ғAғvғҠӮМҸҖ”хӮӘҗ®ӮБӮҪӮЖӮұӮлӮЕҒujwwcadҒvӮМғfҒ[ғ^Ӯ©ӮзҒA‘Ғ‘¬ҒuNCҒvғfҒ[ғ^ӮМҚмҗ¬ӮЙӮЖӮиӮ©Ӯ©ӮйҒB
ҒuNCVCҒvӮМғwғӢғvӮ©ӮзҒAғfҒ[ғ^җ¶җ¬ӮЙ•K—vӮИҚҖ–ЪӮМӮЭҗЭ’иӮ·ӮйҺ–ӮЙҒB
Ӯ ӮӯӮЬӮЕҒuGRBLҒvӮМғRғ“ғgғҚҒ[ғӢҒEғAғvғҠғPҒ[ғVғҮғ“ӮЕғVғ~ғ…ғҢҒ[ғgӮЕӮ«ӮйҺ–ӮӘ–Ъ“IҒB
ҒyjwwcadӮЕӮМ’ҚҲУҺ–ҚҖҒz
ҒEҒEӮЖҢҫӮБӮДӮа2ӮВӮҫӮҜҒB
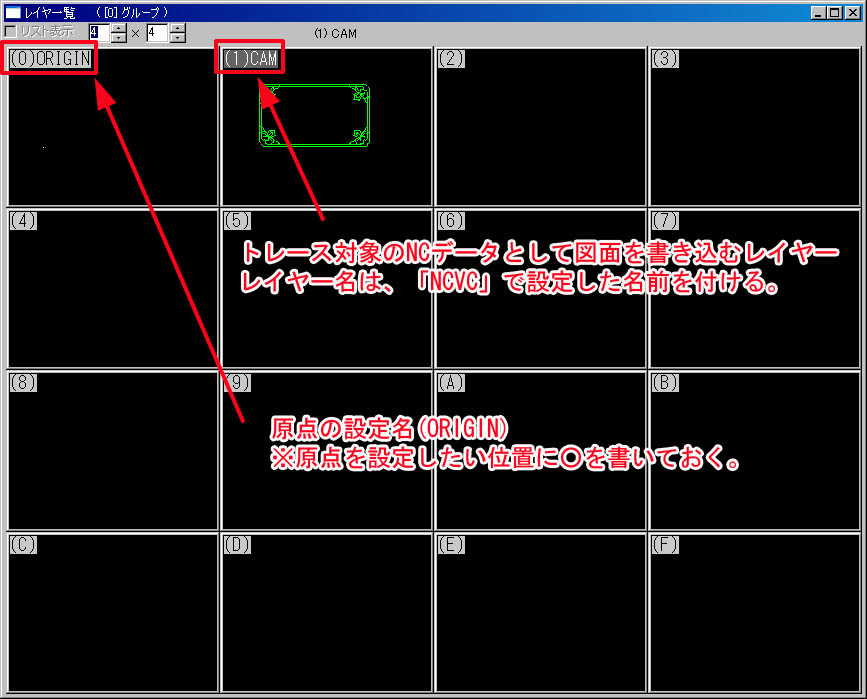
1..Ңҙ“_ӮрҗЭ’иӮ·ӮйғҢғCғ„Ғ[ӮЙҒuNCVCҒvӮЕҗЭ’иӮөӮҪ–ј‘OӮр•tӮҜӮйҒB
2..җ}–КӮрҸ‘ӮӯғҢғCғ„Ғ[ӮЙҒuNCVCҒvӮЕҗЭ’иӮөӮҪ–ј‘OӮр•tӮҜӮйҒB
ҒyҚЕҸүӮЙҒujwwcadҒvӮМҒA2ӮВӮМғҢғCғ„Ғ[–јӮрҗЭ’иӮөӮДӮЁӮӯҒz
ҒҰҸӯӮИӮӯӮЖӮағgғҢҒ[ғXҒiҗШҚнҒj‘ОҸЫӮЙӮИӮйҗ}–КғҢғCғ„Ғ[ӮҫӮҜӮЕӮа–ј‘OӮрҗЭ’иӮөӮДӮЁӮӯ•K—vӮӘӮ ӮйҒB
