|
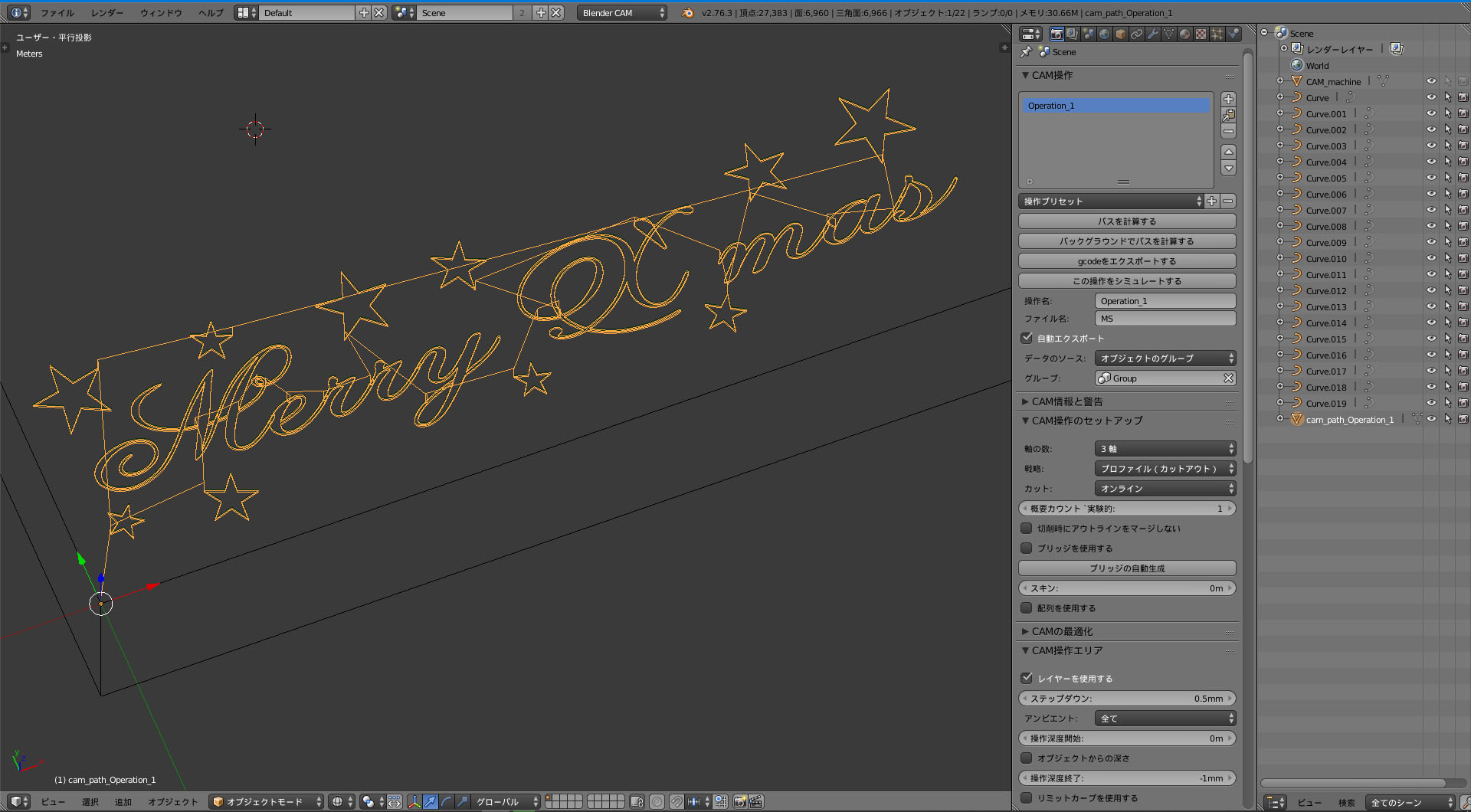
•K—v‚ة‰‚¶‚½ƒpپ[ƒc‚ً‚·‚®‚ةگفŒv‚µ‚ؤƒvƒٹƒ“ƒg‚إ‚«‚é—L‚è“پB
Zژ²ƒٹƒ~ƒbƒ^پ[
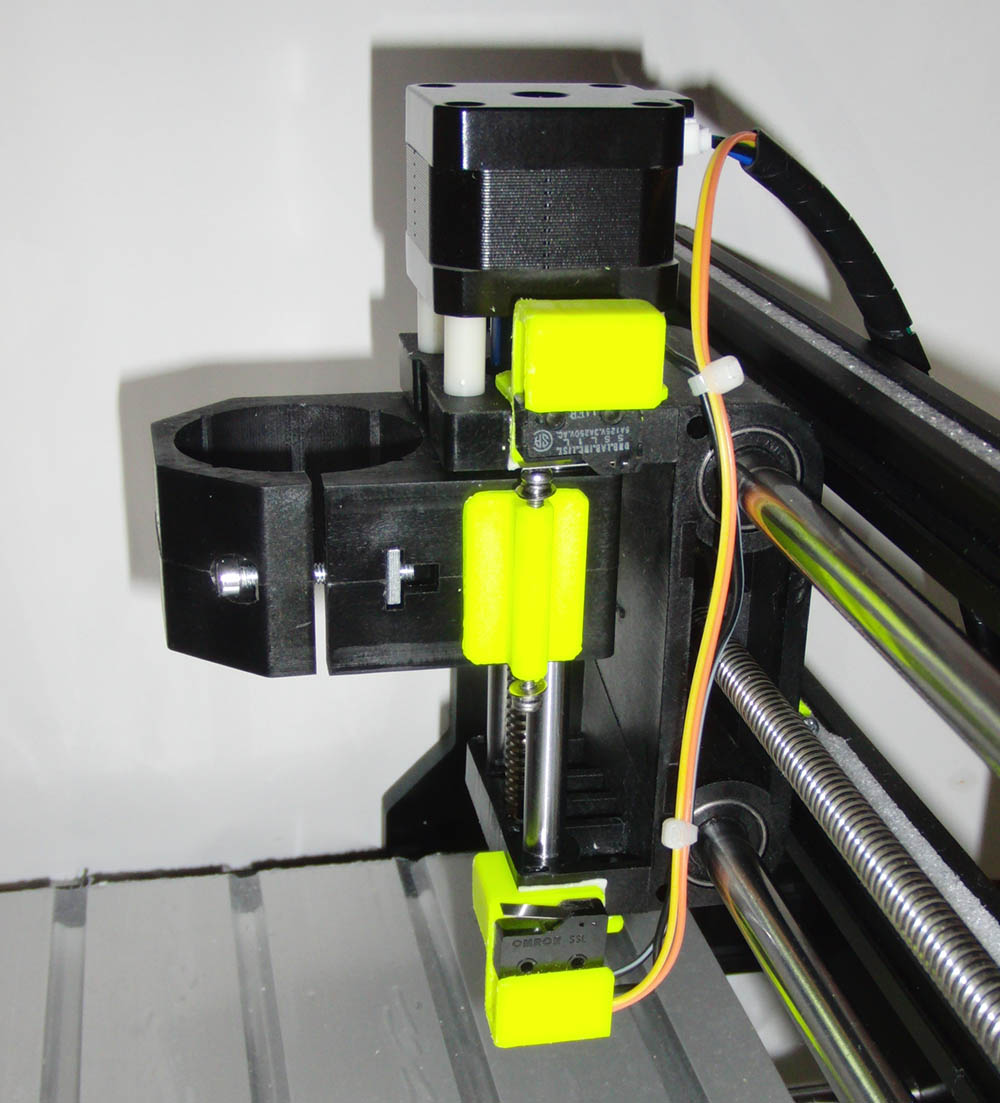
ƒٹƒ~ƒbƒ^پ[’âژ~ˆت’u‚ج”÷’²گ®‚حƒlƒWژ®پBپ@گU“®‚ھ’¼گع