җк—pӮМғҢҒ[ғUҒ[үБҚHӢ@Ӯрҗ»ҚмӮөӮДӮаӮ№ӮўӮәӮўҢВҗl“IӮИҺп–ЎғҢғxғӢӮЕӮМү^—pҒB
ҸЕӮӘӮ·Ӯ©ҒAҺҶӮрҗШӮБӮД—VӮФ’ц“xӮМҺgӮў•ыӮИӮз3DғvғҠғ“ғ^Ғ[ӮЖӮМҢ“—pӮЕҸ\•ӘҒBҒ@
ғvғүғbғgғzҒ[ғҖӮМғTғCғYӮа200Ӯҳ200Ӯ ӮкӮОүҪӮЖӮ©ҠФӮЙҚҮӮӨҒB
Ӯ·ӮЕӮЙ3DғvғҠғ“ғ^Ғ[•ЎҚҮӢ@ӮӘ‘Ҫҗ”Һs”МӮіӮкӮДӮЁӮиҒAҺ©ҚмӢ@ӮЕӮа“Ҝ—lӮМҚlӮҰӮӘ’КӮёӮйҒB
‘Ғ‘¬ғҢҒ[ғUҒ[үБҚHӮЦӮМ–П‘zӮМҺnӮЬӮиӮҫӮӘҒAҠФӮа–іӮӯҠ®җ¬ҒIҒB–П‘zӮЕӮ ӮйҺ–ӮМҸҠҲИҒB
ҲИүәҒAӮҙӮБӮӯӮиӮөӮҪҺиҸҮӮЖҚ\җ¬
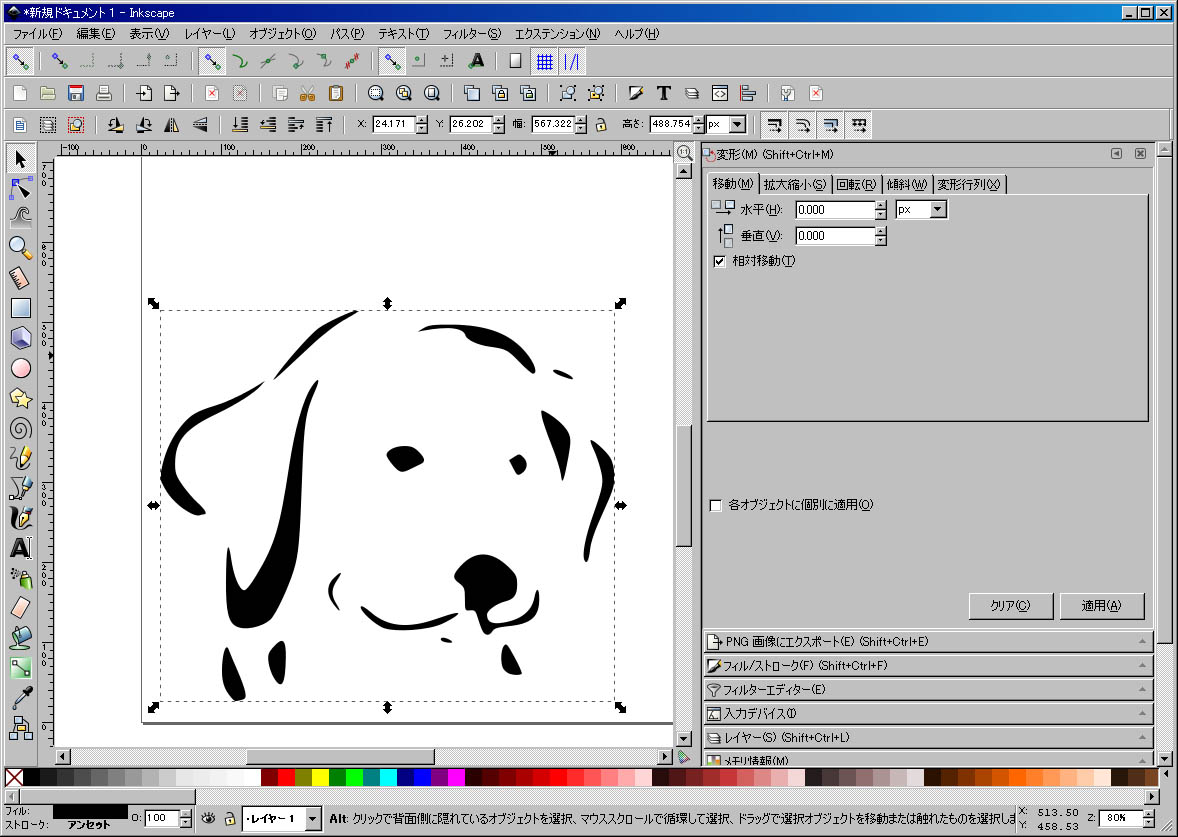
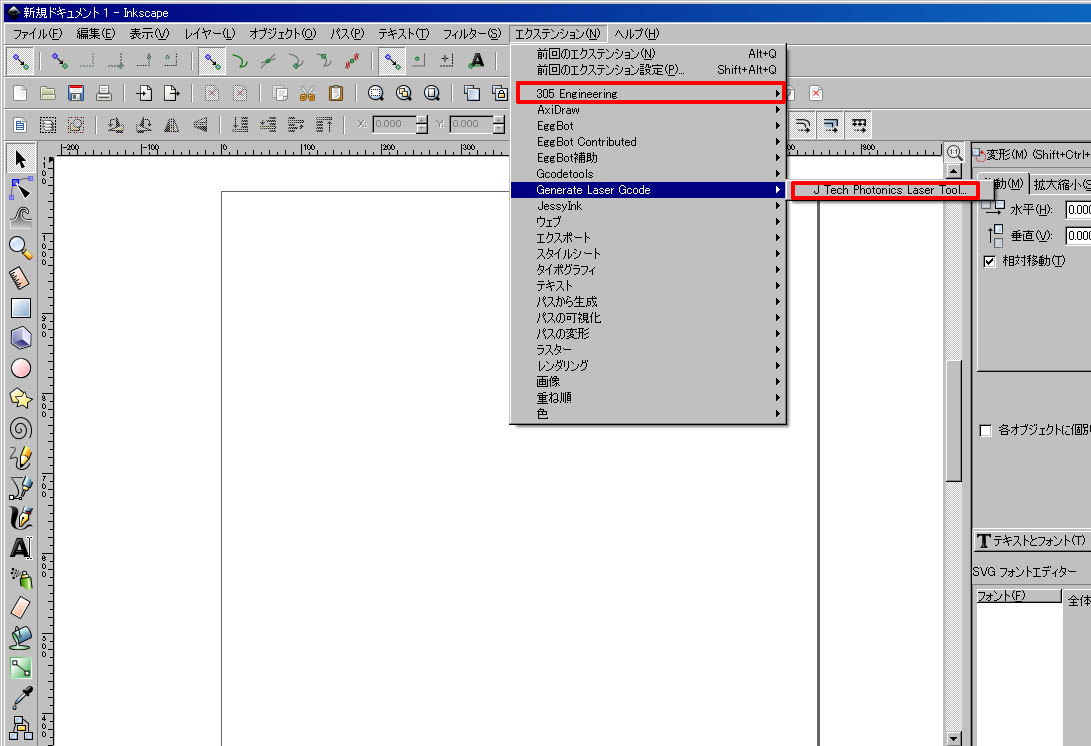
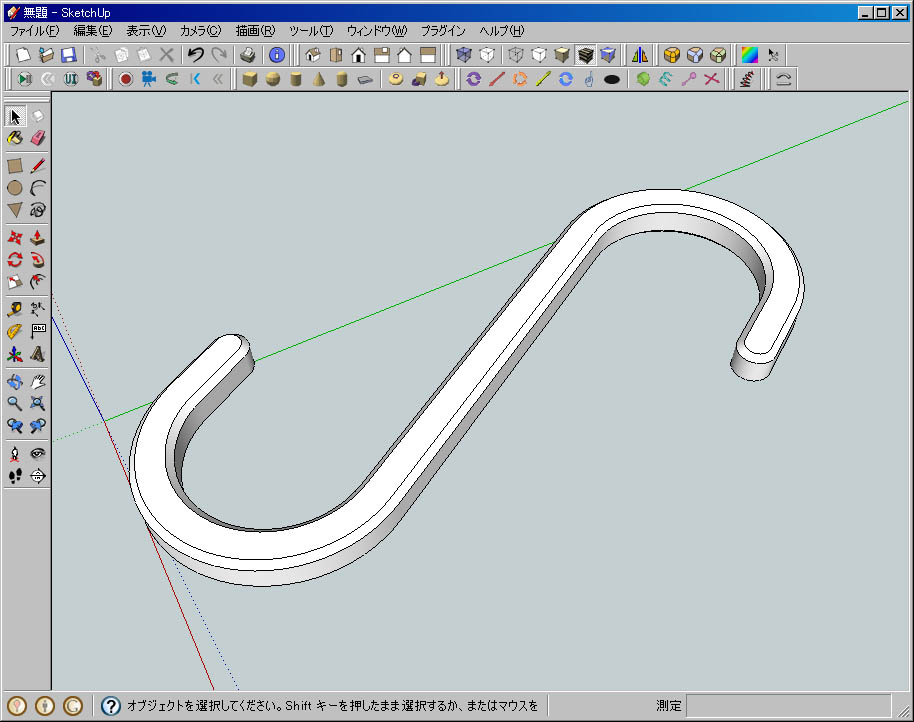
(1)Ғ@ғfғUғCғ“ӮвҚмҗ}ӮНҺgӮўҠөӮкӮҪ"Inkscape"ҒB
