|
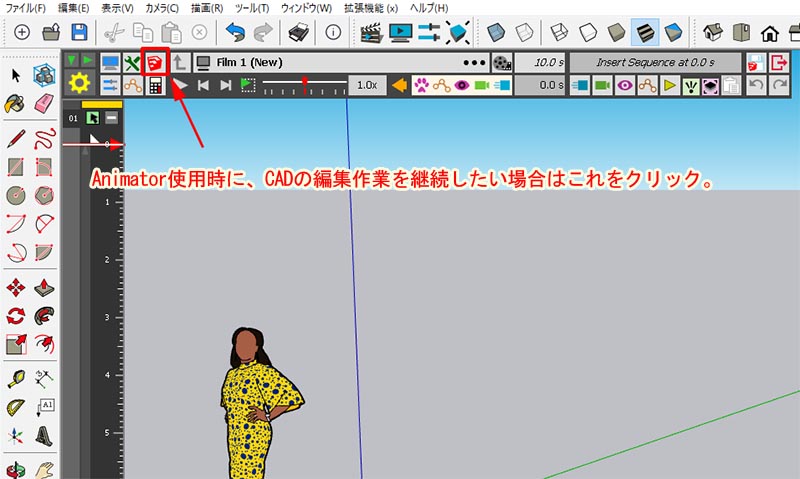
ƒvƒ‰ƒOƒCƒ“‚جڈêڈٹ‚ً‚·‚®‚ة–Y‚ê‚é‚ج‚إŒآگl“I‚بƒپƒ‚پB
پiŒ»چف‚حƒNƒCƒbƒNƒAƒNƒZƒX‚ة“oک^پj
C:\Users\ ژ©•ھ‚جPC–¼\AppData\Roaming\Sketchup\SketchUp 20??\SketchUp\Plugins
‚؟‚ب‚ف‚ةپA“ْ–{Œê•دٹ·‚ھچد‚ٌ‚¾پuAnimatorپvƒvƒ‰ƒOƒCƒ“‚جڈêڈٹ‚à‚±‚±پB
