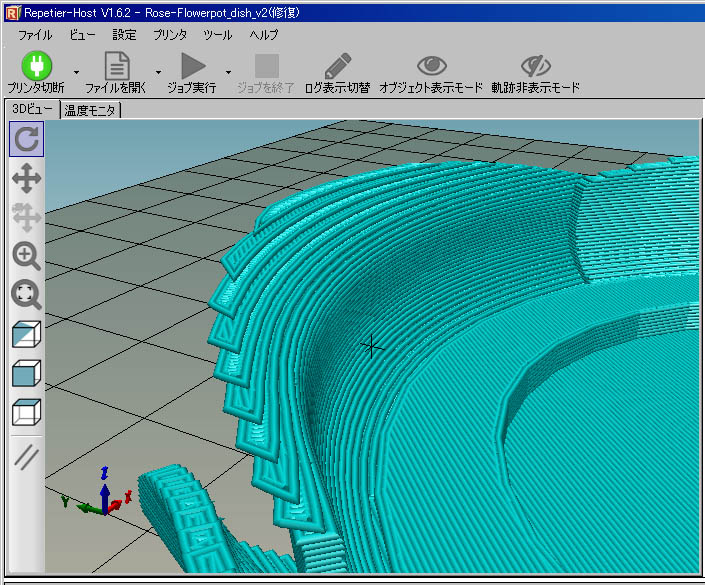
ژتگ^‚ًŒ©‚ؤˆê–ع—ؤ‘RپB
پyچ¶‚حƒxƒbƒh‚©‚ç”چ—£‚µپAƒzƒb‚ئƒGƒ“ƒh‚جƒmƒYƒ‹‚ة‘ه‚«‚گU‚è‰ٌ‚³‚ê‚ؤ‚¢‚½”«ژَ‚¯پz
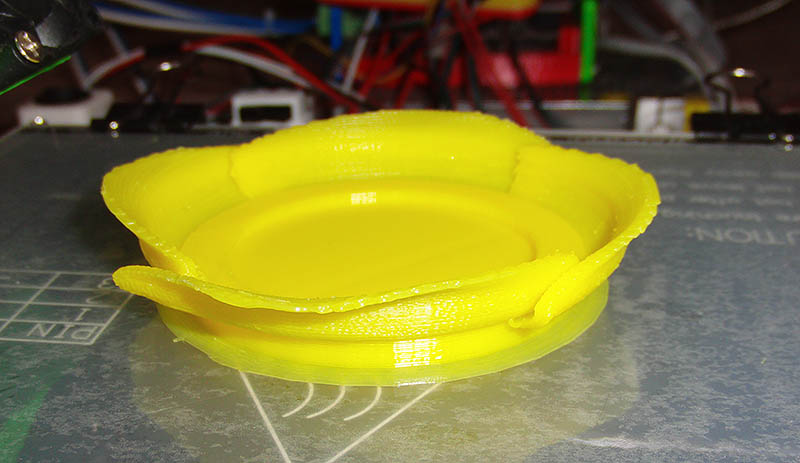
چ¶‰E•ہ‚ׂؤژB‚ء‚ؤ‚ح‚¢‚é‚ھپA‚ا‚؟‚ç‚àƒvƒٹƒ“ƒ^پ[‚جƒxƒbƒh‚ج“¯‚¶ˆت’uپA“¯‚¶‰·“xپA“¯‚¶ƒtƒBƒ‰ƒپƒ“ƒg‚إƒvƒٹƒ“ƒg‚µ‚½‚à‚جپB
پiƒxƒbƒh50“xپAƒzƒbƒgƒGƒ“ƒh218“xپAچقژ؟PLAپAƒTƒ|پ[ƒg–³‚µپj
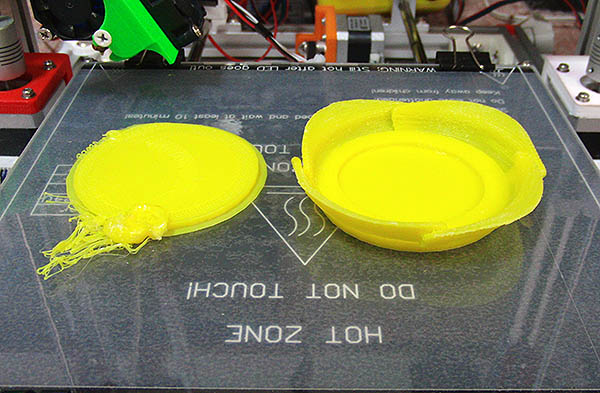
’¼Œa10ƒZƒ“ƒ`‚ة–‚½‚ب‚¢”«‚جژَ‚¯ژMپi
ThingiverseپFƒ‚ƒ`پ[ƒt‚حƒoƒ‰پHپj‚¾‚ھپAƒvƒٹƒ“ƒgژٹش‚ھ‚Qژٹش‹ك‚‚©‚©‚邽‚ك–ع‚ًکb‚µ‚½Œ„‚ة‹N‚±‚ء‚½ژ–ŒجپB
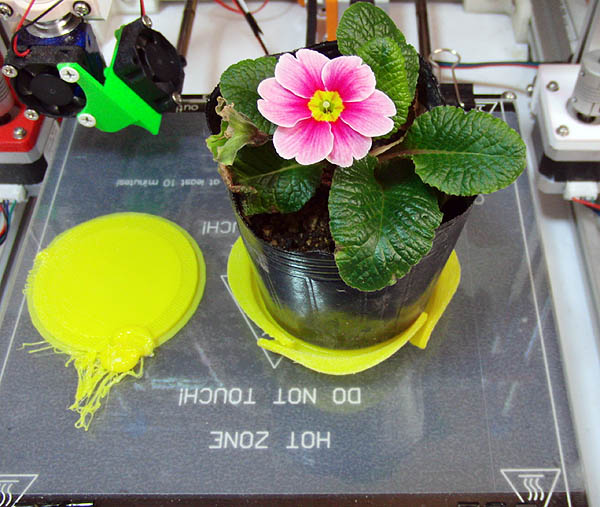
ƒvƒٹƒ“ƒg‚ئ‚حٹضŒW‚ب‚¢‚ھپA‹ژ”N‚ج‰ؤ‚ة”ƒ‚ء‚½‚ـ‚ـگA‚¦‘ض‚¦‚ً–Y‚êپA"ƒJƒsƒJƒs"‚ةŒح‚ꂽپuPOTپv‚ةگ…‚ً‚â‚ء‚ؤ‚ف‚½پEپEŒ‹‰تپAپ@ˆêڈTٹش‘«‚炸‚إڈ™پX‚ة•œٹˆ‚µپA‰ش‚ھچç‚¢‚½پI
پyƒvƒٹƒ“ƒg‚·‚é‚«‚ء‚©‚¯‚ً‚‚ꂽƒ|ƒbƒg‚ج‰شپz
“¯‚¶ڈًŒڈ‚جƒvƒٹƒ“ƒg‚ب‚çپA‚½‚ـ‚½‚ـ"ƒ^ƒCƒ~ƒ“ƒO"‚إڈمژè‚‚¢‚ڈêچ‡‚à‚ ‚éپBپEپE‚ھپAچ،‰ٌ‚حƒnƒbƒLƒٹ‚ئˆل‚¢‚ھڈo‚éچھ‹’‚ھ‚ ‚ء‚½پB