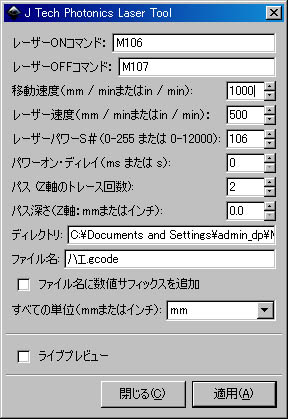
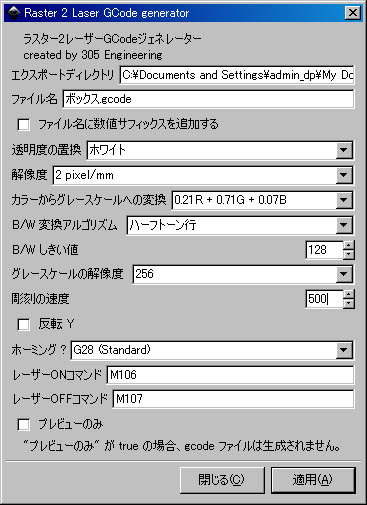
ҺА‘•Ӯ·ӮйғvғүғOғCғ“ӮНүәӢLғҠғ“ғNӮ©Ӯз
https://jtechphotonics.com/?page_id=2012
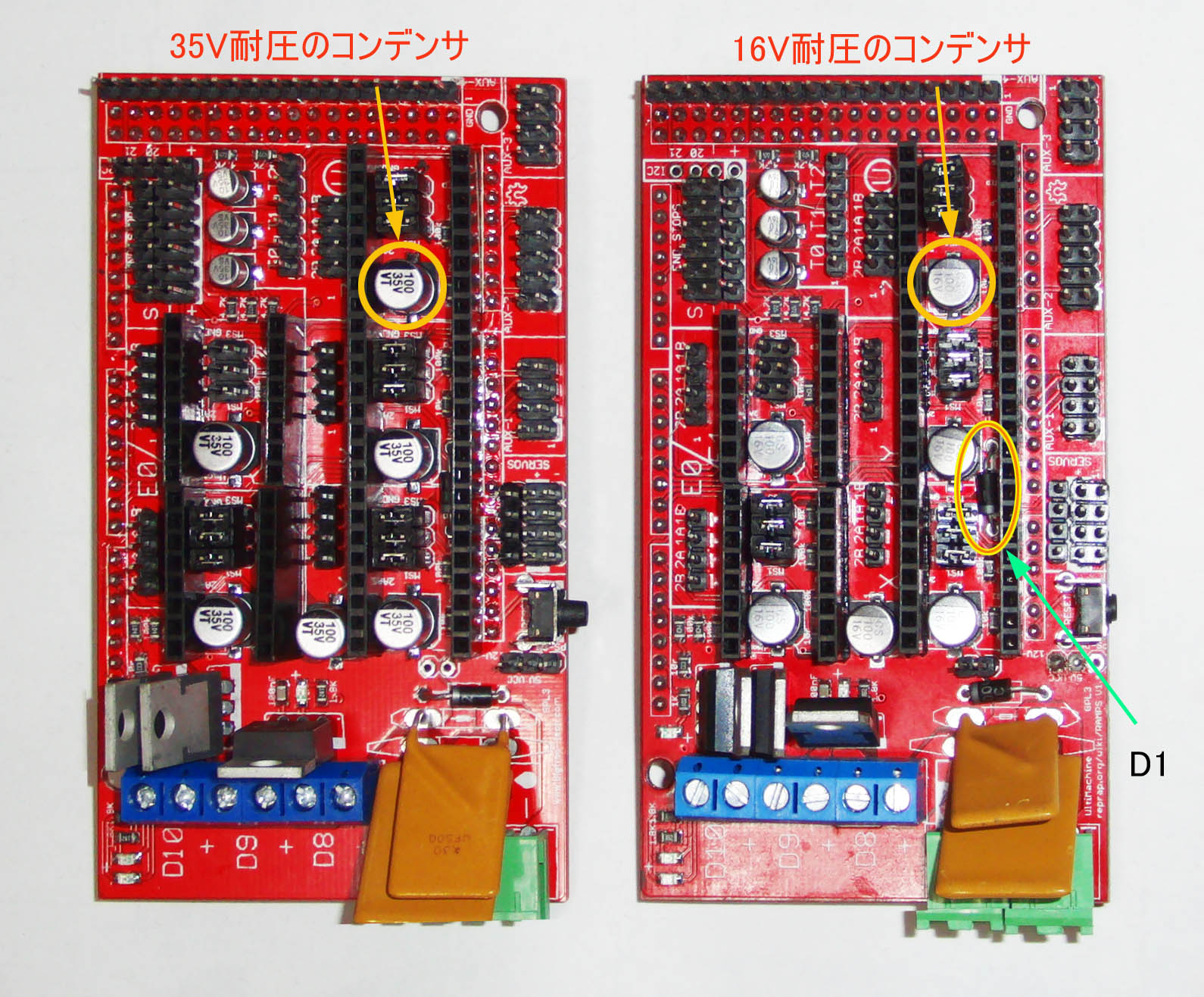
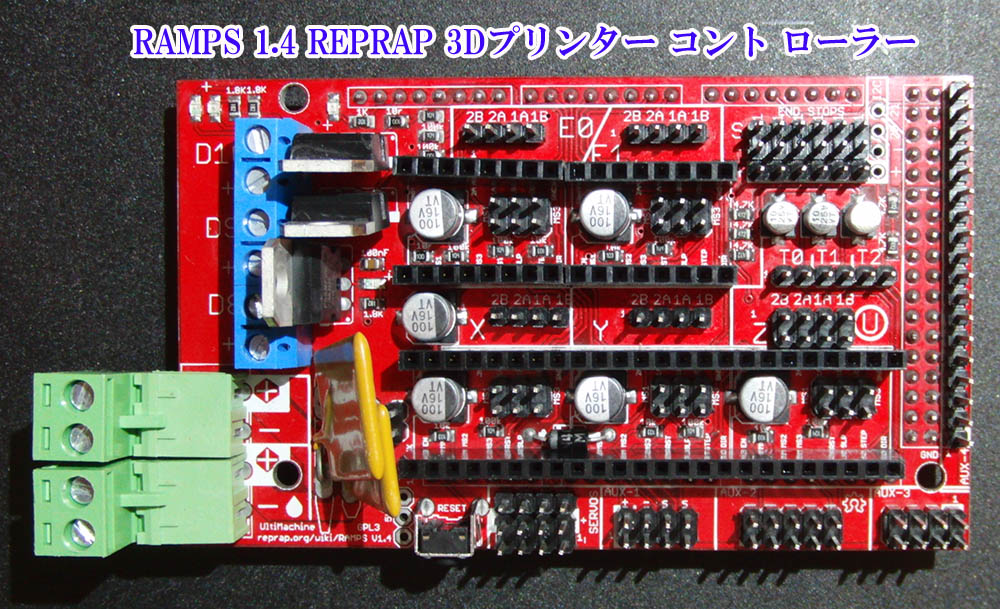
