|
•K‚¸‚ا‚±‚©‚ة‚¢‚éپI
’T‚µ‘±‚¯‚ؤ‚â‚ح‚è‚¢‚½پIپ@YouTube‚ة‚¢‚½پB
‚ ‚ء‚³‚茩گط‚è‚ً•t‚¯‚ؤژں‚ةگi‚à‚¤‚ئ‚µ‚ؤ‚¢‚é–îگوپA‘«‚ًˆّ‚ء’£‚éگlپB
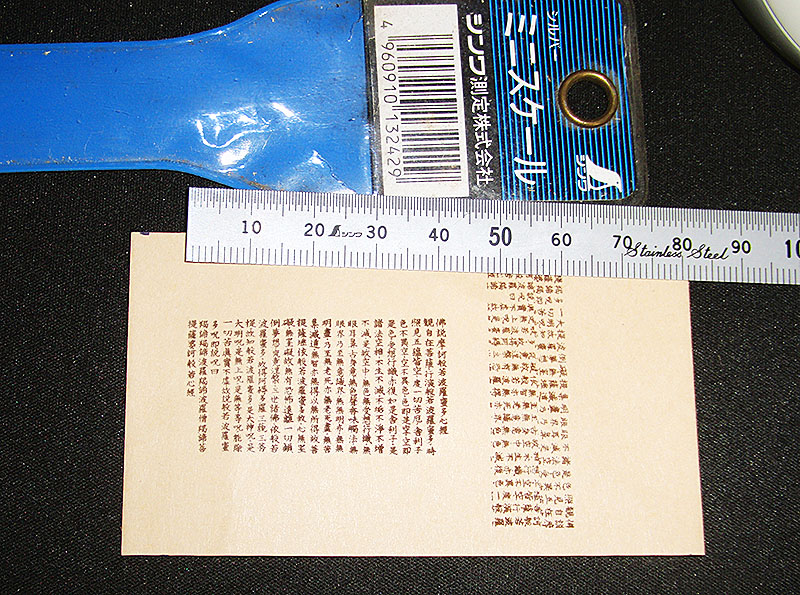
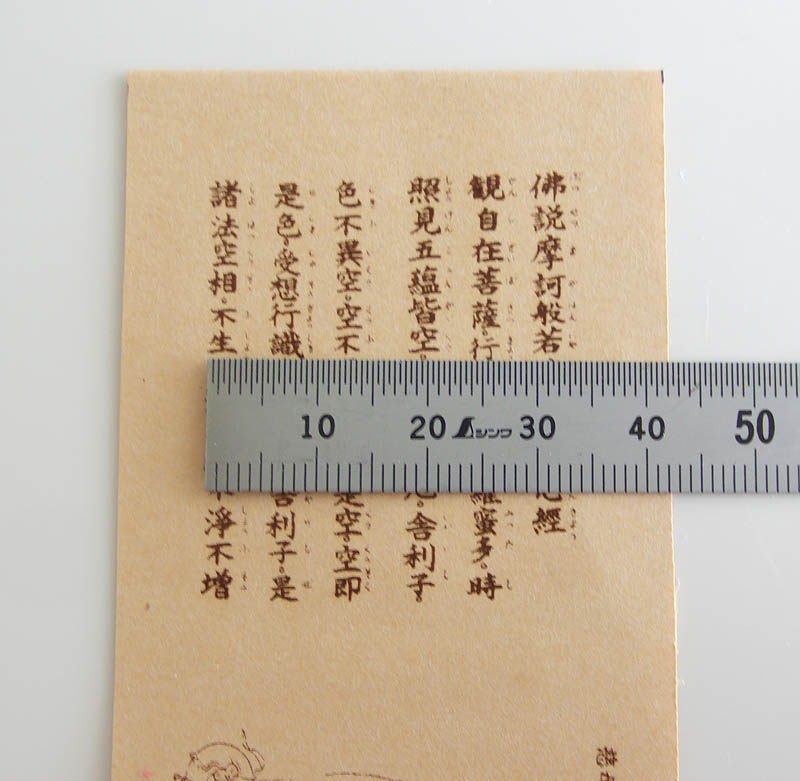
‹ح‚©4ƒZƒ“ƒ`ژl•û‚جƒڈپ[ƒNƒGƒٹƒA‚ج‚½‚ك‚ة‚»‚±‚ـ‚إ‚â‚é‚©پH