“`‚ي‚郂پ[ƒ^پ[‘¤‚حپA‚©‚ب‚è‚«‚آ‚ك‚جگف’èپB
ڈم‰؛0.5mm‚أ‚آ‚جƒXƒyپ[ƒX‚إ’âژ~‚·‚é‚و‚¤پAگف’èپB
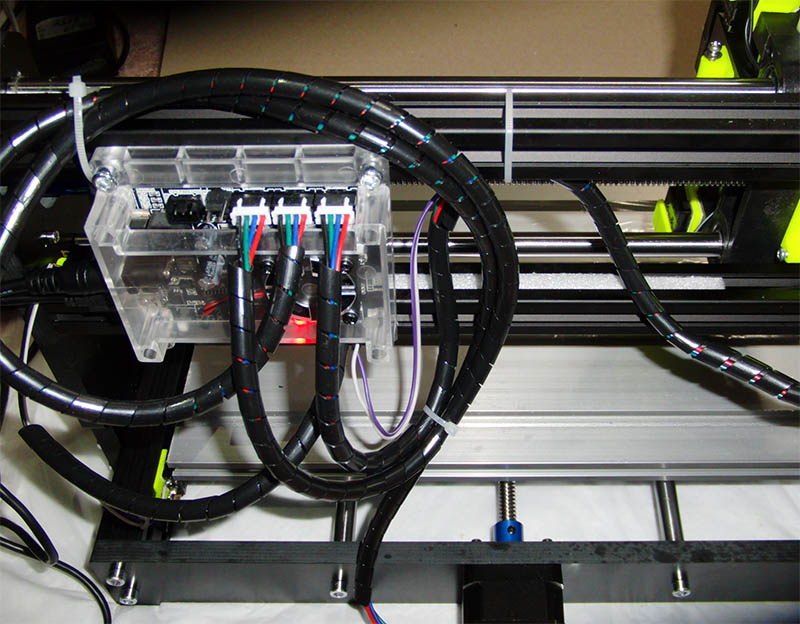
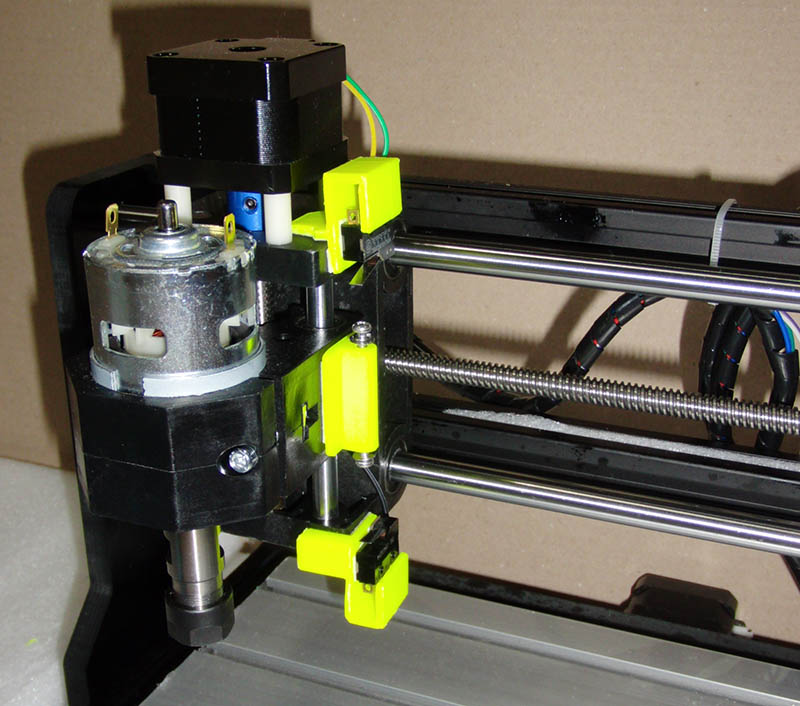
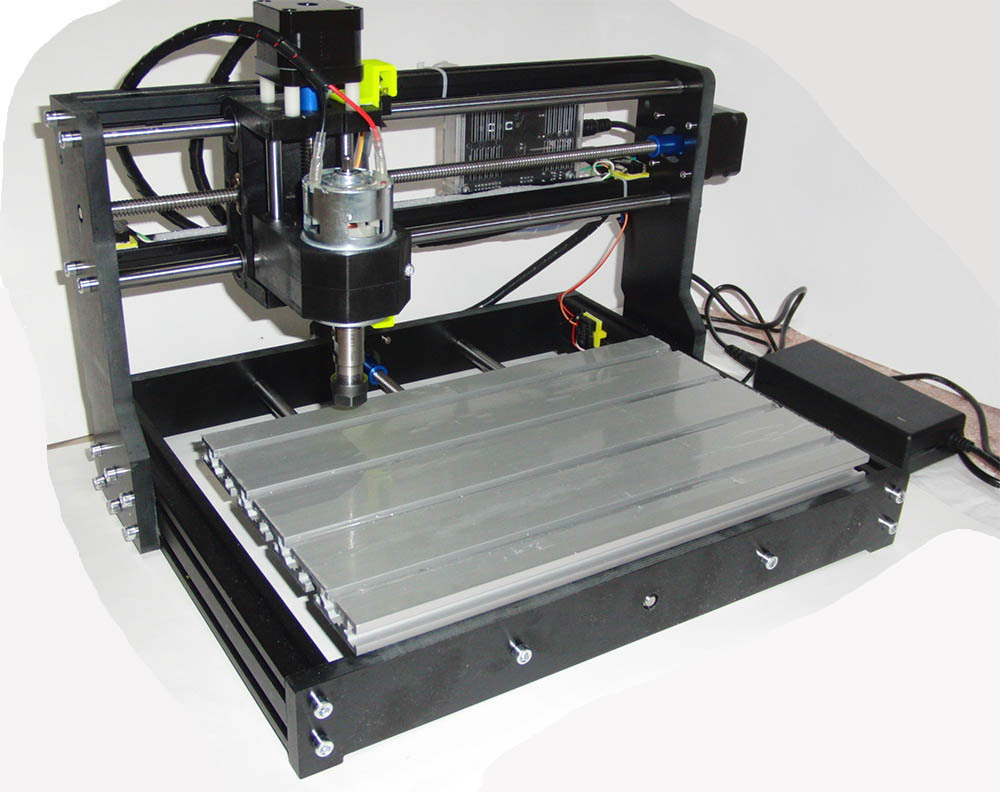