پi•دگ”‚âƒ^ƒO‚ج‚آ‚¢‚½ƒXƒgƒٹƒ“ƒOˆبٹO‚حپAژٹش‚جٹضŒW‚إGoogle–|–َ‚»‚ج‚ـ‚ـ‚إژg—pپj
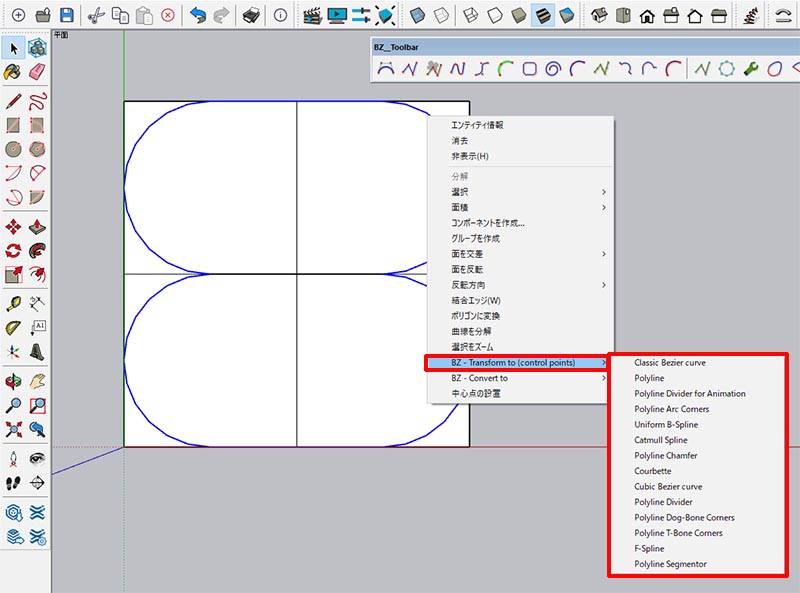
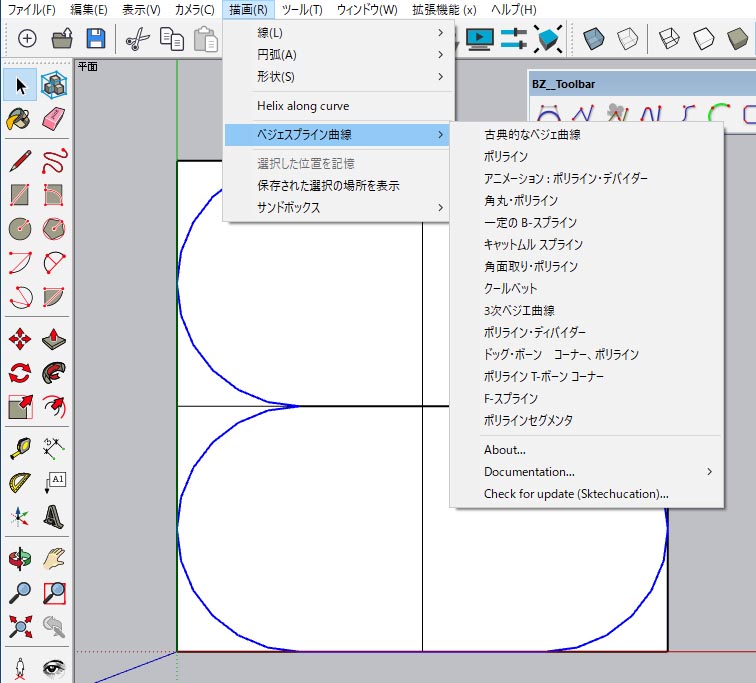
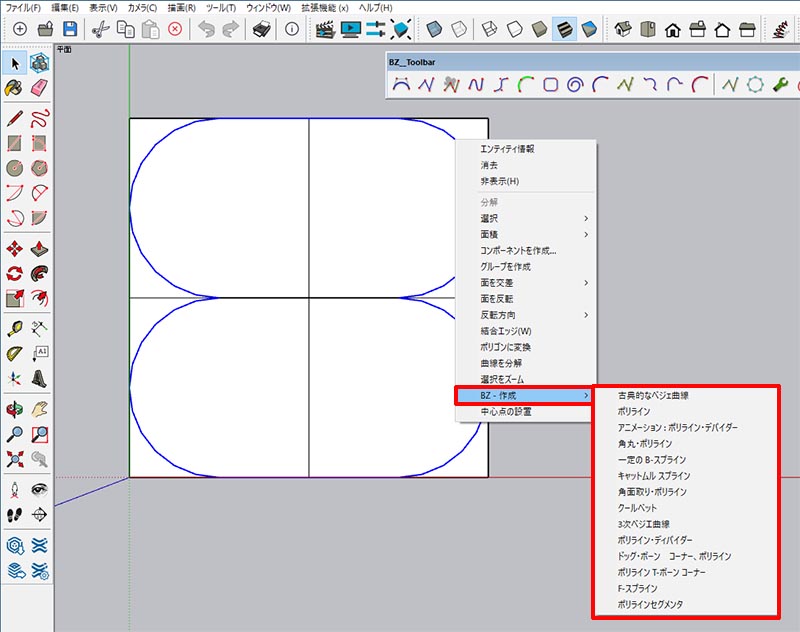
