|
ƒuƒ‰ƒEƒU‚جƒCƒ“ƒ^پ[ƒlƒbƒgپuTranslatorپv—ٹ‚è‚ج–|–َچى‹ئپB
‚»‚à‚»‚àک_‚¾‚ھپAگ³‚µ‚¢‚©‚ا‚¤‚©‚ج”»’f‚·‚çڈo—ˆ‚ؤ‚ب‚¢–َ‚إپAŒ‹‰تژg‚ي‚ب‚¢•û‚ھ—ا‚¢ڈêچ‡‚àچl‚¦‚ç‚ê‚éپB
‚·‚إ‚ة1/5ˆبڈم‚جچى‹ئگi’»‚ة‚ب‚é‚ھپA‚±‚êˆبڈم‹[ژ—–|–َ‚ًگi‚ك‚é‚ئچZگ³ژ‚جچى‹ئ‚ھچ¢“ï‚ئ‚ب‚è“عچء‚·‚é‰آ”\گ«‚·‚çڈo‚ؤ‚‚éپB
ƒٹƒoپ[ƒXƒGƒ“ƒWƒjƒAƒٹƒ“ƒO‚ً‚³‚ꂽ•û‚ب‚ç”»‚é‚ئژv‚¤‚ھپAژہ‚حƒڈپ[ƒh‚و‚èƒ_ƒCƒAƒچƒO‚ب‚ا‚جƒeƒLƒXƒgپAƒLƒƒƒvƒVƒ‡ƒ“‚ج•û‚ھ‚و‚è–ï‰î‚بڈêچ‡‚à‚ ‚éپB
ˆê“x–\‘–‚³‚¹‚é‚ئپA‰ٌ•œچى‹ئ‚ةگâ–]‚·‚ç•ّ‚ڈêچ‡‚àڈ‚ب‚‚ب‚¢پB
پEپE‚ئپAٹٹ‚èڈo‚µ‚إ•sˆہ‚ًگّ‚ء‚ؤ‚µ‚ـ‚ء‚½‚ھپAژہ‚حکN•ٌ‚ھپB