ҒyҚЎүсҺgӮӨҒA”LҢЛӮМғӮғbғRӮрҺOӮВ—tӮЕғfғUғCғ“ӮөӮҪҗ}–КҒBӮ·ӮЕӮЙҸ‘Ӯ«ҚһӮЭғҢғCғ„Ғ[ӮЖӮөӮД2ӮЙҲЪ“®ӮөӮДӮ ӮйҒz
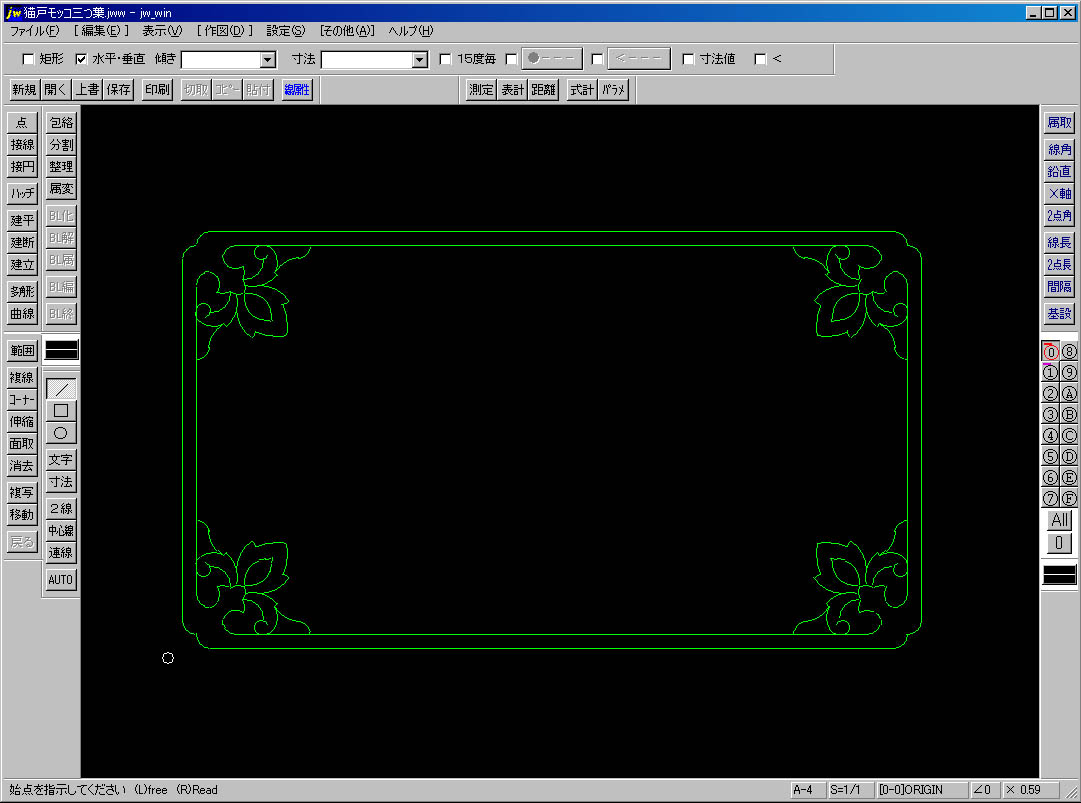
ғTғCғYӮЖҺЪ“xҗЭ’иӮӘҸI—№ӮөӮҪӮзҒAӮ»ӮМӮЬӮЬҒujwwҒvӮМ‘®җ«ӮЕҗ}–КӮр•Ы‘¶ҒB
ҒyҒuNCVCҒvӮрӢN“®ӮөӮДҒuҠJӮӯҒvғҒғjғ…Ғ[Ӯ©ӮзҒujwwҒvғfҒ[ғ^“ЗӮЭҚһӮЮҒz
“ЗӮЭҚһӮсӮҫ’јҢгӮМүж–КҒB

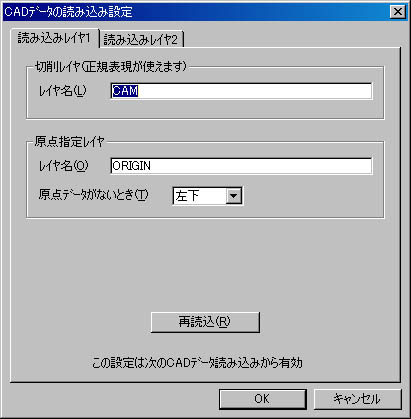
ӮұӮұӮЕҒuNCVCҒvӮМҗЭ’иӮр2ӮВӮҫӮҜҒB
ҒuғIғvғVғҮғ“ҒvҒЁҒuCADғfҒ[ғ^ӮМ“ЗӮЭҚһӮЭҗЭ’иҒvӮ©ӮзҒAҗжӮЙҗGӮкӮҪҒAҢҙ“_ғҢғCғ„Ғ[–јӮЖҒAҗШҚнғҢғCғ„Ғ[–јӮрҗЭ’иӮөӮДӮЁӮӯҒB
ӮұӮұӮЕӮНҢҙ“_ғҢғCғ„Ғ[ӮЙҒuORIGINҒvҒAҗШҚнғҢғCғ„Ғ[ӮЙҒuCAMҒvӮЖӮөӮДғҢғCғ„Ғ[–јӮрҗЭ’иӮөӮҪҒB