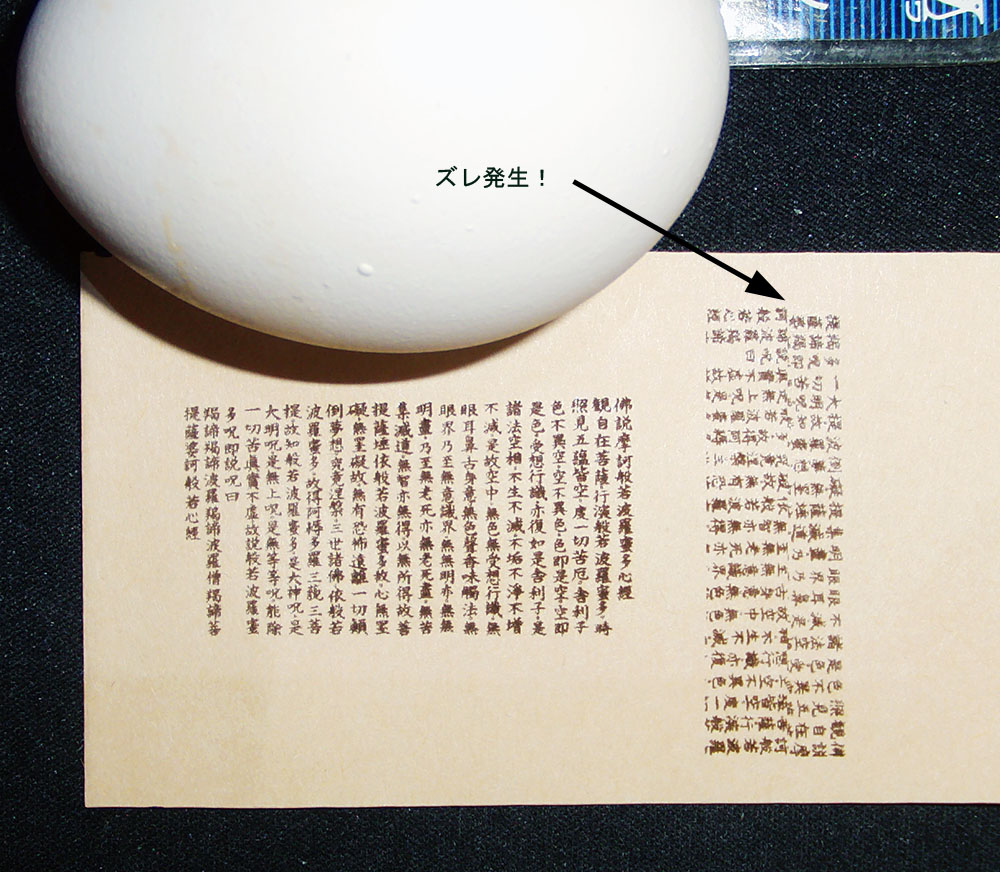
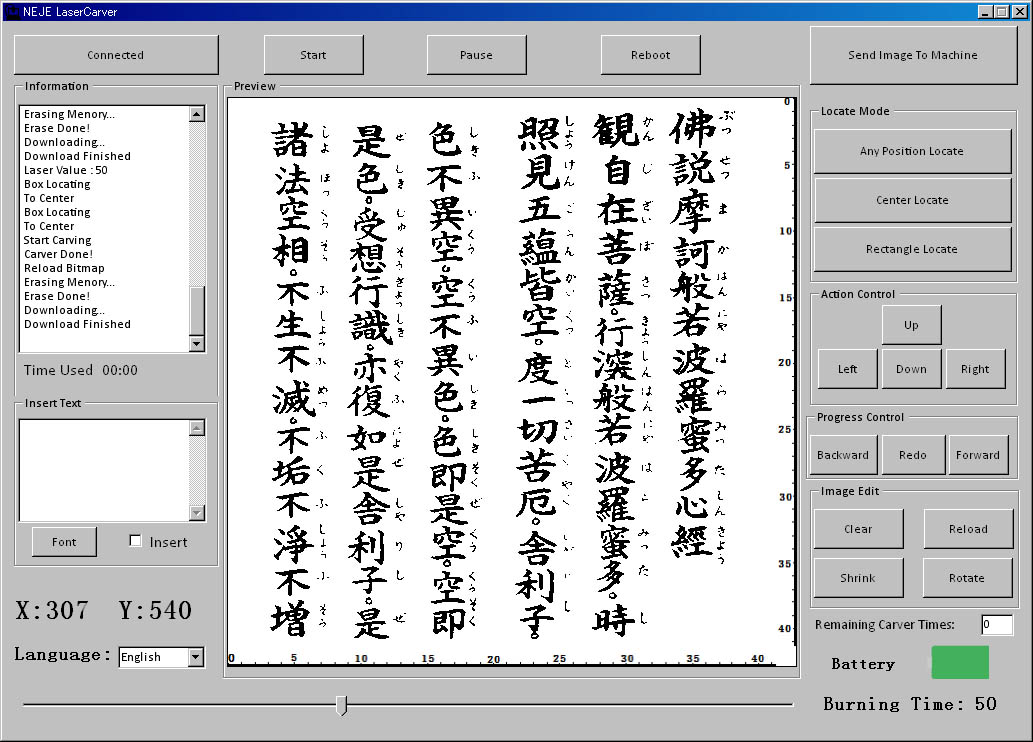
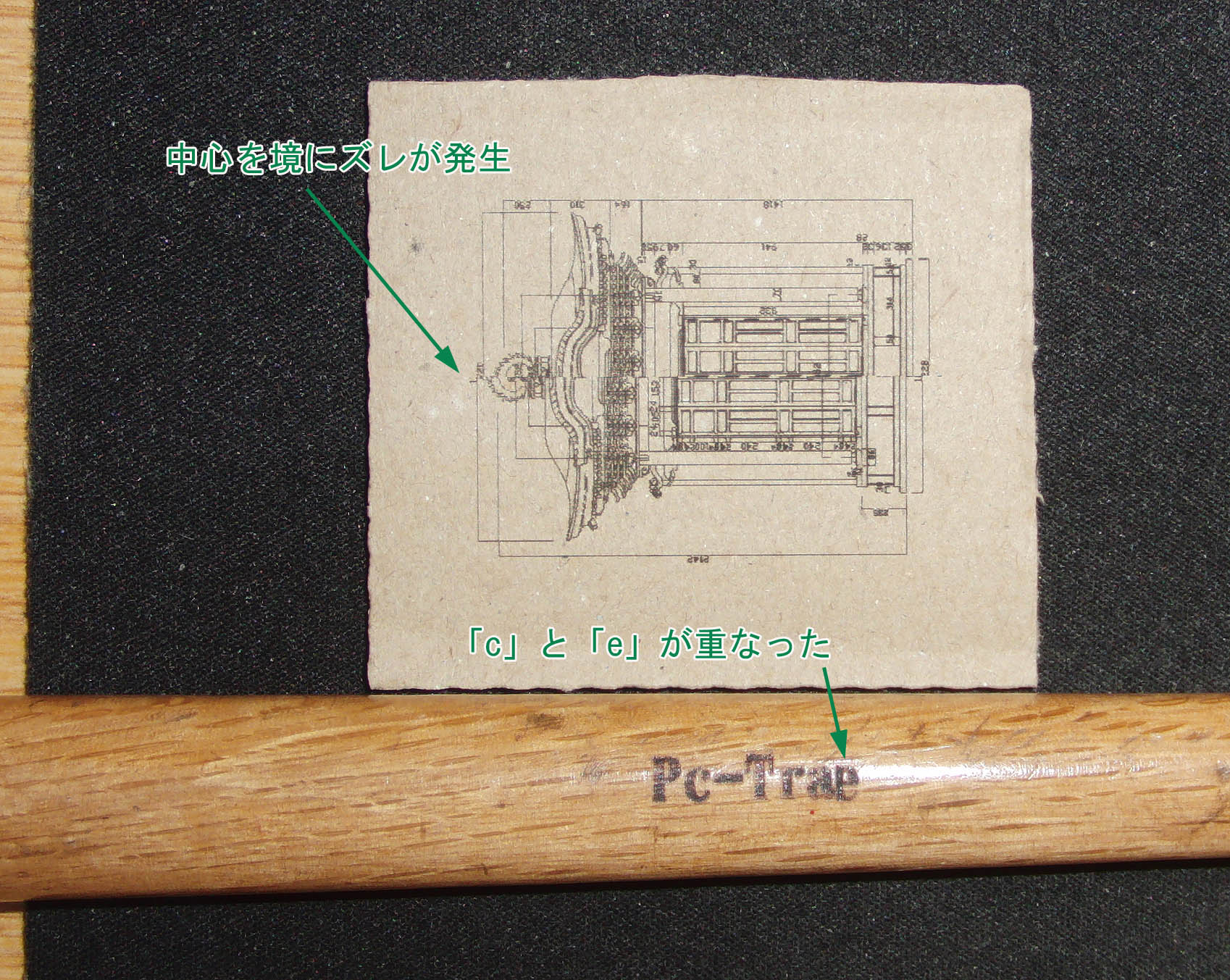
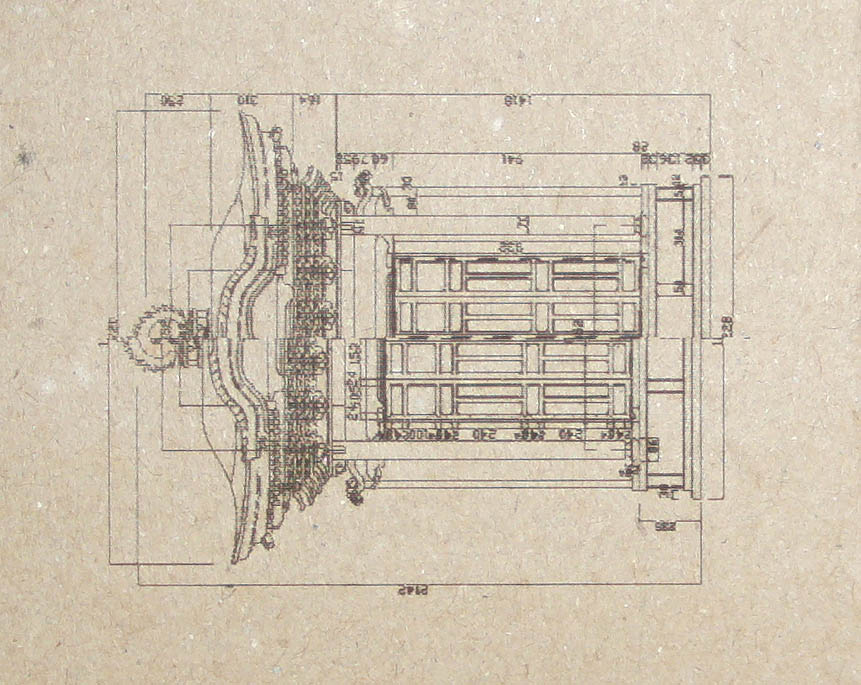
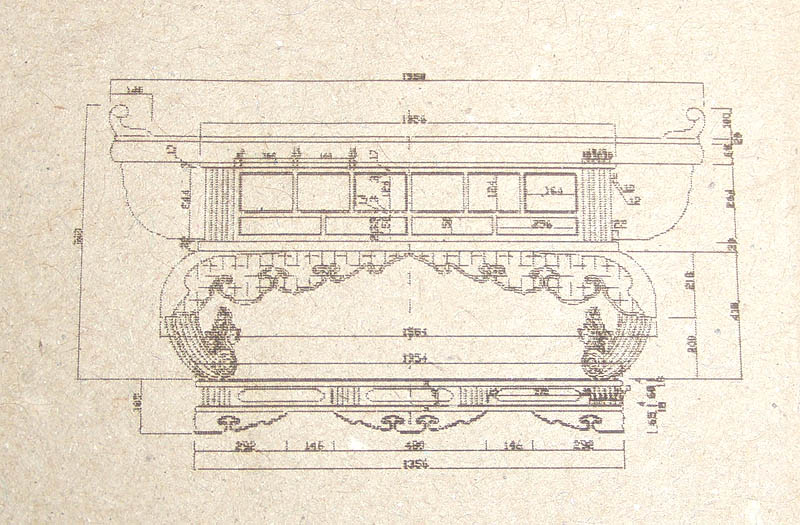