(2)Ғ@үБҚHғ}ғVғ“ӮНҺgӮўҠөӮкӮҪҺ©Қм3DғvғҠғ“ғ^Ғ[ҒBҒiӮ№ӮБӮ©ӮӯӮМ"Merlin"ӮрҠҲӮ©Ӯ·Ғj
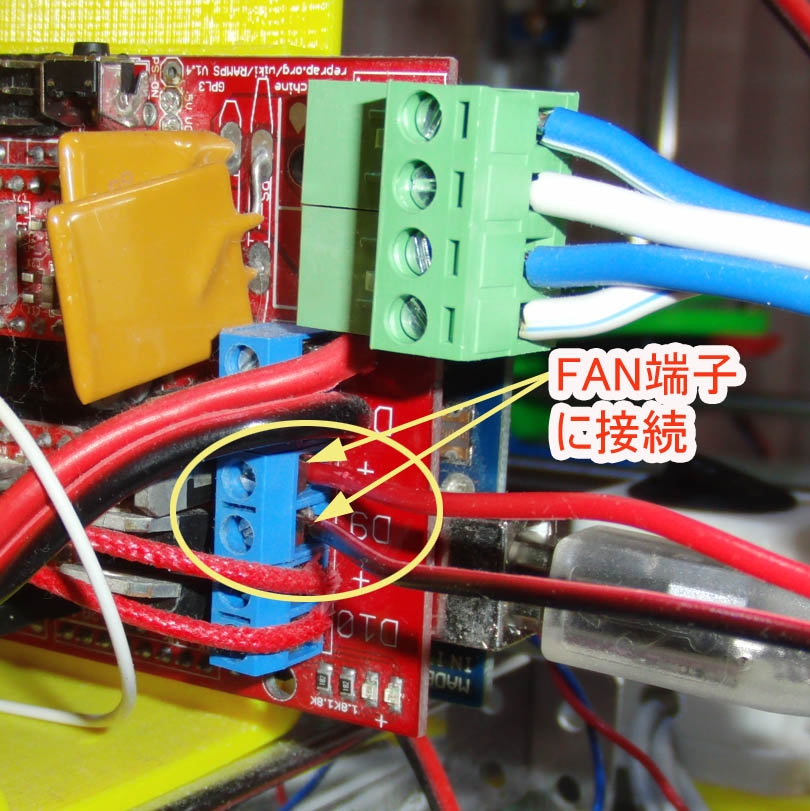
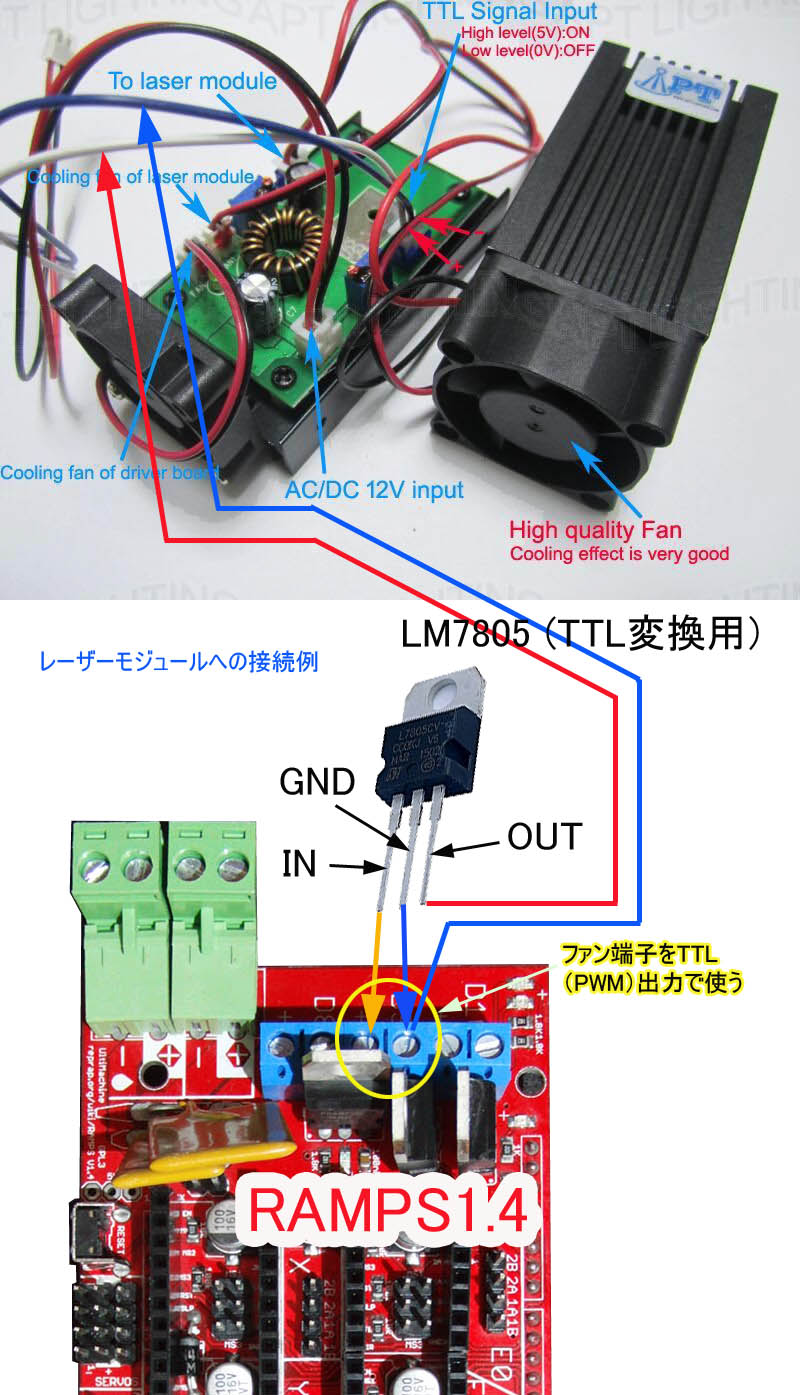
(3)Ғ@LazerӮЦӮМҗMҚҶӮН"ғtғ@ғ“"Ҹo—НҒi0Ғ`255ӮЬӮЕӮМPWMҸo—НҒjӮрҒuLM7805ҒvӮЕҒATTLғҢғxғӢӮЙ•ПҠ·ӮөӮДғҢҒ[ғUҒ[ҒEғӮғWғ…Ғ[ғӢӮЙҗЪ‘ұҒB
