‹^–₾‚炯‚جپuGRBLپv‚ئ‚ب‚ء‚ؤ‚µ‚ـ‚ء‚½‚ھپAƒŒپ[ƒUپ[پAƒ~ƒ‹پAƒyƒ“پEپE“™پXپAƒwƒbƒh‚ةژو‚è•t‚¯‚éƒIƒvƒVƒ‡ƒ“‚ھˆظ‚ب‚ê‚خپAپuƒnپ[ƒhƒEƒFƒAپv‚جˆل‚¢‚ة‚ ‚ي‚¹‚½پAƒ\پ[ƒX‚âƒAƒvƒٹ‚ج‘I‘ً‚à‚µ‚ب‚¯‚ê‚خ‚ب‚ç‚ب‚¢پB
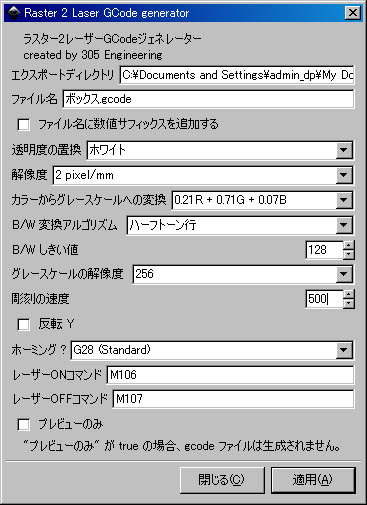
پuGRBLپv‚ً—ک—p‚µ‚ؤپA3Dƒvƒٹƒ“ƒ^پ[‚ًپu‚¨ٹG‚©‚«ƒ}ƒVƒ“پv‚ة‚àپuƒŒپ[ƒUپ[‰ءچH‹@پv‚ة‚à•د‰»‚³‚¹‚éژ–‚ھڈo—ˆ‚邽‚كپA–ع“I‚ًچi‚ç‚ب‚¢‚ئپAچ¬—گ‚جŒ´ˆِ‚ة‚à‚ب‚ء‚ؤ‚µ‚ـ‚¤پB
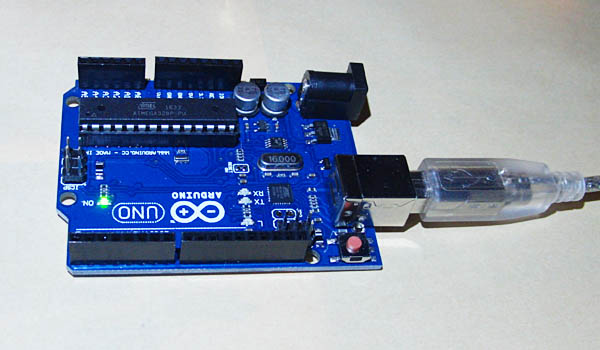
چ،‰ٌپAپuUNOپv‚ةڈ‘‚«چ‚ٌ‚¾ Servo ‘خ‰ GRBL ‚جگف’èژ–چ€‚إ•ھ‚©‚ء‚½ژ–
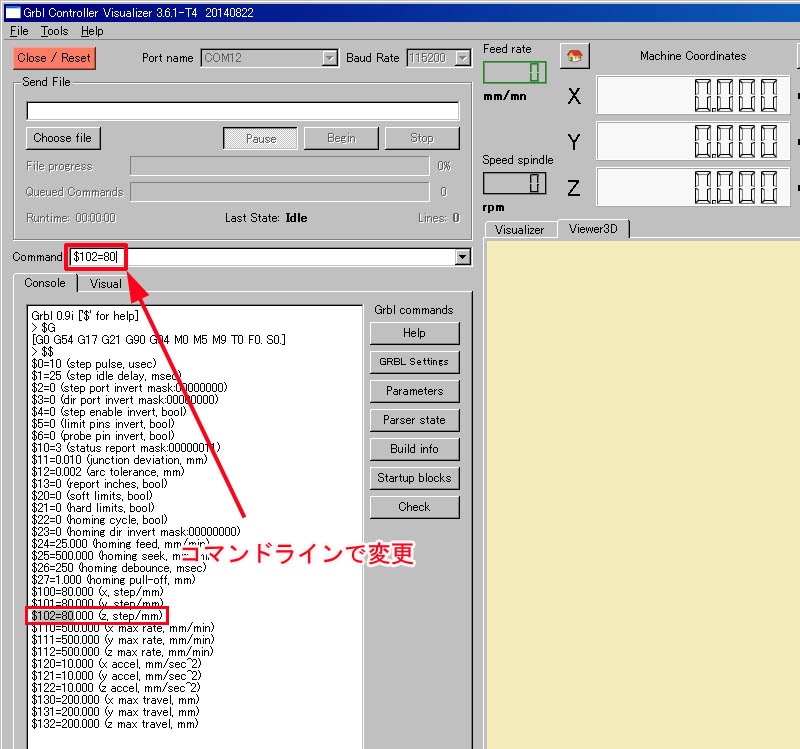