Xژ²‚ئYژ²‚ً‹t‚ة‘}‚·ƒ{ƒP‚ح‚ ‚ء‚ؤ‚àƒIƒ`‚ح–³‚©‚ء‚½‚ھپAچإŒم‚ـ‚إŒ©‚ؤ‚µ‚ـ‚ء‚½پB‹v‚µ‚ش‚è‚ةڈخ‚¦‚½“®‰وپB
–|–َƒ‚پ[ƒh‚إ‚à–ع“I‚ئچ\گ¬‚ح—ا‚—‰ً‚إ‚«‚½پB
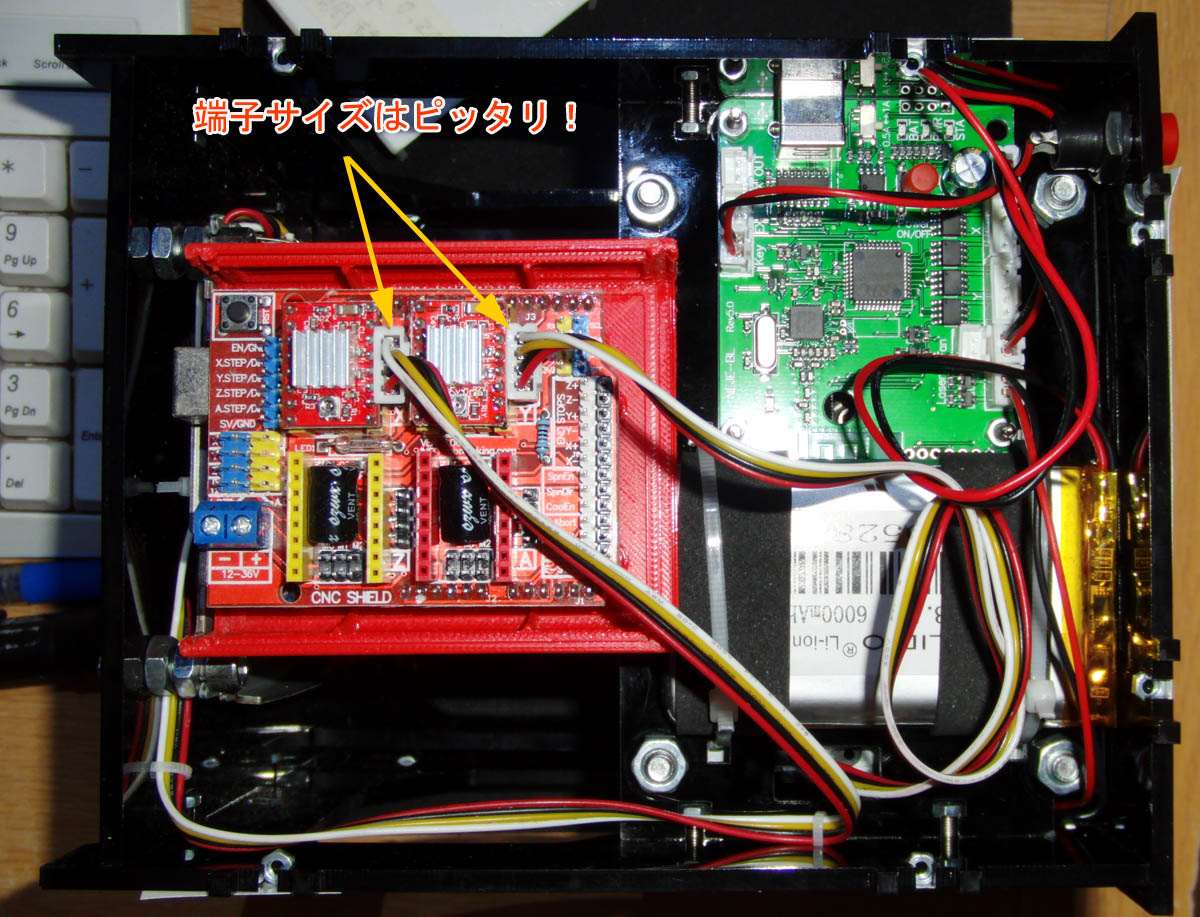
ٹT—ھپAپuArduino UNOپv+ ”ؤ—p‚جƒVپ[ƒ‹ƒh‚ةA4988‚جƒhƒ‰ƒCƒoپ[‚ً‘}‚µ‚ؤپA3200