ƒ‚ƒfƒ‹‚ًƒvƒٹƒ“ƒg‚·‚éچغپA“\‚è•t‚«‚ً—ا‚‚·‚éٹô‚آ‚©‚ج•û–@‚ھ‚ ‚éپB
Œآگl“I‚ةƒxƒbƒh‘S–ت‚ة“\‚è•t‚¯‚é
پuƒrƒ‹ƒhƒ^ƒbƒNپv‚âپA
پuƒvƒ‰ƒbƒgƒtƒHپ[ƒ€ƒVپ[ƒgپv‚ب‚ا‚ً—ک—p‚µ‚ؤ‚¢‚é‚ھپA‚±‚ج
پuƒvƒ‰ƒbƒgƒtƒHپ[ƒ€ƒVپ[ƒgپv‚ح“\‚è•t‚«‚ج—ا‚³‚ئ‚ح— • ‚ةپA‘د”MƒKƒ‰ƒX‚ة“\‚ء‚½ڈَ‘ش‚إ‚à‹دˆê‚إ‚ح–³‚پA‹C–A–³‚µ‚إ“\‚ء‚ؤ‚àژہ‘ھچإ‘ه0.1ƒ~ƒٹ‚جƒ€ƒ‰پI‚ھٹm”F‚³‚ꂽپB
ƒLƒƒƒٹƒuƒŒپ[ƒVƒ‡ƒ“‚إ‹zژûڈo—ˆ‚ب‚¢ƒxƒbƒh‚جƒ€ƒ‰‚ً‚ا‚¤چژ•‚·‚é‚©‚حپAگl‚»‚ꂼ‚ꂾ‚ھپAٹ„‚ئ‘½‚–ع‚ة‚·‚é‚ج‚ھپuƒIپ[ƒgپEƒxƒbƒhپEƒŒƒxƒٹƒ“ƒOپv‚ئŒ¾‚¤ژè–@پB
‘OپX‚©‚ç‹»–،‚ح‚ ‚ء‚½‚ھپAZƒvƒچپ[ƒu‚à’ا‰ء‚جƒpپ[ƒc‚à•s—v‚بپAٹù‘¶‚جپuZ_MINپvƒٹƒ~ƒbƒ^پ[‚ًŒ“—p‚µ‚ؤƒŒƒxƒٹƒ“ƒO‚·‚éٹبˆص‚ب•û–@‚ھ‚ ‚èپAچ،‰ٌ‚ج”«ژَ‚¯‚جƒvƒٹƒ“ƒg‚حپA‚»‚ê‚ًژg‚¤ژ–‚إڈمژ肃vƒٹƒ“ƒg‚·‚éژ–‚ھڈo—ˆ‚½پB
پyMerlin‚جپAConfiguration.h‚ة‚ ‚éMesh Bed Levelingپz
چ،‰ٌژg‚ء‚½‚ج‚ح‚±‚ج•”•ھ‚¾‚¯پI
//================================================
//=============== Mesh Bedپ@Leveling===================
//================================================