پ¦پuUniversalGcodeSenderپv‚جƒRƒ}ƒ“ƒhƒ‰ƒCƒ“‚âپAپuGrblControllerپv‚جƒRƒ}ƒ“ƒhƒ‰ƒCƒ“‚ةپu$$پv‚ً‘إ‚؟چ‚ٌ‚إ•\ژ¦‚³‚¹‚½‚à‚جپB
ڈع‚µ‚¢گà–¾‚ح‘¼‚جƒTƒCƒg‚ة‚¨”C‚¹‚·‚邱‚ئ‚ةپB
پi”ُ–Yک^‚ة‚ب‚ç‚ب‚¢‚ء‚ؤپIپj
$0=10 (step pulse, usec)
$1=25 (step idle delay, msec)
$2=0 (step port invert mask:00000000)
$3=0 (dir port invert mask:00000000)
$4=0 (step enable invert, bool)
$5=0 (limit pins invert, bool)
$6=0 (probe pin invert, bool)
$10=3 (status report mask:00000011)
$11=0.010 (junction deviation, mm)
$12=0.002 (arc tolerance, mm)
$13=0 (report inches, bool)
$20=0 (soft limits, bool)
$21=0 (hard limits, bool)
$22=0 (homing cycle, bool)
$23=0 (homing dir invert mask:00000000)
$24=25.000 (homing feed, mm/min)
$25=500.000 (homing seek, mm/min)
$26=250 (homing debounce, msec)
$27=1.000 (homing pull-off, mm)
$100=250.000 (x, step/mm)
$101=250.000 (y, step/mm)
$102=250.000 (z, step/mm)
$110=500.000 (x max rate, mm/min)
$111=500.000 (y max rate, mm/min)
$112=500.000 (z max rate, mm/min)
$120=10.000 (x accel, mm/sec^2)
$121=10.000 (y accel, mm/sec^2)
$122=10.000 (z accel, mm/sec^2)
$130=200.000 (x max travel, mm)
$131=200.000 (y max travel, mm)
$132=200.000 (z max travel, mm)