ƒ‚پ[ƒ^پ[‚ج‘•’…‚ئپAX,Y,Zژ²‚جƒٹƒ~ƒbƒ^پ[ژو‚è•t‚¯‚ھڈI—¹‚µ‚½‘S‘ج‚ج—lژqپBپ@‰©گF‚¢ƒpپ[ƒc‚ھ‚·‚ׂؤٹY“–پB
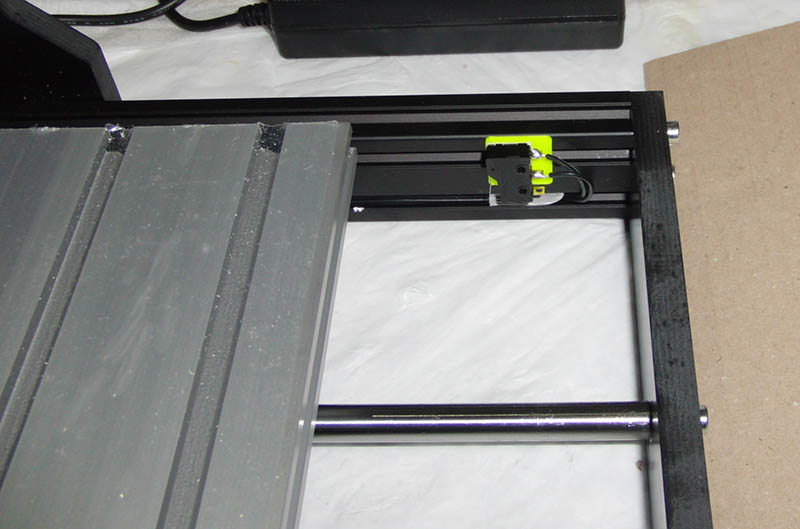
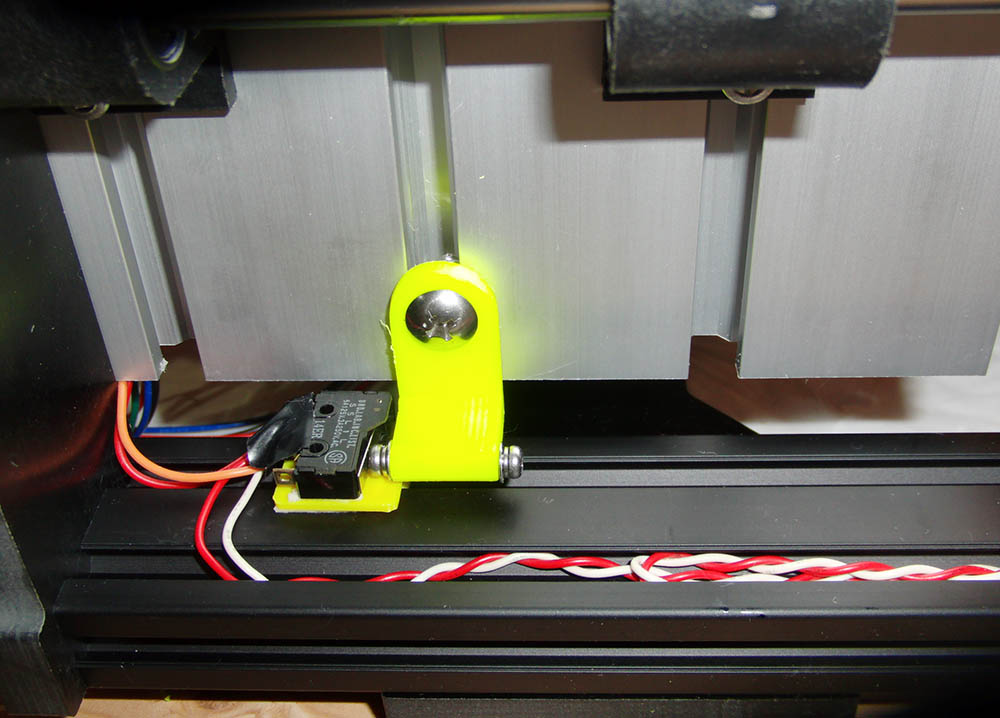
ƒeپ[ƒuƒ‹— ‘¤‚جYژ²ƒٹƒ~ƒbƒ^پ[