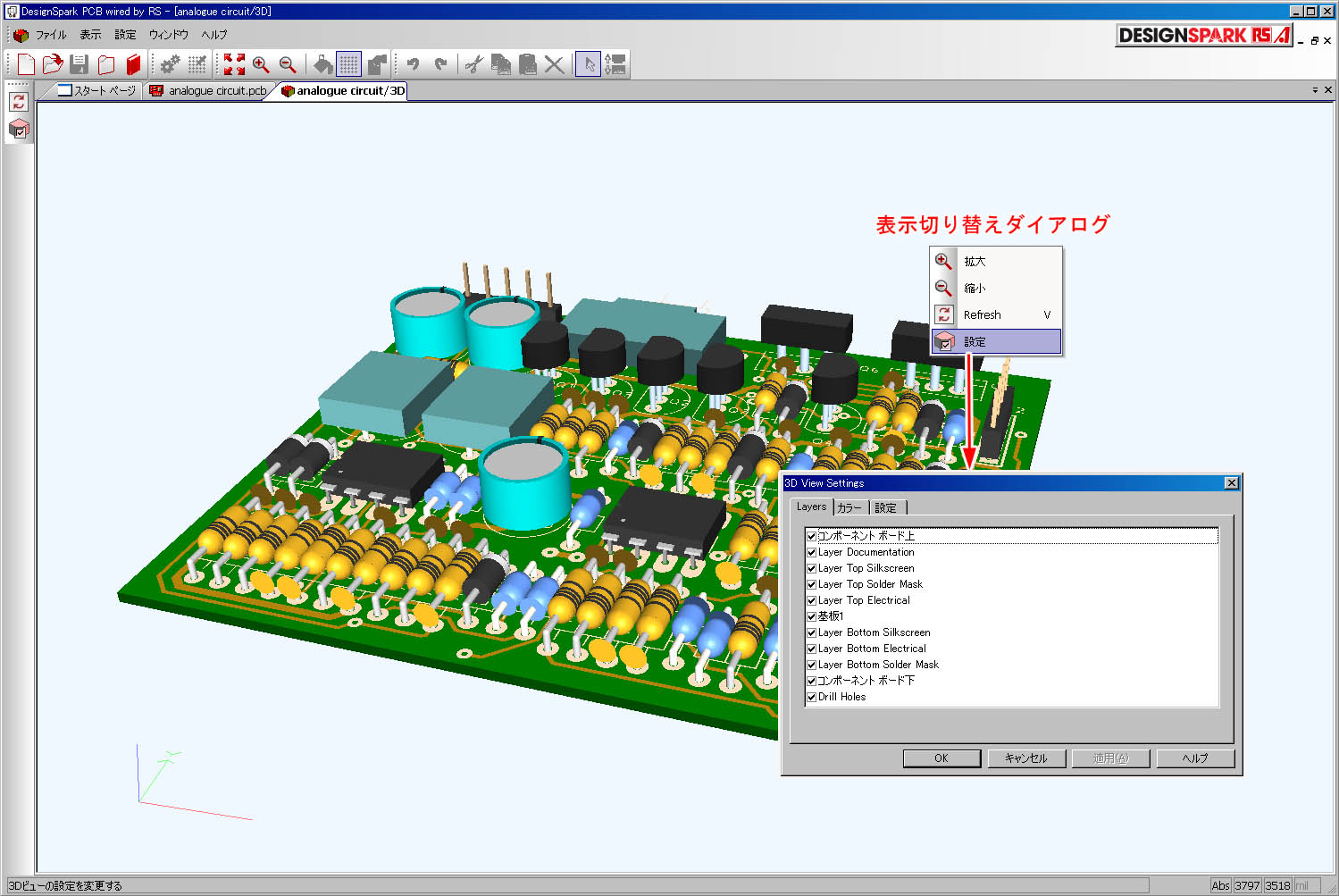
پuDesignSparkپv‚ً’S“–‚³‚ê‚ؤ‚¢‚é‹{Œ´—l‚و‚èگ³ژ®‚ة–|–َپA‘€چى‚ةٹض‚·‚éƒTƒ|پ[ƒg‚ً‚µ‚ؤ’¸‚¯‚é‰^‚ر‚ئ‚ب‚ء‚½پB
–{“ْپA‚²ژw“E’¸‚¢‚½پA
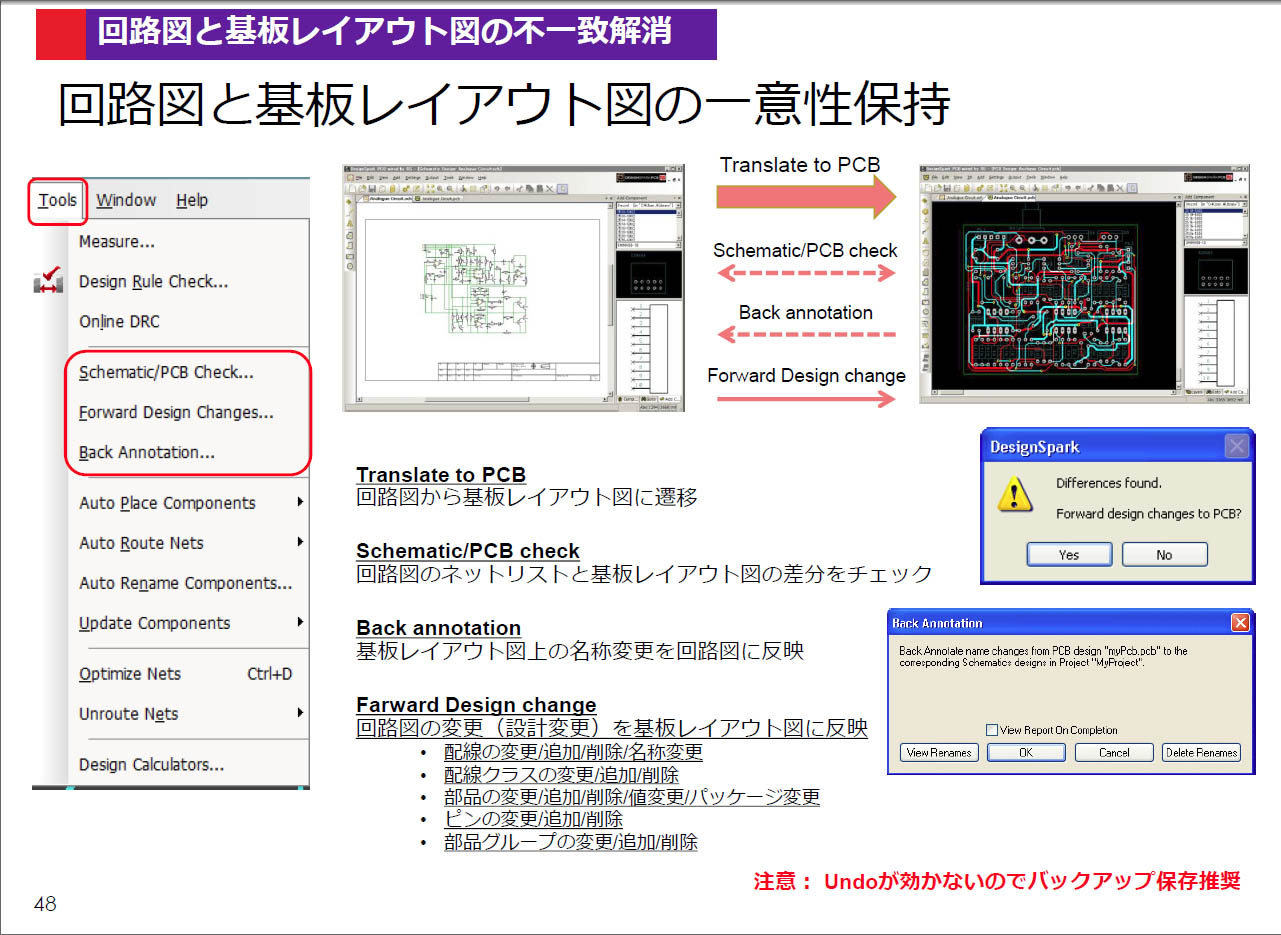
Forward Design Changes ‚ح‹@”\‚ج–¼‘O‚ب‚ج‚إپA
ƒJƒ^ƒJƒi‚إ پuƒtƒHƒڈپ[ƒhƒfƒUƒCƒ“ƒ`ƒFƒ“ƒWپv‚ج•û‚ھ
ŒمپX—ا‚¢پB
‚ب‚ا‚ة‚آ‚¢‚ؤ‚ح‘پ‘¬‘Sچs‚ًڈCگ³‚µپA–{“ْƒAƒbƒvƒچپ[ƒhچد‚فپB
چ،Œم‚²ژw“±پA‚²‹³ژ¦‚¢‚½‚¾‚‚±‚ئژ–‚إپA‚و‚è–|–َ‚جگM—ٹگ«Œüڈم‚ة“w‚ك‚½‚¢پB
|





 “Y•tƒtƒ@ƒCƒ‹
“Y•tƒtƒ@ƒCƒ‹