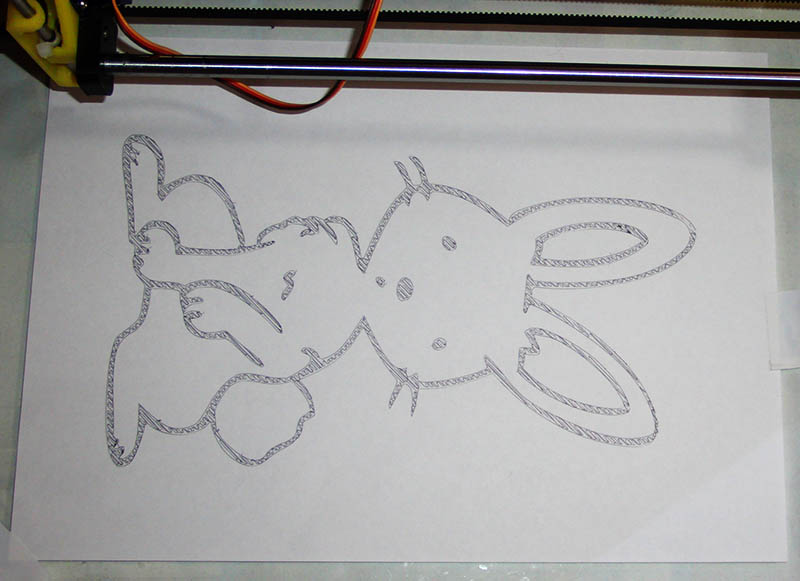
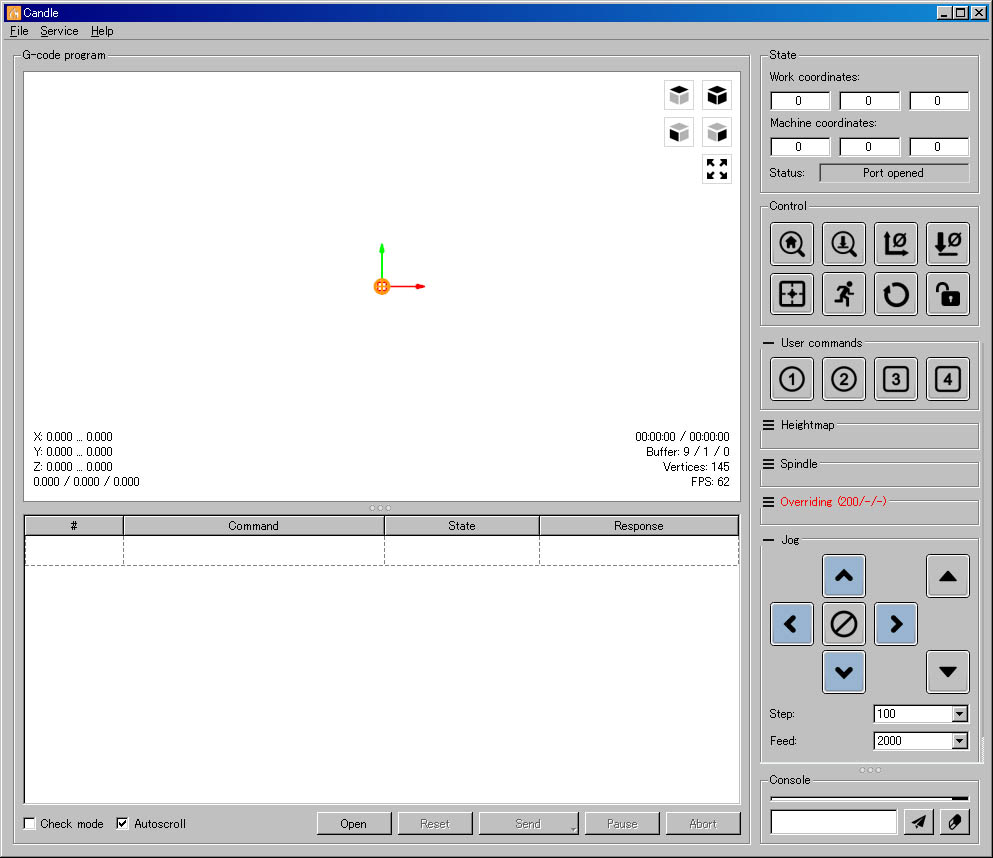
‚±‚جگف’è‚©‚ç•ھ‚©‚é‚و‚¤‚ةپA‚±‚ج‚ـ‚ـگ»چى—\’è‚جپuAxiDrawپv‚ًژ©چى‚µ‚ؤ•`‰و‚ًژہچs‚µ‚½ڈêچ‡پAƒnپ[ƒhƒEƒFƒA‚ئ‚جگ®چ‡گ«‚ھ‚ـ‚ء‚½‚ژو‚ê‚ؤ‚¨‚炸پA”كژS‚بŒ‹‰ت‚ًڈµ‚‚ج‚ح•Kژٹ‚إ‚ ‚éپB
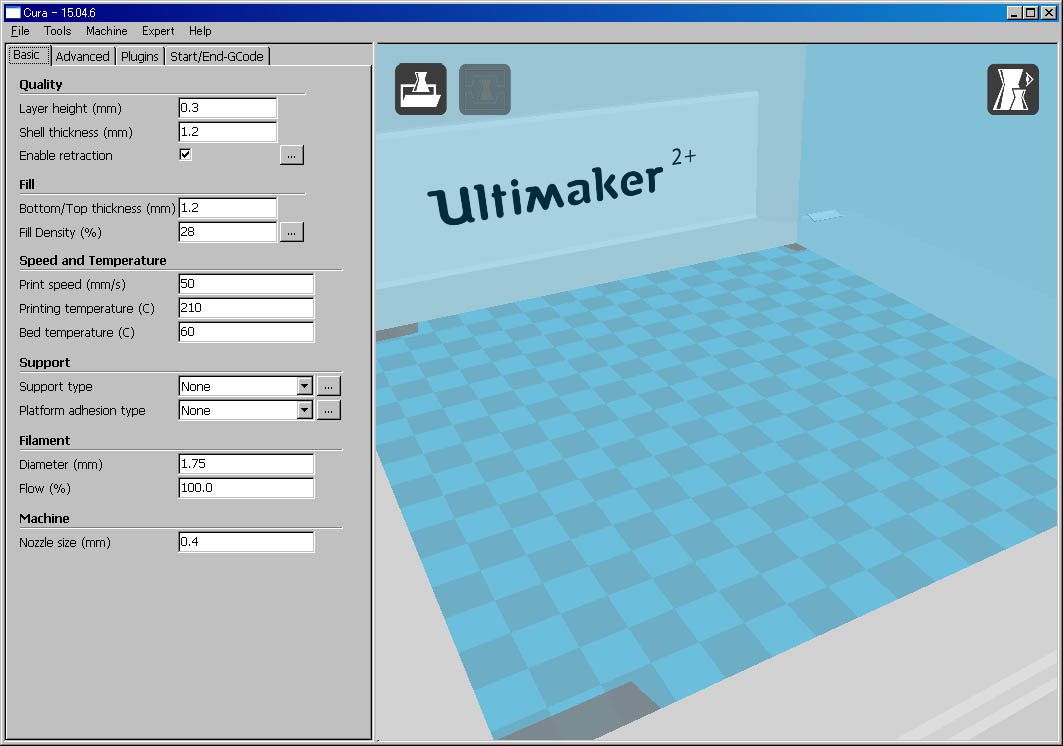
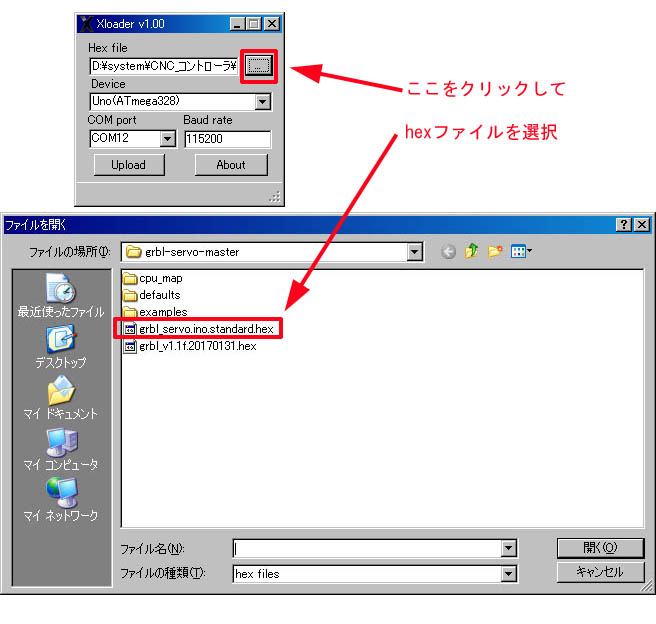
چK‚¢‚بژ–‚ةپAArduinoIDE‚ً‰î‚³‚¸پuGRBLپvƒRƒ“ƒgƒچپ[ƒ‹ƒ\ƒtƒg‚جƒRƒ}ƒ“ƒhƒ‰ƒCƒ“‚©‚çپuUNOپv‚ض‚جڈ‘‚«چ‚فپi$100=XX‚ب‚اپj‚ھڈo—ˆ‚邽‚كپAƒ^ƒCƒ~ƒ“ƒOƒvپ[ƒٹپ[‚جژ•گ”‚ةچ‡‚ي‚¹‚½ƒXƒeƒbƒv’²گ®‚ب‚اپA–ت“|‚بƒXƒPƒbƒ`‚ًکM‚é‹@‰ï‚حŒ¸‚è‚»‚¤‚إ‚ ‚éپBپi‰؛‚ج‰و‘œپj



 “Y•tƒtƒ@ƒCƒ‹
“Y•tƒtƒ@ƒCƒ‹