VenusҒAҚXӮЙ’ЗүБӮЕ2ҚмҠ®җ¬ҒB
Қr’ӨӮи—pҒA3mmғXғgғҢҒ[ғgҒEғGғ“ғhғ~ғӢӮЖҒAҺdҸгӮ°—pӮМ3mmғ{Ғ[ғӢғ~ғӢӮМ‘gӮЭҚҮӮнӮ№ӮЕҚЎҢгӮМҗу’ӨӮиҢҲ’иҒB
ҢВҗl“IӮЙӮНӮұӮМғTғCғYӮЕӮа”чҚЧӮИ•\ҸоӮӘ“ЗӮЭҺжӮкҒAҸ\•Ә–һ‘«ӮўӮӯҺdҸгӮӘӮиҒBҒi—p“rӮНҸьӮи’ц“xӮИӮМӮЕҒj

Қ¶үәӮМ1–ҮӮҫӮҜӮрҒAүқ•ңғJғbғgӮМғcҒ[ғӢғpғXӮЕҗЭ’иӮөӮДӮЭӮҪҒB
—ҶҗщҸуӮМғcҒ[ғӢғpғXӮЖ”дҠrӮ·ӮйӮЖҒAҺһҠФӮӘӮ©Ӯ©Ӯй•ӘҒA—ҶҗщӮМ•ыӮӘҠҠӮзӮ©ӮЙҺdҸгӮӘӮйҒB
’ӨҚҸӮЙ—vӮ·ӮйҺһҠФӮМ’·ӮіҒi60Ғ~150ғ~ғҠҒAҗ[Ӯі6ғ~ғҠӮЕ10ҺһҠФ’ц“xҒjӮрҚlӮҰӮйӮЖҒAӮЖӮДӮаҺА—pҗ«ӮМӮ ӮйғpғҸҒ[ӮЖӮНҢҫӮҰӮИӮўҒI
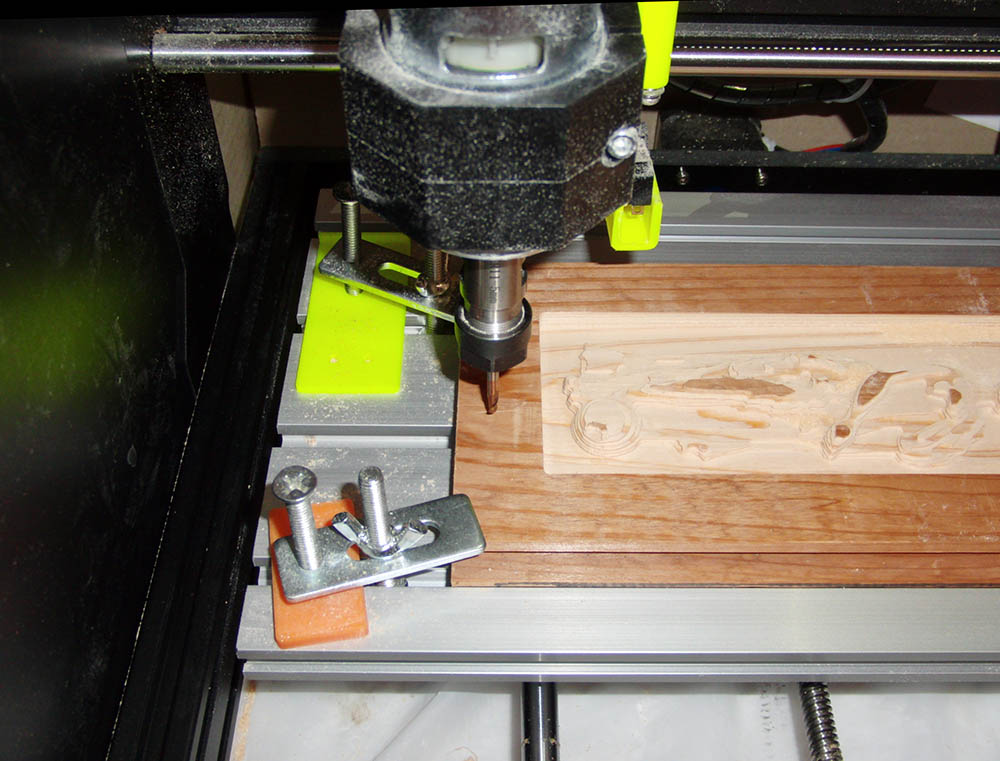
ӮўӮёӮк4030‘Ҡ“–ӮМғ}ғVғ“ӮрҺ©ҚмӮөӮИӮҜӮкӮОғXғgғҢғXӮӘ—ӯӮйҒB
ғuғҚғOӮЙ“Y•tӮөӮҪүж‘ңӮЕҢ©ӮйӮжӮиҒAҺА•ЁӮМ•ыӮӘӮНӮйӮ©ӮЙҠҠӮзӮ©ӮЕғ{ғҠғ…Ғ[ғҖӮаӮ ӮйҒB
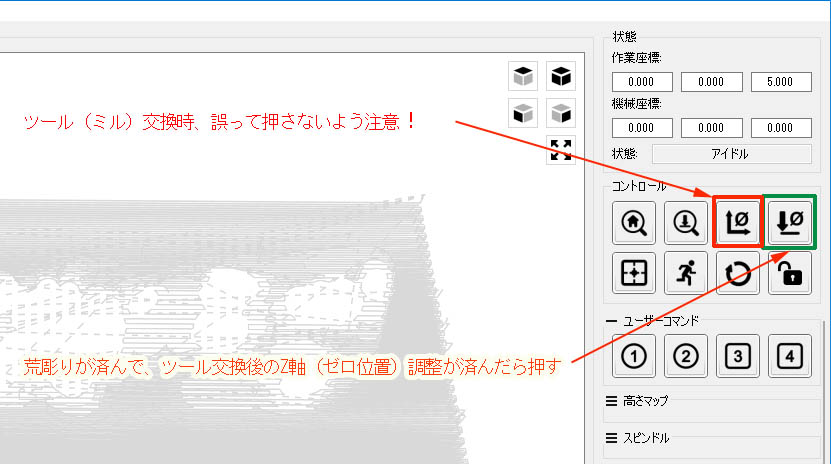
NCғcҒ[ғӢҢрҠ·ҺһӮМ’ҚҲУҒiҢВҗl“I”х–Yҳ^Ғj
Қr’ӨӮиҸI—№ҢгӮНҒAҢ»ҚЭӮМҚА•WғfҒ[ғ^ӮрҳMӮйҺ–ӮИӮӯҺdҸгӮ°—pӮМғcҒ[ғӢӮЙҢрҠ·ӮөҒAҺdҸгӮ°’ӨӮиғfҒ[ғ^ӮМ“ЗӮЭҚһӮЭӮрҚsӮӨҒB