ƒXƒeƒbƒvپi200✕16پj‚إCDƒ‚پ[ƒ^پ[‚ً‹ى“®‚·‚é‚ئ‚¢‚¤‚à‚جپiƒVƒ‡پ[ƒgƒsƒ“3–{‘}‚µپjپB
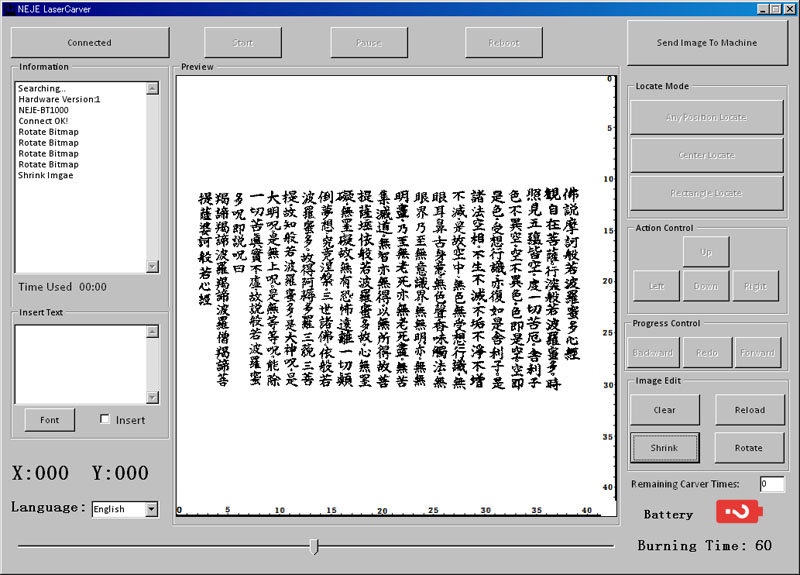
ƒAƒvƒٹ‚حپAFree‚جپuUniversalGcodeSenderپv‚ًGRBLƒ‚پ[ƒh‚إ“®چى‚³‚¹پA‰و‘œ‰ءچH‚ئƒfپ[ƒ^ڈo—ح‚حInkscapeپBپi‚à‚¤پA‚¨Œˆ‚ـ‚è‚جƒRپ[ƒXپj