–hگo‘خچô‚ھ–³‚¢‚ج‚إپA‰؛Œü‚«‚ةژو‚è•t‚¯
-Yژ²‘¤پBپ@+‘¤‚ح‘خڈج‚إ“¯‚¶
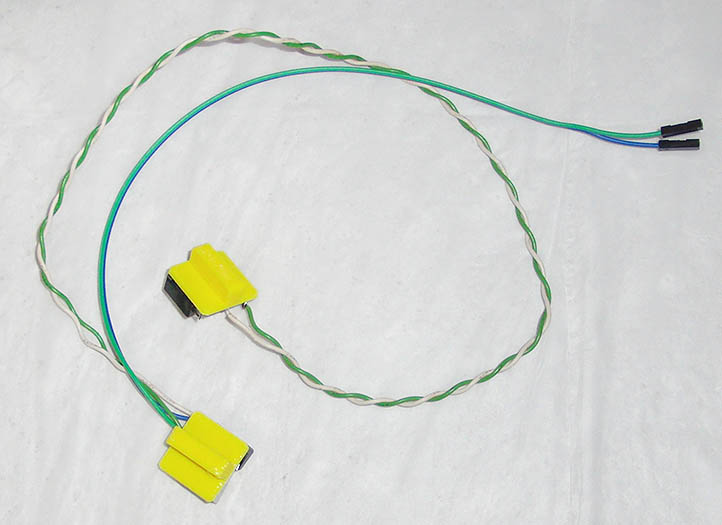
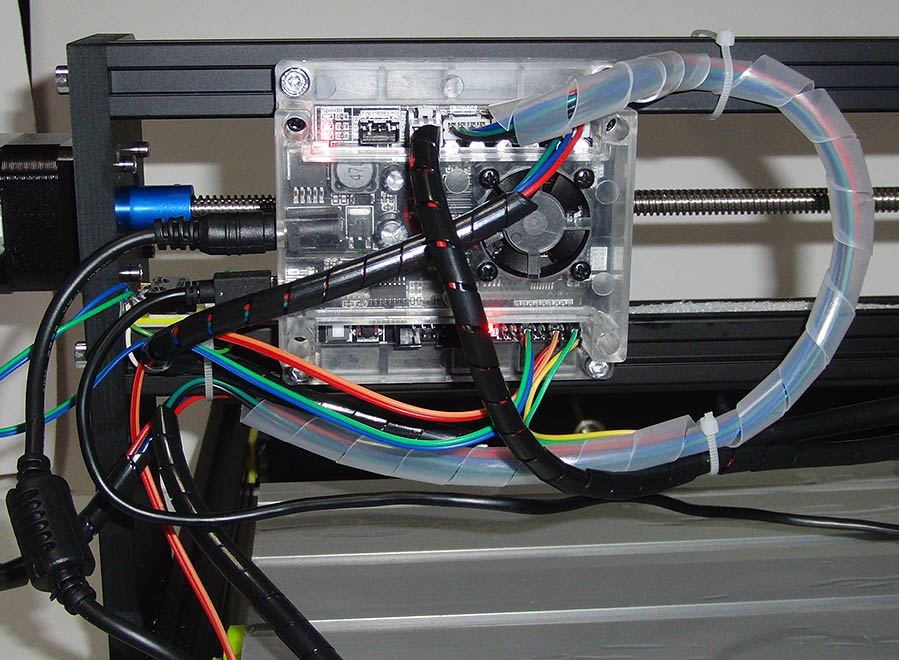
2Œآ‚جƒٹƒ~ƒbƒ^پ[‚ً1‚آ‚ة‚ـ‚ئ‚ك‚éژ–‚إپA’[ژqٹش‚ھƒXƒbƒLƒٹ‚µ‚½پB