ҺҹӮЙҒA
ҒuғIғvғVғҮғ“ҒvҒЁҒuҗШҚнғpғүғҒҒ[ғ^ӮМҗЭ’иҒvӮ©ӮзҒANCҗ¶җ¬ғIғvғVғҮғ“ӮМҗЭ’иҒB
ӮЬӮҫғAғvғҠӮМҸЪӮөӮўҺgӮў•ыӮӘ•ӘӮ©ӮзӮИӮўӮМӮЕҒAZҺІӮМғAғNғVғҮғ“ӮЖҢҙ“_ӮМҲк•”ӮҫӮҜӮр•ПҚXӮөӮДӮЭӮҪҒB

ҺАҚЫӮМҗЭ’иӮЙӮВӮўӮДӮНҲИүәӮМӮжӮӨӮЙҒAғwғӢғvӮЙҸЪӮөӮӯӢLҚЪӮіӮкӮДӮўӮйҒB
ӮұӮұӮЕҸd—vӮИӮМӮӘҗШҚнҢҙ“_(G92)ӮМӮy’lӮЖӮq“_ҒCҗШӮиҚһӮЭғpғүғҒҒ[ғ^ӮМӮRӮВӮЕӮ·ҒD
җ}ӮU ӮНҚHҚмӢ@ҠBӮрҗі–КӮ©ӮзҢ©ӮҪҗ}ҒC ҸгүәӮЙӮy ҺІҒC Қ¶үEӮЙӮw ҺІӮЕӮ·ҒD ғҸҒ[ғNӮрғZғbғgӮөӮҪӮ ӮЖҒC ғҸҒ[ғN•Ҫ–КӮрҠоҸҖӮЙӮy ғZғ“ғTҒ[“ҷӮЕӮy ҺІӮМҲК’uҢҲӮЯӮрҚsӮўӮЬӮ·ҒD
ӮұӮкӮрҗШҚнҢҙ“_(G92)ӮМӮy’lӮЖӮөӮЬӮ·ҒDӮyғZғ“ғTҒ[ӮМҢъӮЭӮӘ100mm ӮИӮз100 ӮЖ“ь—НӮЕӮ·ҒD