AmazonӮҫӮЖӮұӮкӮЕҸ\•ӘҒBҒiӮPғҚғbғgӮМҗ”ӮӘӮЛӮҘҒBҒEҒE1ҢВӮЕӮўӮўӮМӮҫӮӘҒj


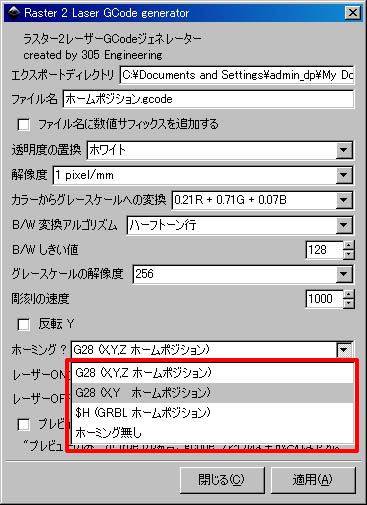
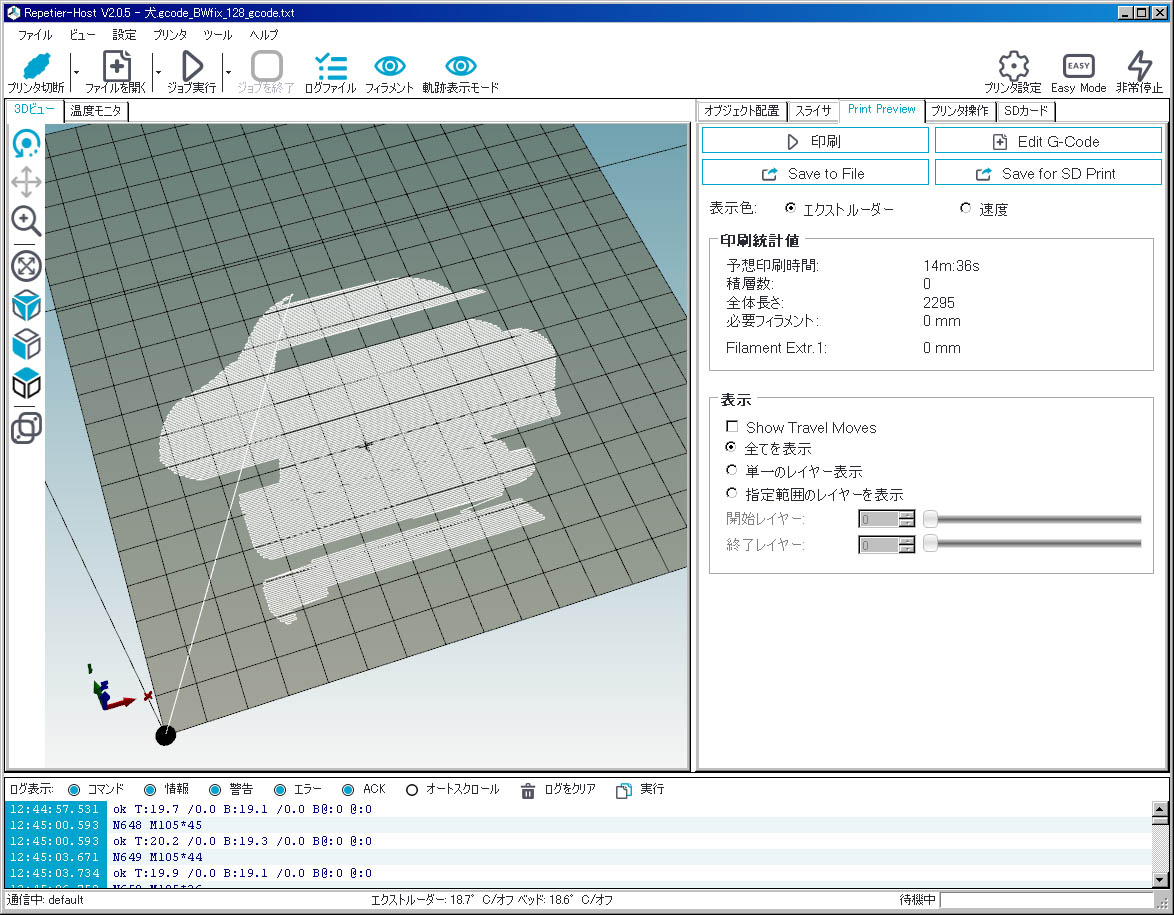
(4)Ғ@ғvғҠғ“ғ^Ғ[ӮМӢм“®ғ\ғtғgӮНҒuCuraҒvӮ©ҒAҒuRepetier-HostҒvӮ©ҒAҒupronterfaceҒvҒB
ҒuCura15.x.xҒvӮМҸкҚҮҒA‘ўҢ`ғRғ}ғ“ғhҺАҚsҺһӮМҗ}Ң`•\ҺҰӮЖғgғҢҒ[ғXғүғCғ“ӮМ•\ҺҰӮӘ–іӮўӮМӮЕ•ӘӮ©ӮиҗhӮўҒB