Қr’ӨӮиӮӘҸIӮнӮБӮҪҢгӮМҒAҺdҸгӮ°—pғ~ғӢҢрҠ·ҚмӢЖӮЖZҺІӮМҚД0Ғiғ[ғҚҒjҗЭ’иҒB
’ӨҚҸӮЖҠұҸВӮөӮИӮўҲК’uӮЕZҺІӮМғ[ғҚҲК’uӮрҚҮӮнӮ№ӮйҒB
Қr’ӨӮиҠJҺn‘OӮЙҗЭ’иӮөӮҪZҺІӮМғ[ғҚҲК’uӮЕҒAҺdҸгӮ°—pғ~ғӢӮМZҺІғ[ғҚҲК’uӮаҗЭ’иӮ·ӮйҒB
ҒiҢВҗl“IӮЙӮНҚЮ—ҝ•\–КӮМғ[ғҚҲК’uӮжӮиҚXӮЙ-0.05ғ~ғҠүәӮ°ӮҪҲК’uӮрҺdҸгӮ°—pӮМғ[ғҚҲК’uӮЖӮөӮДҗЭ’иӮөӮДӮўӮйҒj
’ҚҲУӮөӮИӮҜӮкӮОӮИӮзӮИӮўӮМӮӘҒAZҺІӮМғ[ғҚҲК’u’Іҗ®ӮӘҸIӮнӮБӮҪҢгӮМZҺІғҠғZғbғgғ{ғ^ғ“ӮМүҹӮөҠФҲбӮўҒI
ӮЁӮвӮЬӮБӮДҒA—ЧӮМXYҚА•WғҠғZғbғgғ{ғ^ғ“ӮрүҹӮөӮДӮөӮЬӮӨӮЖҚr’ӨӮиӮЖҺdҸгӮ°’ӨӮиӮМҚА•WҲК’uӮӘӢ¶ӮБӮДӮөӮЬӮўҒAҚмӢЖӮМҢp‘ұӮӘ“пӮөӮӯӮИӮйҒB
’ҚҲУҒIҒ@ӮұӮкӮЬӮЕӮМҚм•iӮМҺdҸгӮӘӮиӮНҒA“–ғTғCғgӮЕҸРүоӮөӮҪҚЮ—ҝӮЖғcҒ[ғӢӮЙ“ҜӮ¶ӮаӮМӮрҺg—pӮөӮҪҸкҚҮӮМҢӢүКӮЕӮ·ҒB
•үүЧӮӘ‘еӮ«ӮўҸкҚҮҒAғIҒ[ғoҒ[ғүғCғhӮЕӮМ’Іҗ®ӮӘ•K—vӮЕӮ·ҒB
“Y•tғfҒ[ғ^ӮМҺg—pӮЙӮжӮйҒAӮўӮ©ӮИӮйҗУ”CӮрӮа•үӮӨӮұӮЖӮНҸo—ҲӮЬӮ№Ӯс
“Y•tғfҒ[ғ^ӮМҒA"ara"=Қr’ӨӮиҒA"fin"=ҺdҸгӮ°’ӨӮиғfҒ[ғ^
’ӨҚҸҠg‘еүж‘ңҒi‘ңӮМғTғCғYӮН4cmҒ~13cmҺгҒj


“Y•tғtғ@ғCғӢ