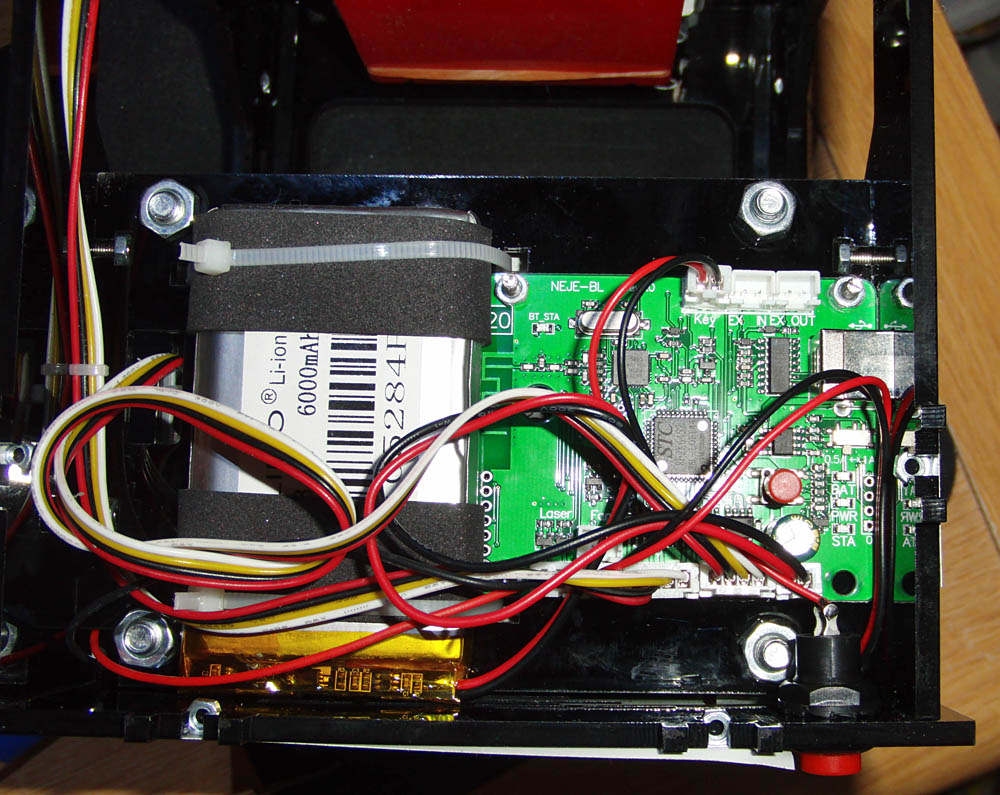
ƒnپ[ƒhƒEƒFƒA‚ج‰ü‘¢‚ةچغ‚µپA–¢’²گ®‚ج‚ـ‚ـA4988‚جƒhƒ‰ƒCƒoپ[‚ةƒ‚پ[ƒ^پ[‚ج’[ژq‚ً‘}‚·‚ئڈ¬‚³‚بCDƒhƒ‰ƒCƒu—p‚جƒ‚پ[ƒ^پ[‚إ‚ح‰ء”M‚µ‚ؤ‚µ‚ـ‚¤‚½‚كپAƒhƒ‰ƒCƒu“dˆ³‚ً0.24V’ِ“x‚ـ‚إ‰؛‚°‚é•K—v‚ھ‚ ‚é‚ئ‚¢‚¤گà–¾پB