ғZғ“ғTҒ[ӮЕӮМ’Іҗ®ҢгҒC ҚDӮЭӮМҲК’uӮЙҲЪ“®ӮіӮ№ӮДӮаӮ©ӮЬӮўӮЬӮ№ӮсҒD
–іҳ_Ӯ»ӮМӮЖӮ«ӮНҲЪ“®ӮөӮҪҚА•W’lӮр“ь—НӮөӮДүәӮіӮўҒD
ҺҹӮЙҗШӮиҚһӮЭӮЕӮ·ӮӘҒC ғCғҒҒ[ғW’КӮиҒD ғҸҒ[ғNӮЙүҪғ~ғҠҗШӮиҚһӮЮӮ©ӮЖӮўӮӨҗЭ’иӮЕӮ·ҒD
ҚЕҢгӮЙӮq“_ӮЕӮ·ӮӘҒCӮұӮкӮНҺҹӮМғVғ}ҒCӮұӮМ—бҗ}ӮT үБҚHҸрҢҸӮМҗЭ’иӮЕҢҫӮӨӮЖҒuӮmҒvӮрҚнӮБӮДҒuӮbҒvӮЙҲЪ“®Ӯ·ӮйӮЖӮ«ӮМӮy’lӮрҺw’иӮөӮЬӮ·ҒDӮyҺІӮМҸүҠъҲК’uҒiҢҙ“_ҒjӮЕҲЪ“®ӮөӮДӮаӮ©ӮЬӮнӮИӮўӮМӮЕӮ·ӮӘҒCҸүҠъҲК’uӮНҚӮӮӯҗЭ’иӮ·ӮйҢXҢьӮӘӮ ӮйӮҪӮЯҒCҢш—ҰӮжӮӯҲЪ“®ӮЕӮ«ӮйүәҢА’lӮЖҚlӮҰӮДүәӮіӮўҒD
ӮұӮМҗЭ’иӮЕӮНғҸҒ[ғN•Ҫ–КҸгӢу1mm ӮМҸҠӮЕҗn•ЁӮӘҺҹӮМғVғ}ӮЦҚӮ‘¬ҲЪ“®ӮөӮЬӮ·ҒD