پiƒvƒچپ[ƒu’[ژq‚حٹO‚µ‚ؤ‚ ‚éپj
ƒٹƒ~ƒbƒ^پ[ژو‚è•t‚¯Œم‚جپuƒzپ[ƒ~ƒ“ƒOپv‘€چى
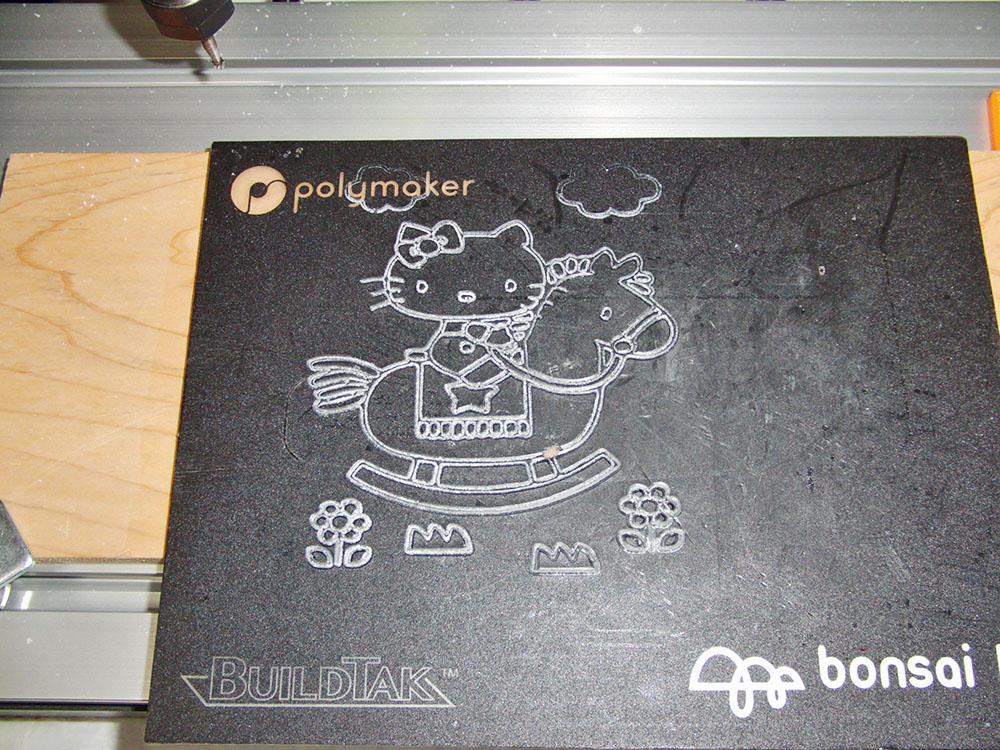
1–œ‰ٌ“]‚إƒ‚پ[ƒ^پ[ƒeƒXƒgپBپ@ژ؛“à‚إ‚ح”÷–‚ب‰¹—تپBپiگطچي‚ًژn‚ك‚é‚ئ‘›‰¹‚ة‚ب‚éپHپj