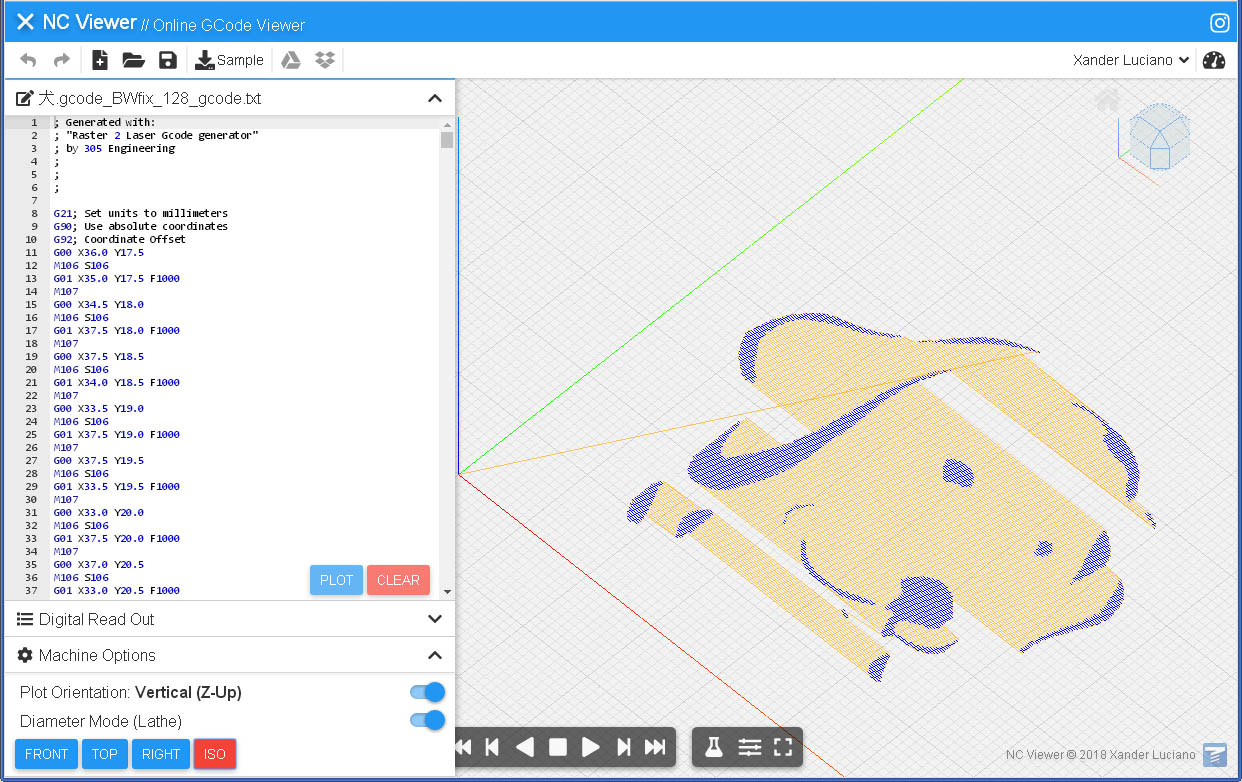
’јҗЪGCODEӮМғRғ}ғ“ғhӮр“ь—НӮЕӮ«ӮйҒuRepetier-HostҒvӮӘҢВҗl“IӮЙӮНғxғXғgҒB
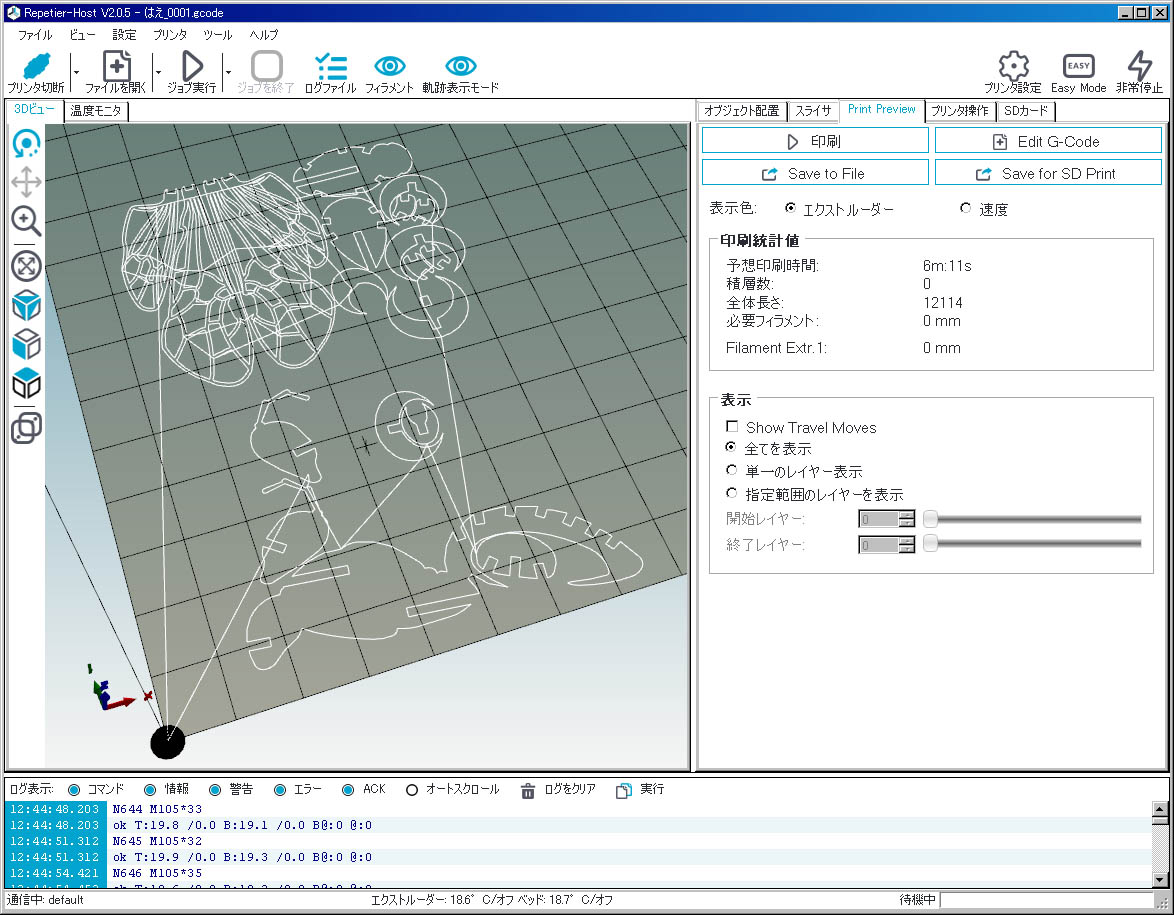
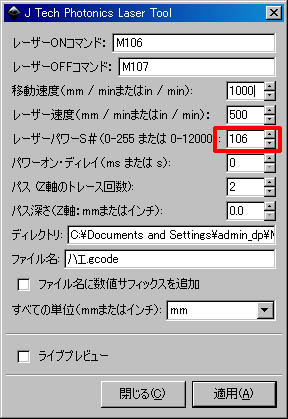
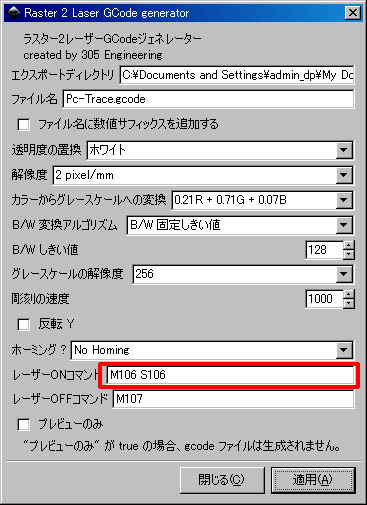
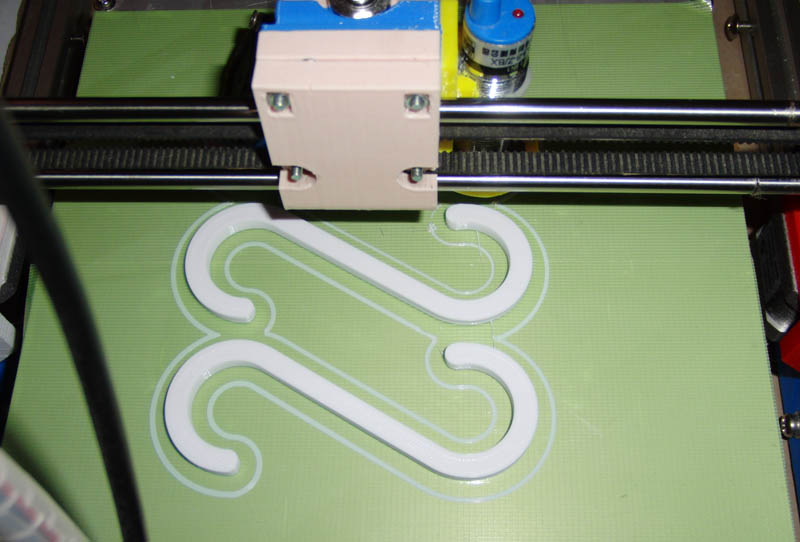