CD‚âپADVD‚إ—ک—p‚³‚ê‚ؤ‚¢‚éƒXƒeƒbƒsƒ“ƒOƒ‚پ[ƒ^‚ج’[ژq‹Kٹi‚à‘½ڈ–³—‚·‚ê‚خUNO‚جƒ‚پ[ƒ^پ[’[ژq‚ة‚»‚ج‚ـ‚ـ‘}‚¹‚é‚炵‚¢پB
پ¦“®‰و‚ج’†‚إ‚ح—]•ھ‚بƒhƒ‰ƒCƒoپ[‚ھ2Œآ‘}‚µ‚½‚ـ‚ـ‚ة‚ب‚ء‚ؤ‚¢‚éپB
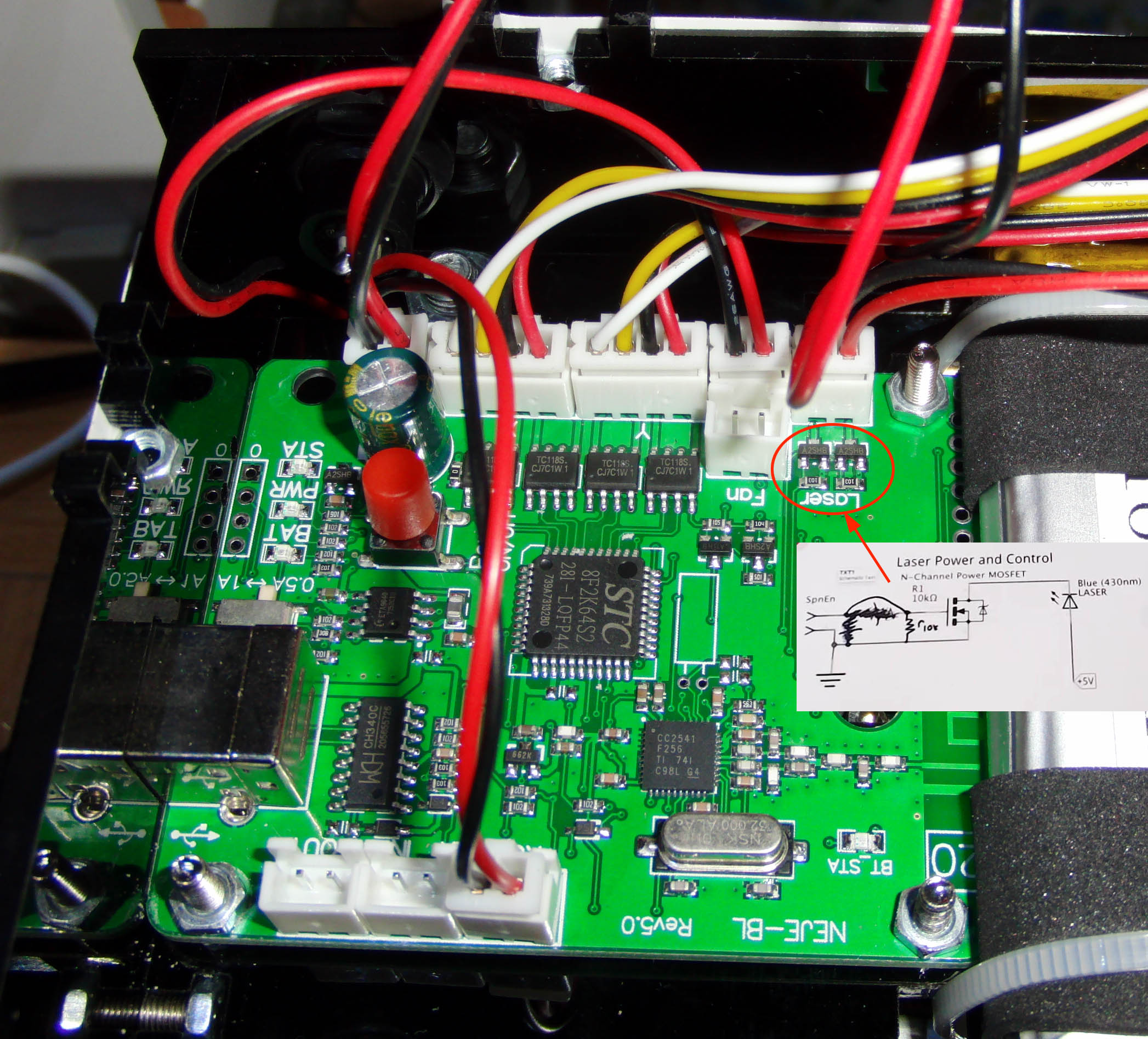
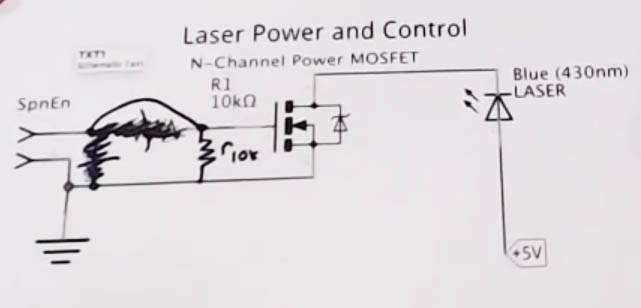