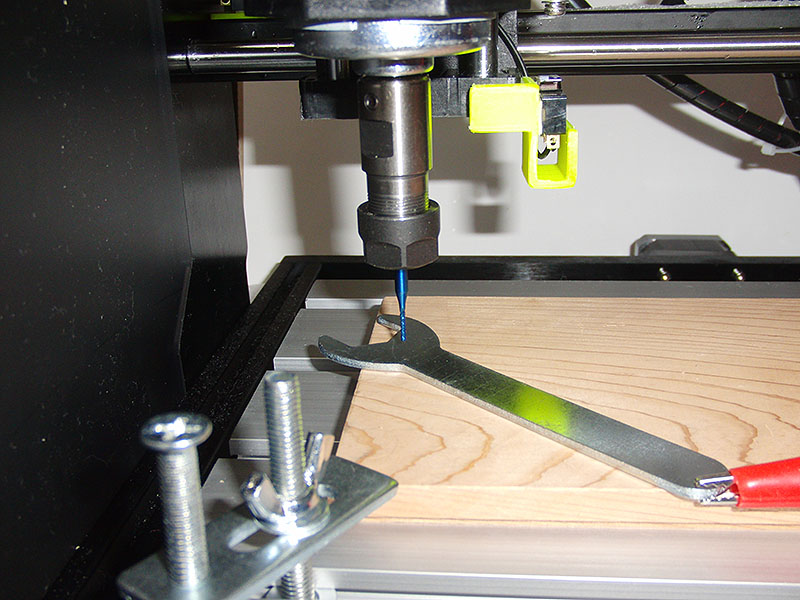
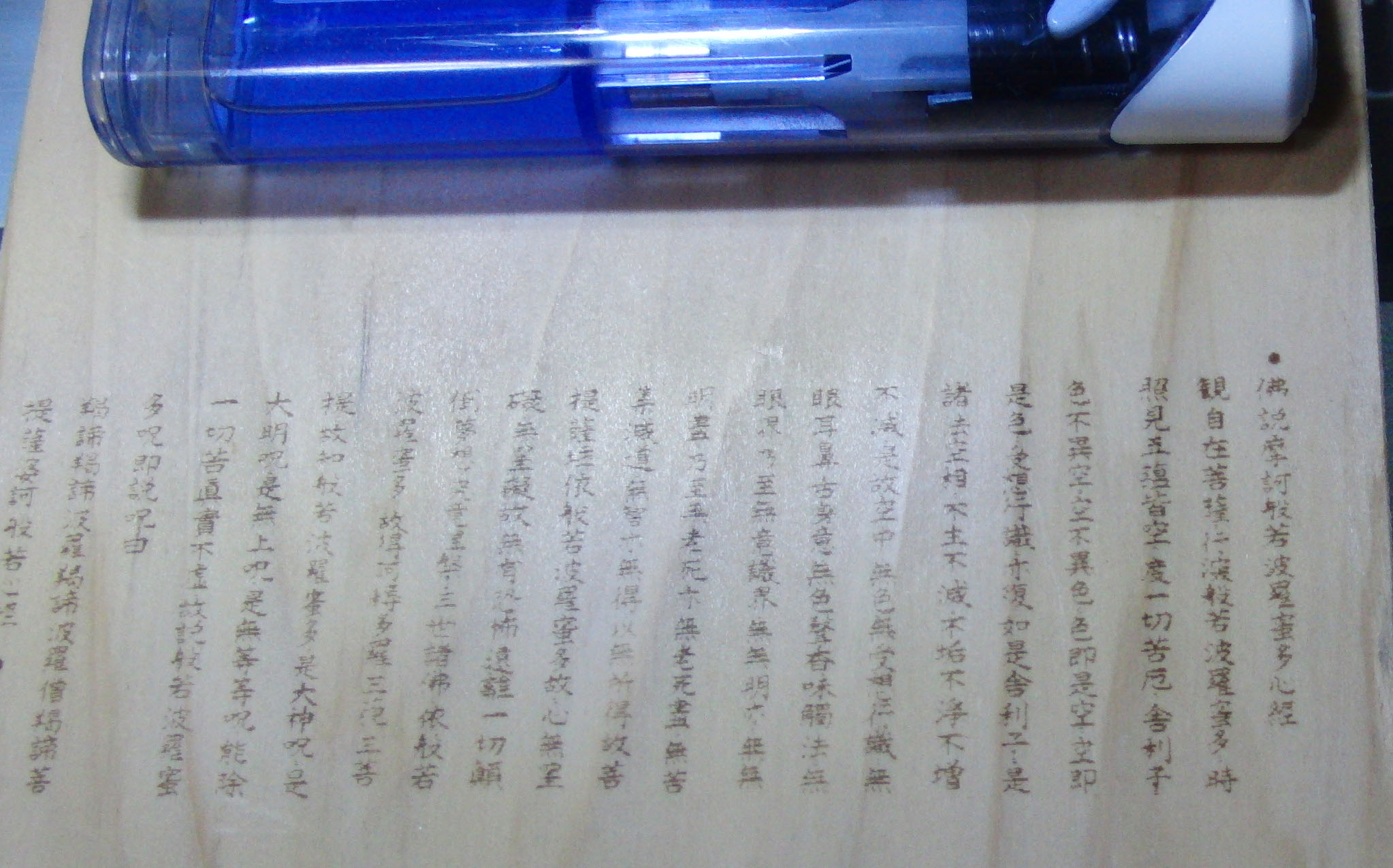
ƒvƒچپ[ƒu‚ة‚و‚éZژ²‚ج0ٹîڈ€ŒںڈoƒeƒXƒg‚حپAƒڈƒjŒûƒNƒٹƒbƒv‚ج‘م‚ي‚è‚ةƒ}ƒCƒNƒچƒXƒCƒbƒ`‚ً—ک—pپB
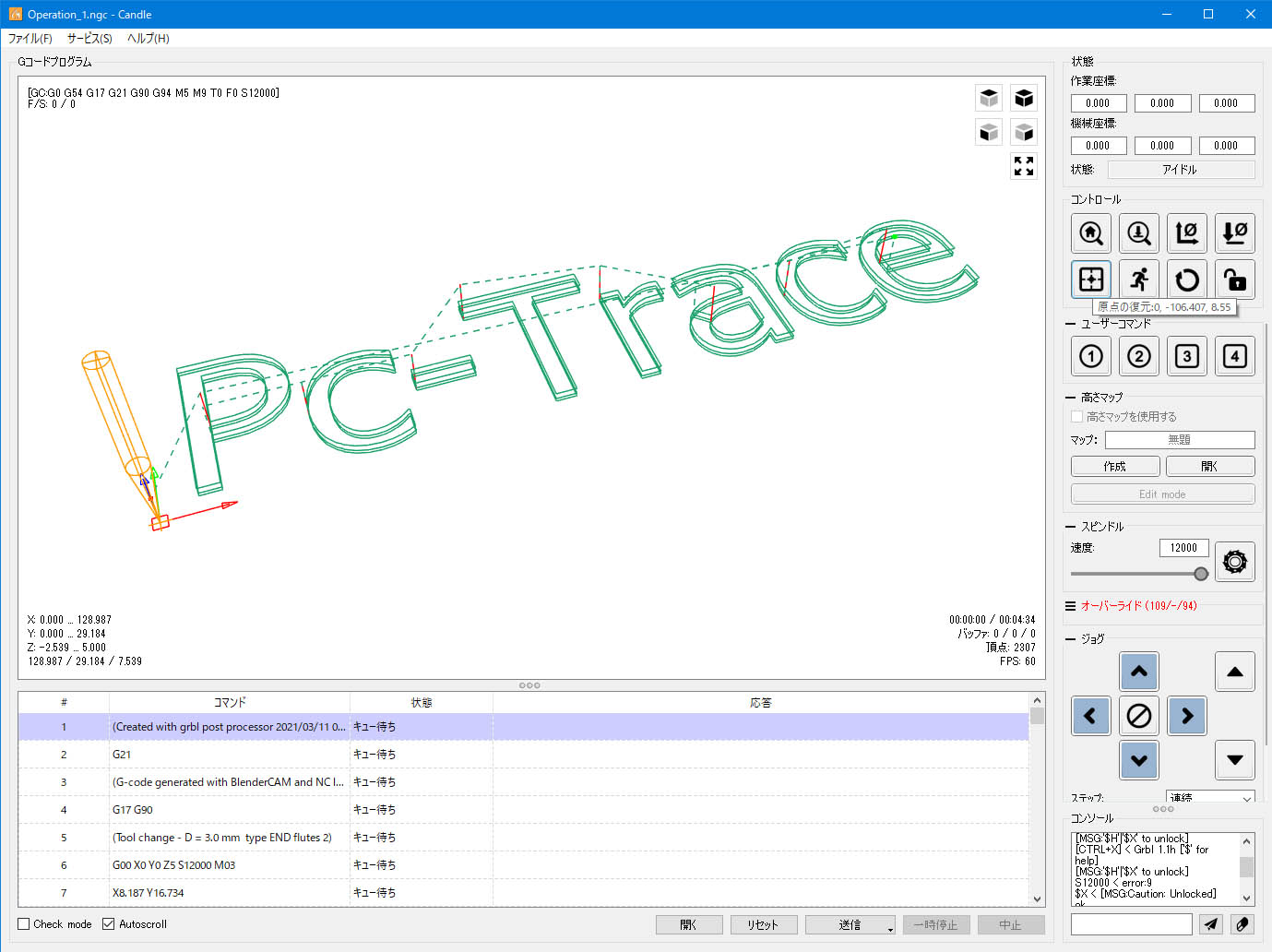