SketchUp‚إ•\ژ¦‚³‚ê‚é پuFredo6 Collectionپv‚ج–|–َƒپƒjƒ…پ[پB
ژg—pŒ¾Œê‚ًگف’è‚·‚é پuFredo6 گف’èپvƒپƒjƒ…پ[‚حپASketchUp‚جپuƒEƒBƒ“ƒhƒEپiWپjپvƒپƒjƒ…پ[‚ة‚ ‚éپB
پ¦‰ً“€‚µ‚ؤ‚إ‚«‚½ƒtƒHƒ‹ƒ_“à‚ة‚ ‚éپA‚QŒآ‚جƒtƒ@ƒCƒ‹‚ًƒvƒ‰ƒOƒCƒ“ƒtƒHƒ‹ƒ_‚ة“ü‚ê‚ؤژg—pپB
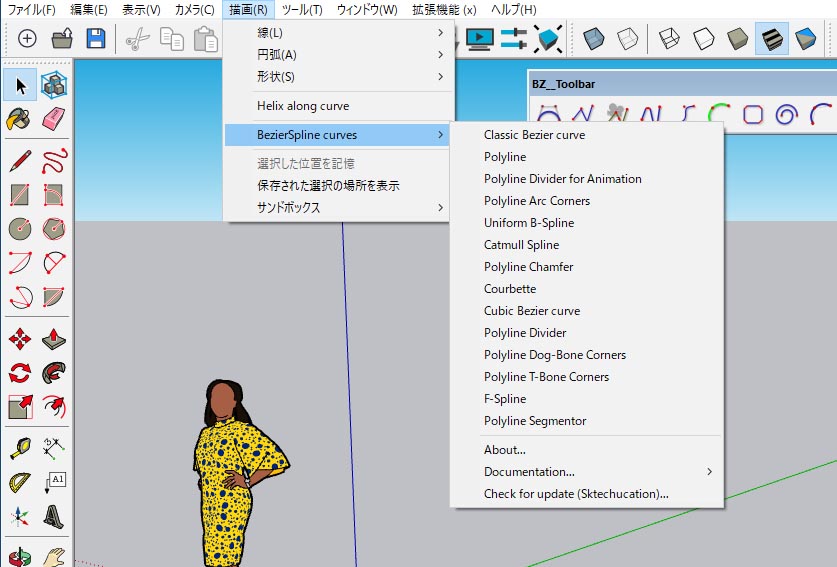