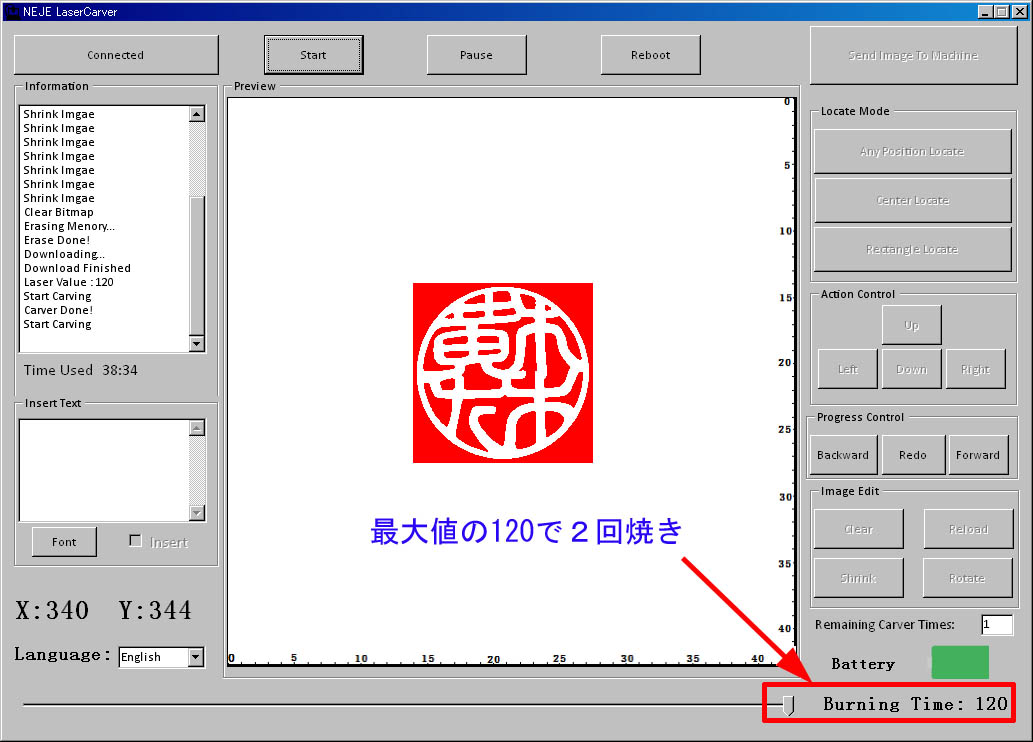
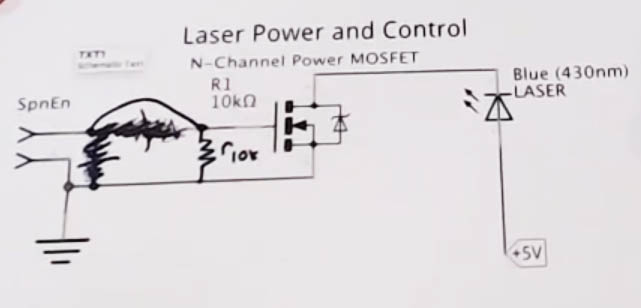
‘¼‚ةپAƒŒپ[ƒUپ[ƒ_ƒCƒIپ[ƒh‚ج‹ى“®—p‚ئ‚µ‚ؤ10‚‹ƒIپ[ƒ€‚ج’ïچR‚ئ”ؤ—pNƒ`ƒƒƒ“ƒlƒ‹پEPowerپEMOSFET1Œآ‚ًڈ€”ُپB
‰ٌکHگ}‚ة‰ء‚¦‚ç‚ꂽڈCگ³گü‚حپA‰ك‹ژ‚ةƒ~ƒX‚ء‚½‚à‚ج‚ً’ùگ³پBپi‚µ‚½‚炵‚¢پj