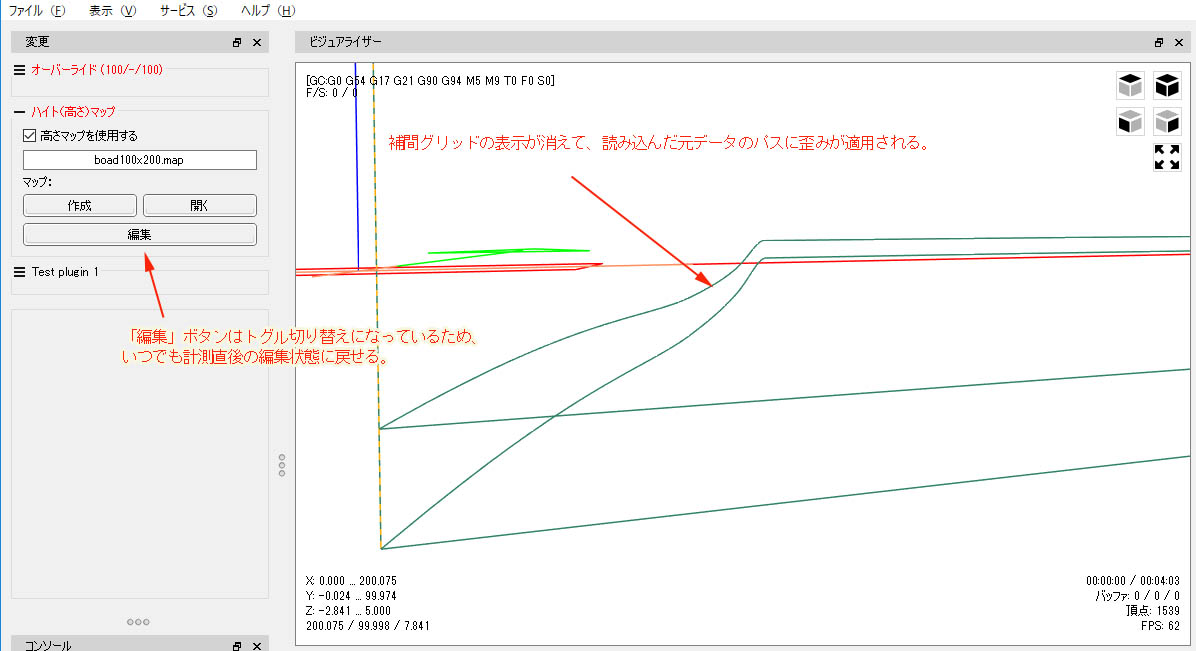
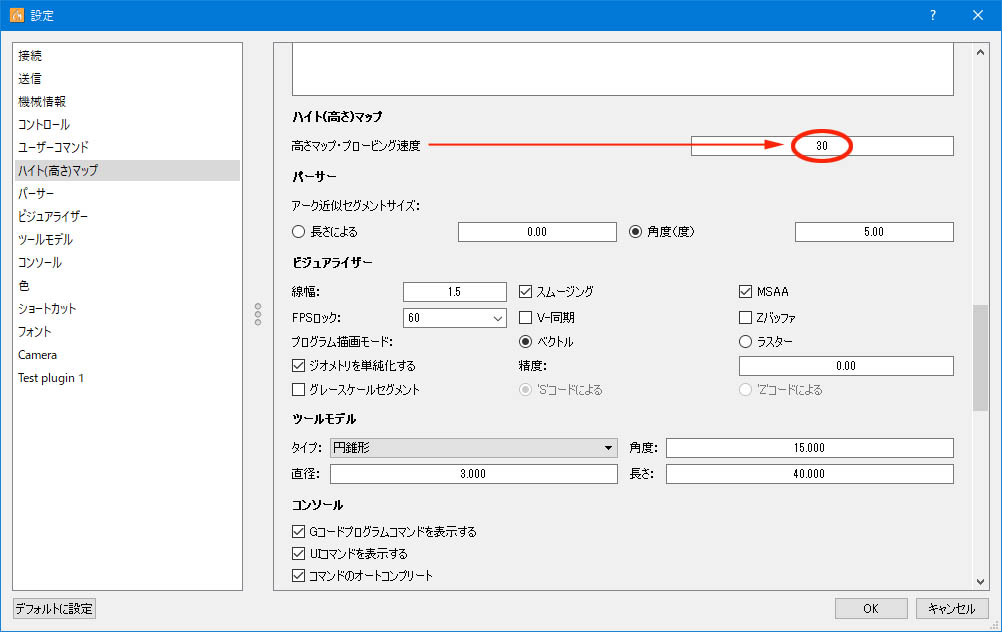
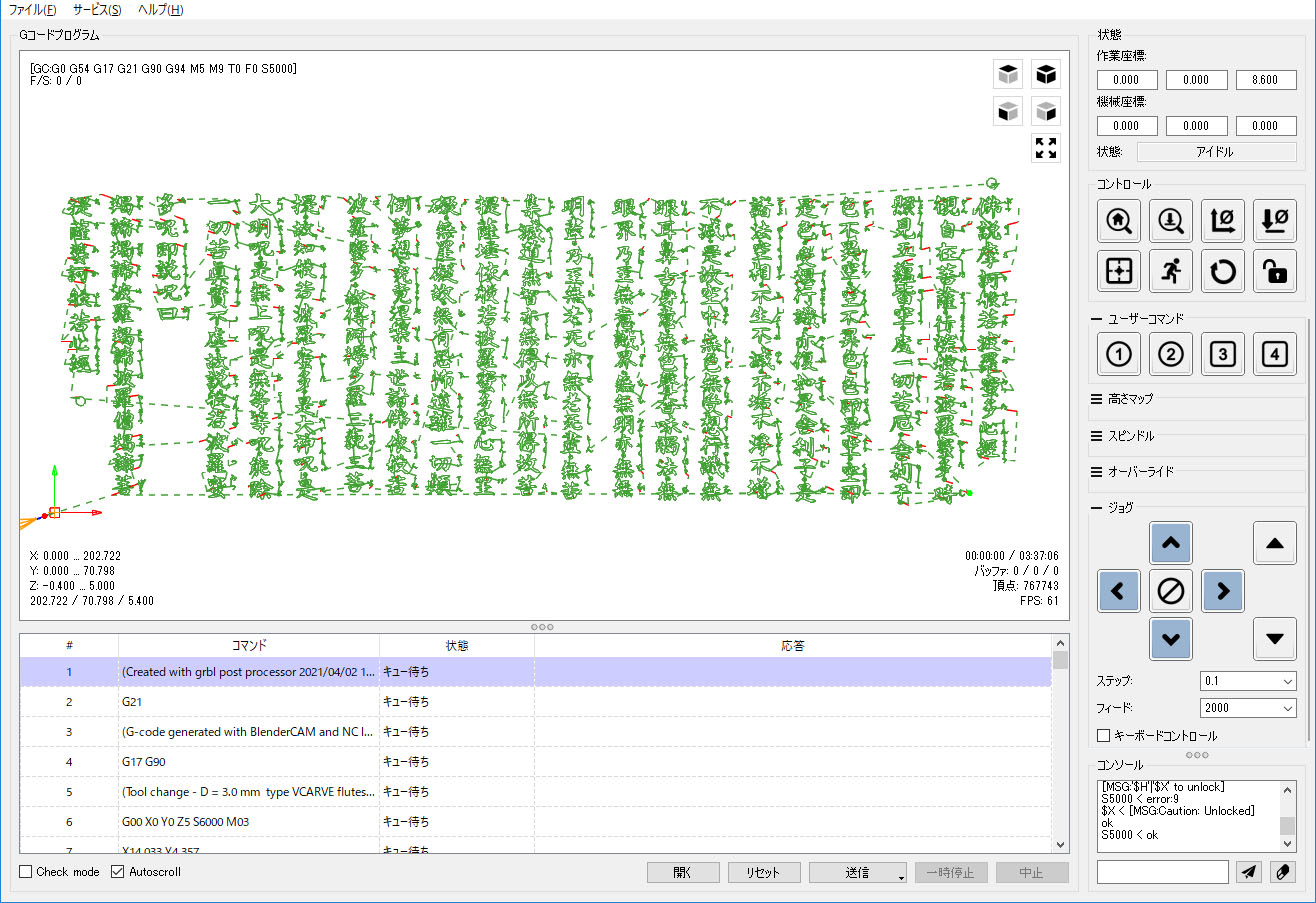
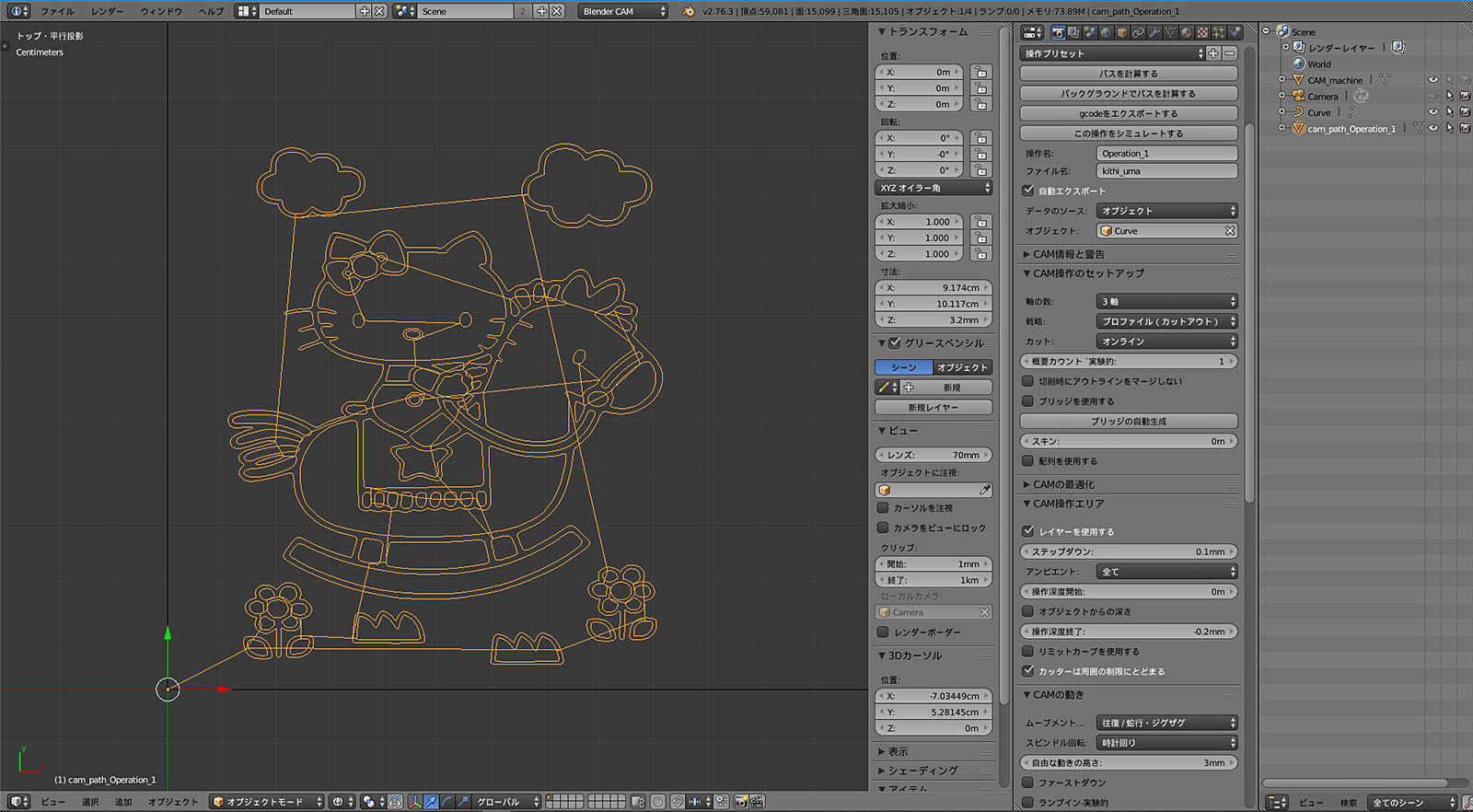
