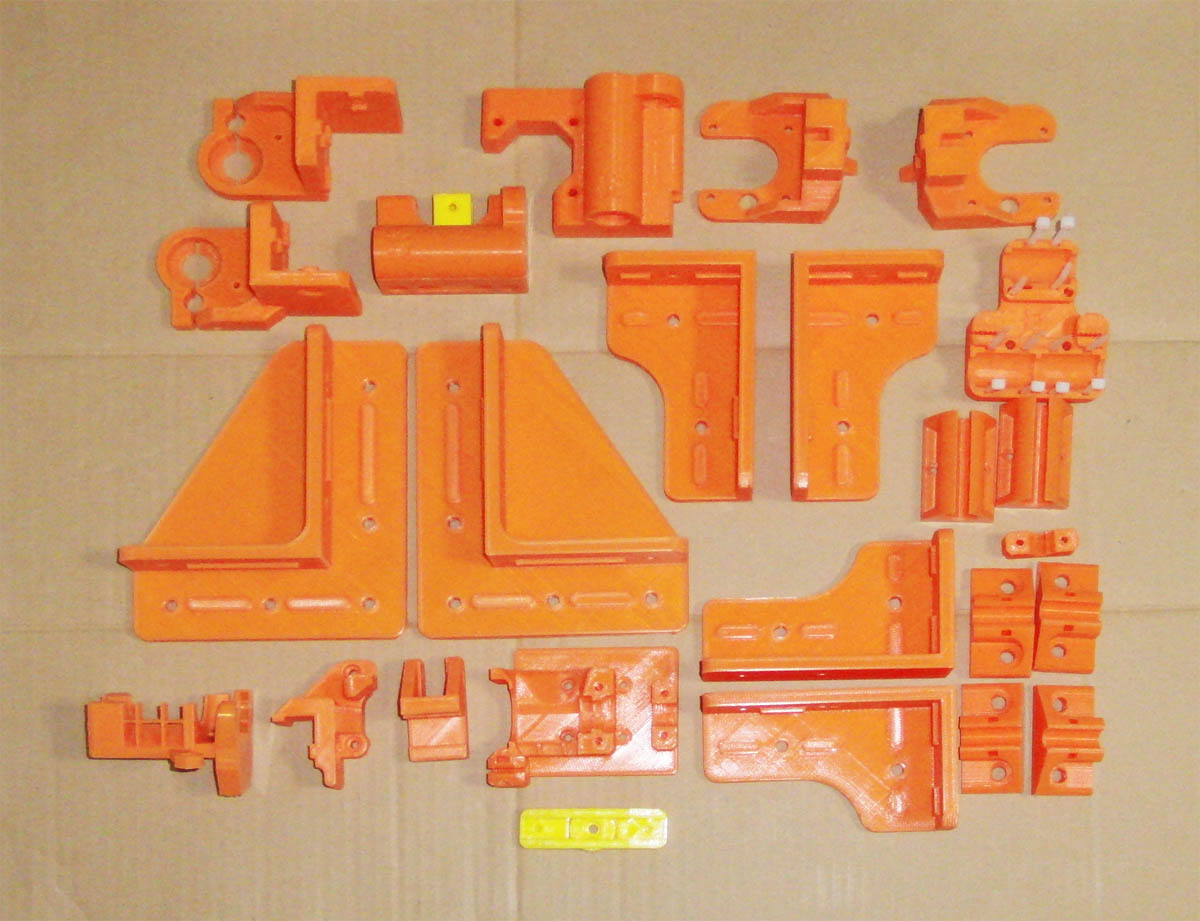
 “Y•tғtғ@ғCғӢ
|