UNO‚جپAپuspnENپv’[ژq‚ً—ک—p‚µ‚½“®چىŒ´—‚ـ‚إڈع‚µ‚‰ًگà‚³‚ê‚ؤ‚¢‚½پB
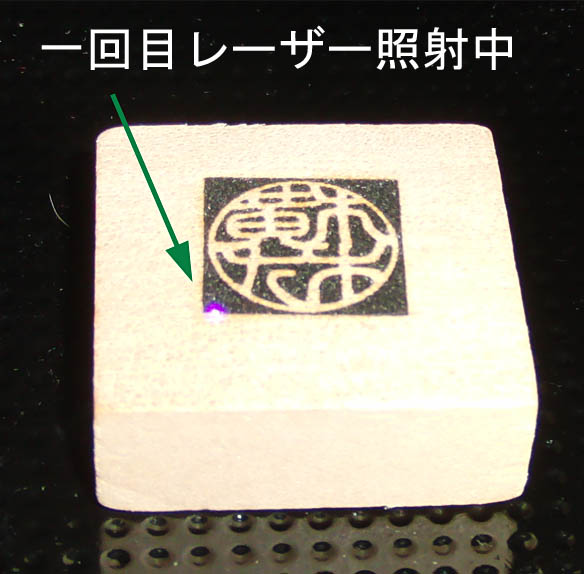
‚ب‚ç‚خ‚¢‚ء‚»‚±‚ج‚ـ‚ـƒŒپ[ƒUپ[âں‘ج‚ًچىگ»‚µ‚ؤپEپE‚ئپAŒ¾‚ء‚ؤ‚ح‚¢‚¯‚ب‚¢“®‰و‚¾‚ء‚½پB
|







 “Y•tƒtƒ@ƒCƒ‹
“Y•tƒtƒ@ƒCƒ‹