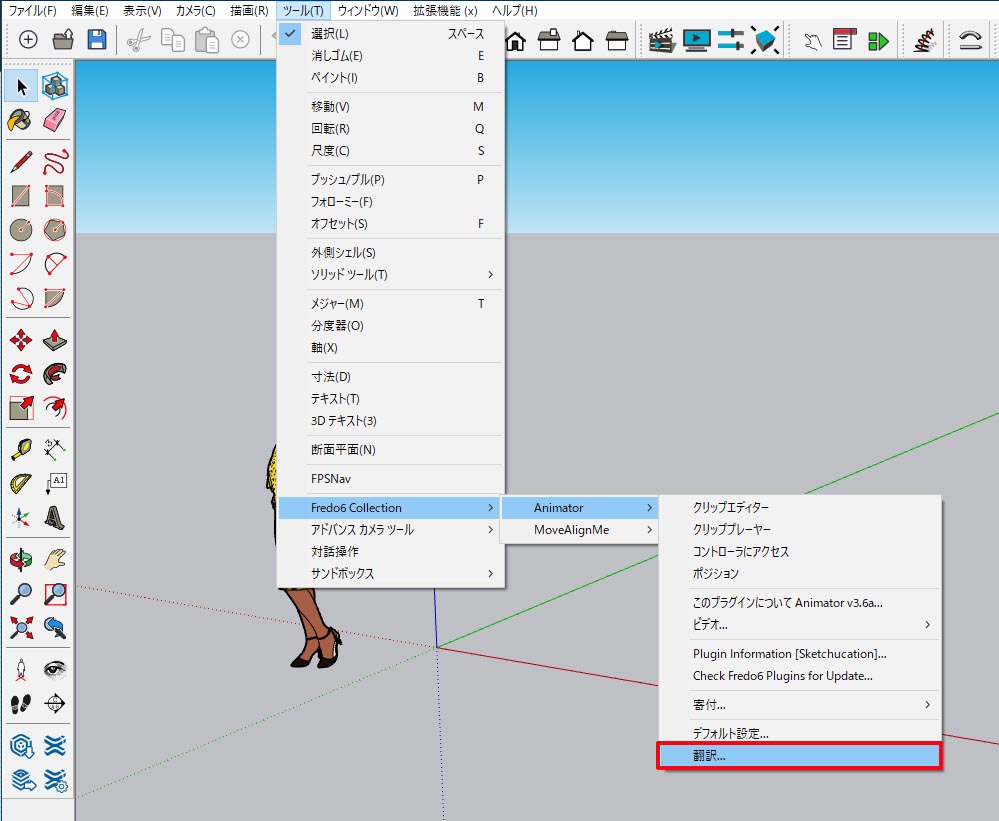
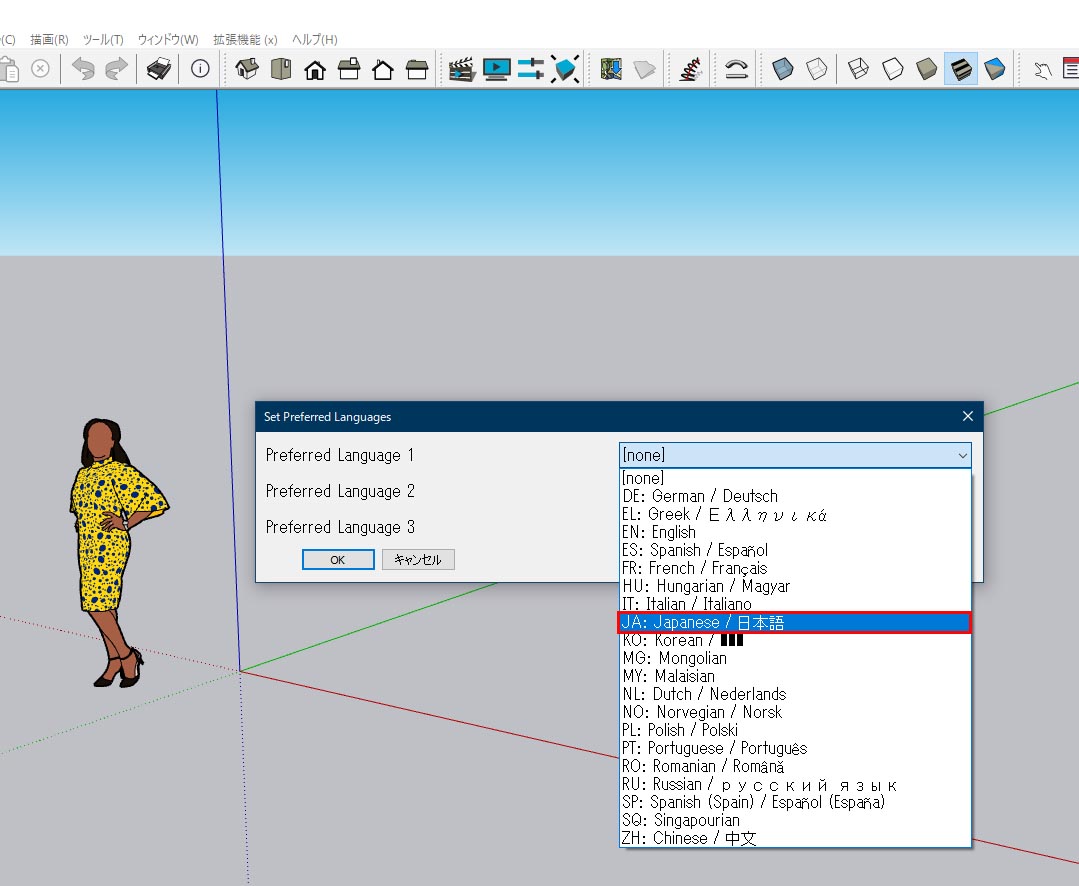
ƒvƒ‰ƒOƒCƒ“‚ج“ْ–{Œêگط‚è‘ض‚¦
گط‚è‘ض‚¦‘O‚جƒپƒjƒ…پ[‚ح‚·‚ׂؤ‰pŒê
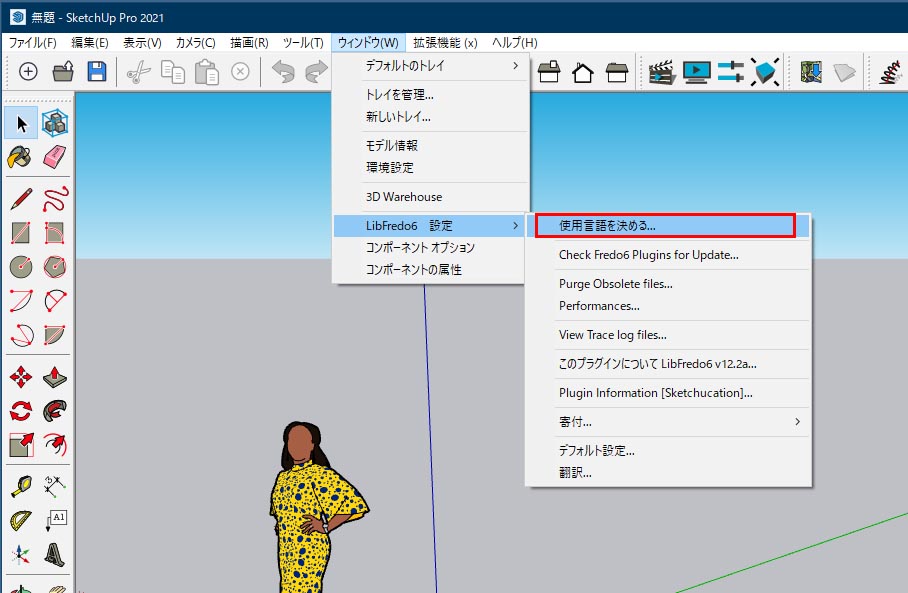
ƒhƒچƒbƒvƒ_ƒEƒ“ƒٹƒXƒg‚ج’†‚ة"“ْ–{Œê"‚جچ€–ع‚ھ‚ ‚éپB
 “Y•tƒtƒ@ƒCƒ‹
|