پuCNCjsپv‚جƒfƒtƒHƒ‹ƒgگف’è‚إ‚حچ~‰؛‘¬“x‚ھ‚©‚ب‚è’x‚¢‚ج‚إپA”{’ِ“x‚ةڈم‚°‚é—\’èپB
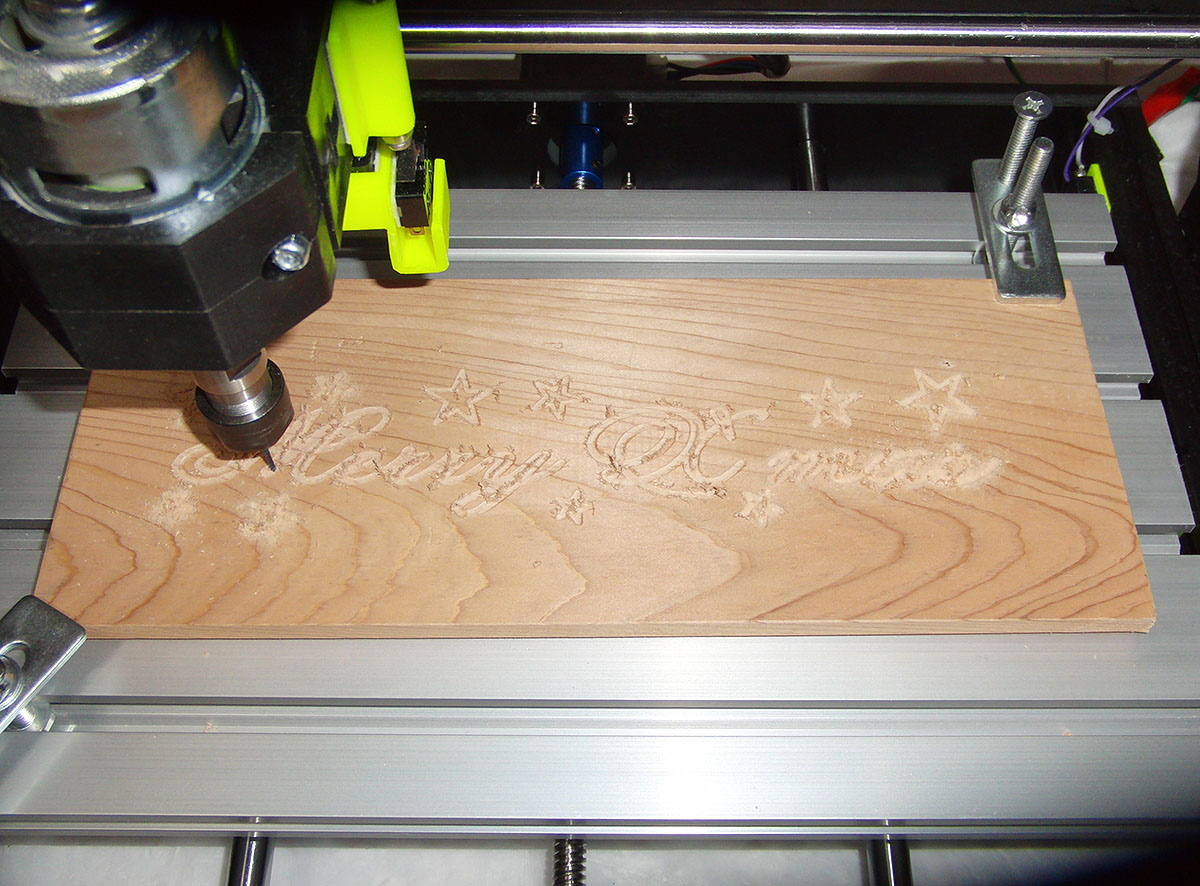
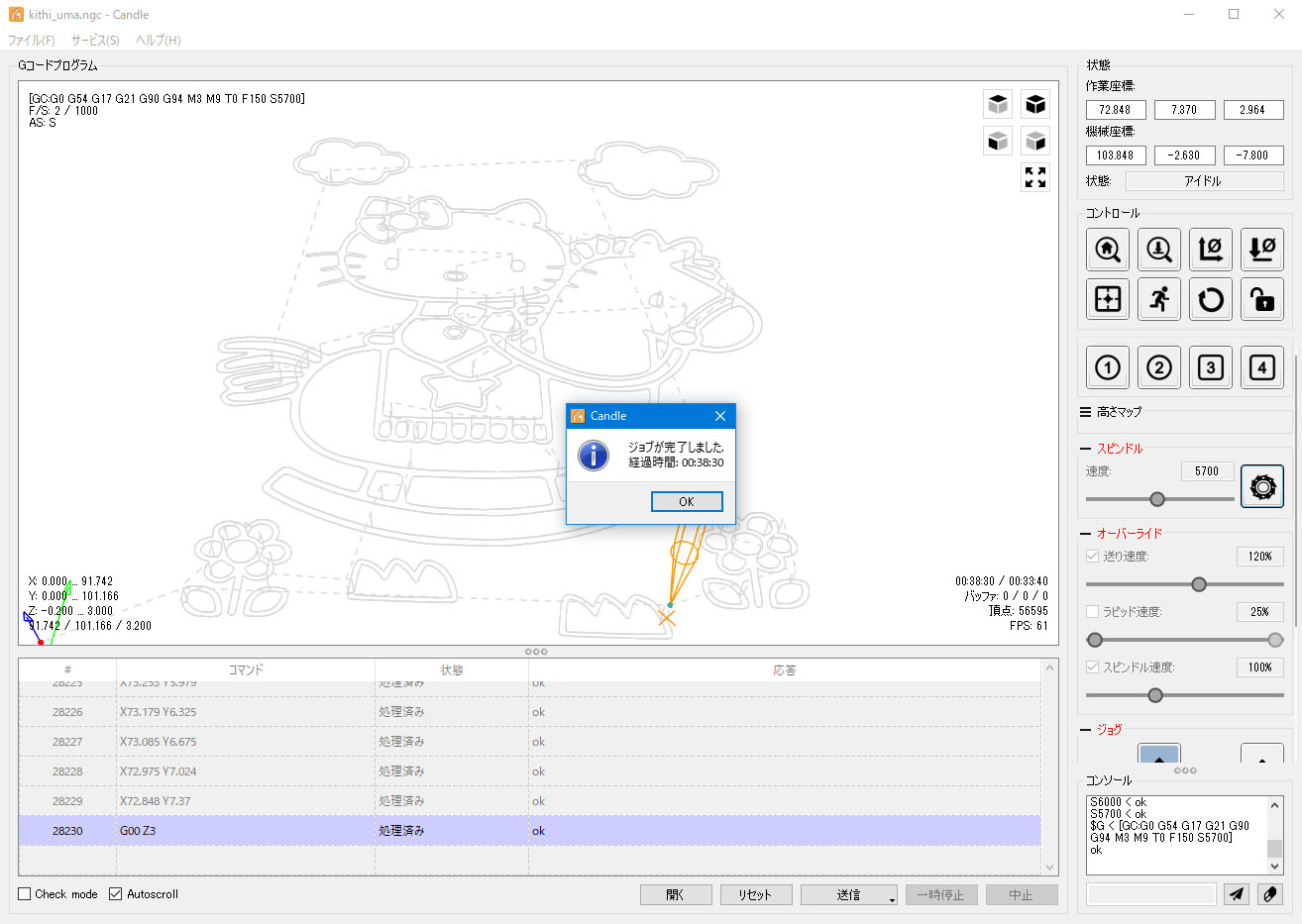
‚±‚ê‚إپA‰^“]‚ة•K—v‚بڈ€”ُ‚ھ‚·‚ׂؤگ®‚ء‚½پB
|



 “Y•tƒtƒ@ƒCƒ‹
“Y•tƒtƒ@ƒCƒ‹