//#define MESH_BED_LEVELING // Enable mesh bed leveling.
#define MESH_BED_LEVELING
#if ENABLED(MESH_BED_LEVELING)
#define MESH_MIN_X 10
#define MESH_MAX_X (X_MAX_POS - (MESH_MIN_X))
#define MESH_MIN_Y 20
#define MESH_MAX_Y (Y_MAX_POS - (MESH_MIN_Y))
#define MESH_NUM_X_POINTS 3 // Don't use more than 7 points per axis, implementation limited.
#define MESH_NUM_Y_POINTS 3
#define MESH_HOME_SEARCH_Z 4 // Z after Home, bed somewhere below but above 0.0.
//#define MANUAL_BED_LEVELING // Add display menu option for bed leveling.
#define MANUAL_BED_LEVELING
#if ENABLED(MANUAL_BED_LEVELING)
#define MBL_Z_STEP 0.025 // Step size while manually probing Z axis.
#endif // MANUAL_BED_LEVELING
#endif // MESH_BED_LEVELING
//================================================
پ¦گف’è‚حŒآگl‚جٹآ‹«‚ةچ‡‚ي‚¹‚½‚à‚جپB
ژہچغ‚جƒvƒٹƒ“ƒg‚ج—lژq‚حژں‰ٌ‚ة‘±‚پB