(5)Ғ@Қмҗ¬ӮөӮҪғҢҒ[ғUҒ[үБҚHғfҒ[ғ^ӮрҒuRepetier-HostҒvӮЙ“ЗӮЭҚһӮЭҒAғҢҒ[ғUҒ[ӮМҸЕ“_ӮрҚҮӮнӮ№ӮҪӮМӮҝҒAҺАҚsӮ·ӮйҒB
ӮұӮкӮӘӮ·ӮЧӮДӮМҺиҸҮҒB
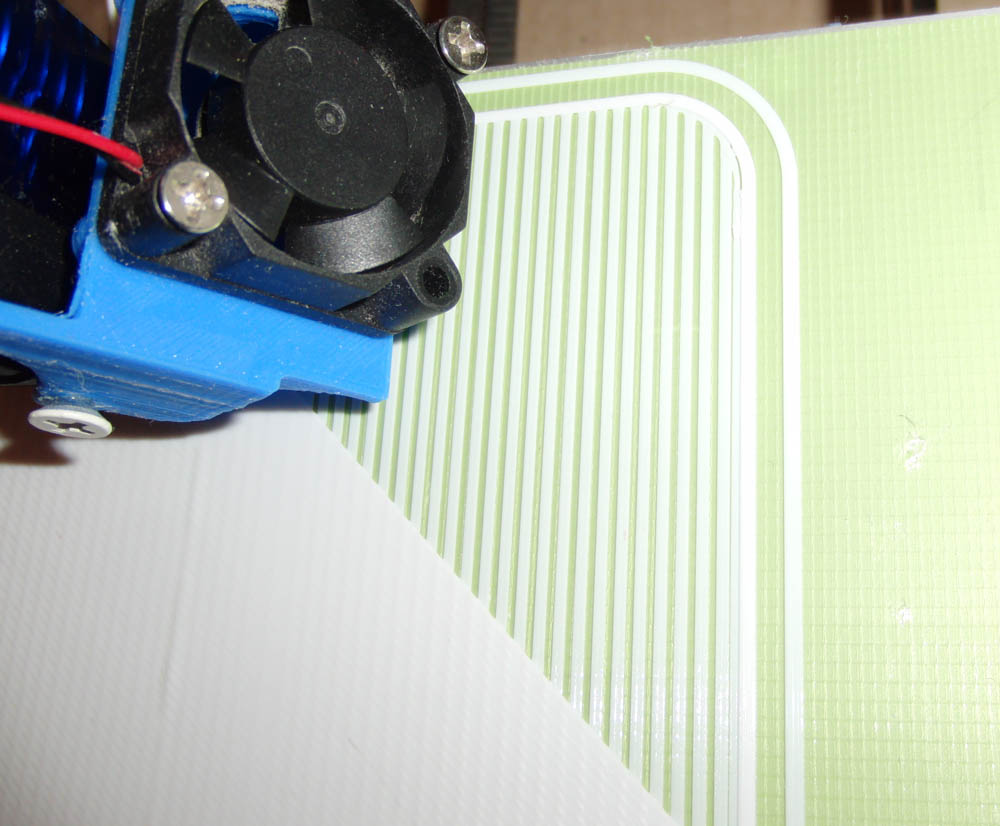
ғҢҒ[ғUҒ[ғwғbғhӮӘ–іӮўӮМӮЕғmғYғӢ—вӢp—pӮМ"ғtғ@ғ“’[Һq"ӮрҒuPWMҒvӮЕҸo—НӮөҒALEDӮрTTL•ПҠ·–іӮөӮЕғҢҒ[ғUҒ[ӮЙҢ©—§ӮДӮДҗЪ‘ұҒB
Ӯ»ӮМҢг"ғRҒ[ғh"ӮрҒuRepetier-HostҒvӮЕҸo—НӮөӮДҺАҢұ—\’иҒB
Ғi–П‘zӮЖӮНҢҫӮҰҒAҺё”sӮ·Ӯй—v‘fӮӘ–іӮўӮМӮЕӮ·Ӯ®ӮЙҗ¬ҢчӮ·ӮйғnғYҒIҒEҒEӮЖҒAӢӯӢCӮМҺpҗЁҒj
ӮӨӮЬӮӯҚsӮҜӮОҒuғVғ~ғ…ғҢҒ[ғVғҮғ““®үжҒvӮМUPӮӘӮ ӮйӮ©ӮаҒBҒiҺё”sӮөӮҪҺһӮМҢҫӮў–уӮЖ”ҪҸИӮЖҺ©ҡ}ӮаҒj



 “Y•tғtғ@ғCғӢ
“Y•tғtғ@ғCғӢ