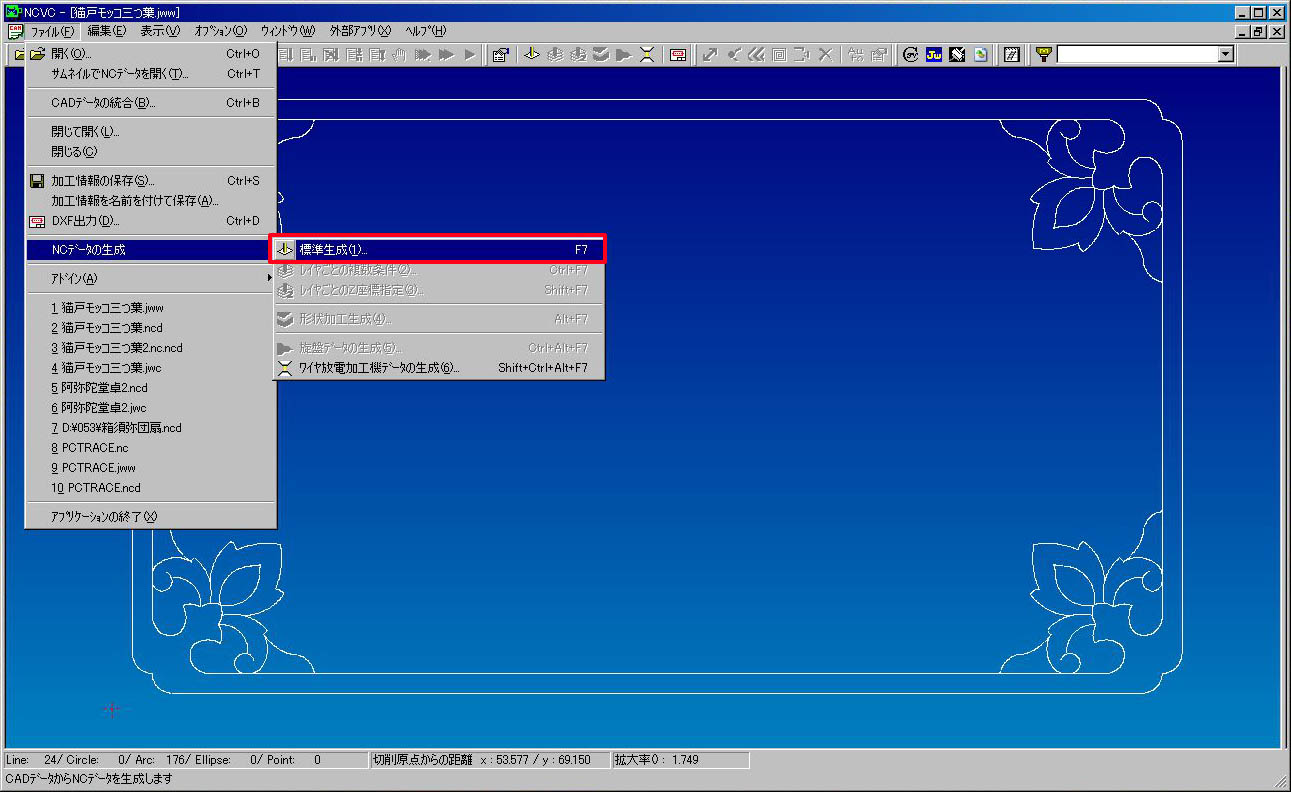
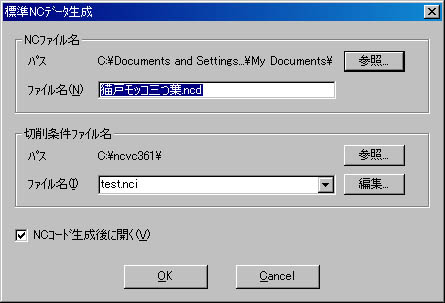
җЭ’иӮӘҸI—№ӮөӮҪӮзҒuғtғ@ғCғӢҒvҒЁҒuNCғfҒ[ғ^ӮМҗ¶җ¬ҒvӮЖҗiӮЭҒAҒu•WҸҖҗ¶җ¬ҒvӮрғNғҠғbғNҒB
җ¶җ¬ӮөӮҪғfҒ[ғ^ӮМ•Ы‘¶җжӮЖҒANCғfҒ[ғ^ӮМ‘®җ«ӮрҺw’иӮөӮҪӮзҲкҳAӮМҚмӢЖӮНҠ®—№Ӯ·ӮйҒB
Ӯ·ӮЧӮД"ӮЁӮЬӮ©Ӯ№"ӮМ‘SҺ©“®ӮҫӮӘҒAӮұӮкӮЕ–{“–ӮЙNCғfҒ[ғ^ӮӘҗ¶җ¬ӮЕӮ«ӮДӮөӮЬӮӨӮМӮНӮ·ӮІӮўҒIҒB
ҒuӮmӮbҗ¶җ¬ҢгӮЙҠJӮӯҒvӮЙғ`ғFғbғNӮӘ“ьӮБӮДӮўӮйӮЖҒAғfҒ[ғ^җ¶җ¬ҢгҒA‘ҰҚАӮЙҢӢүКӮрҠm”FӮ·ӮйӮұӮЖӮӘҸo—ҲҒAүәӮжӮӨӮИүж–КӮЙҗШӮи‘ЦӮнӮйҒB
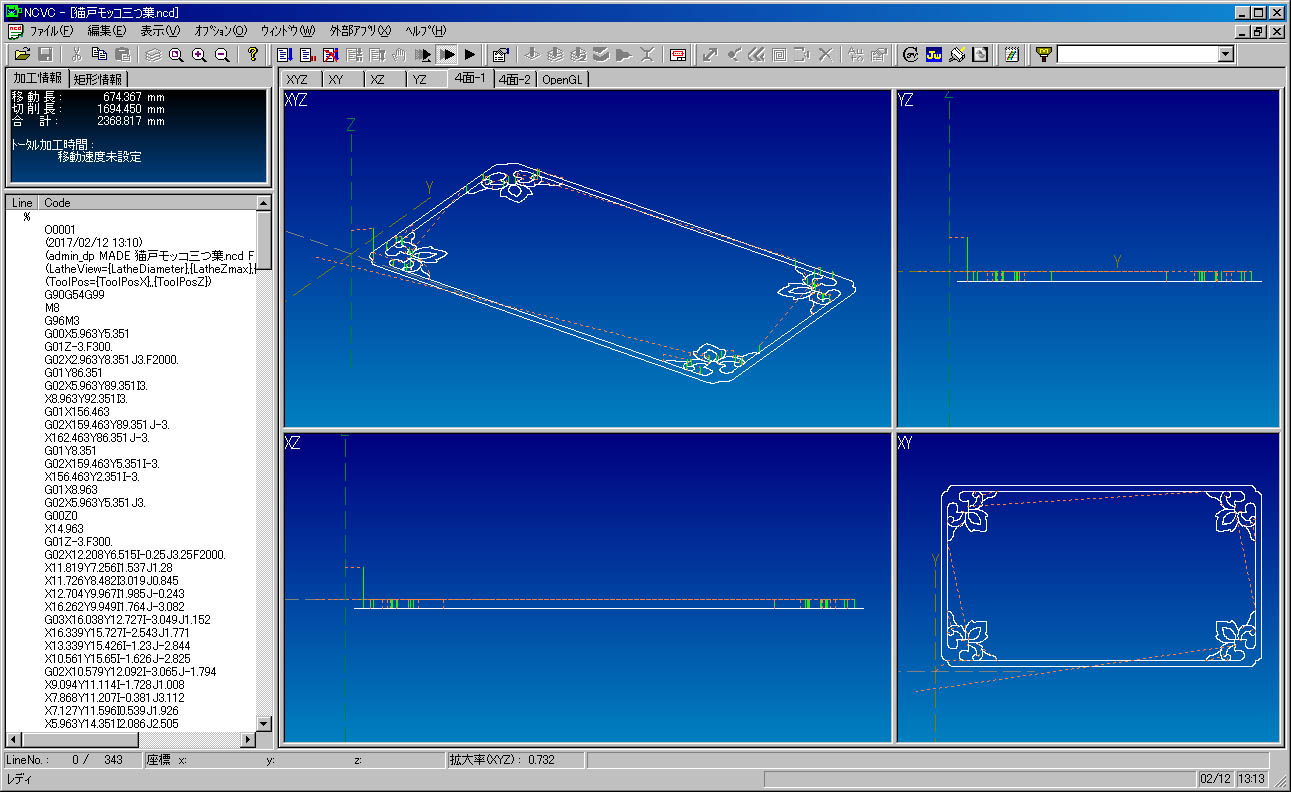
ҒEҒEҺҹӮНӮўӮжӮўӮжғRғ“ғgғҚҒ[ғӢҒEғAғvғҠӮЕҒuUNOҒvӮрҺgӮБӮҪҒuGRBLҒvғVғ~ғ…ғҢҒ[ғVғҮғ“ӮМ—\’иҒB

